31А
1. ОБЩИЕ УКАЗАНИЯ
Данный шлифовальный станок предназначен исключительно для шлифования изделий из
дерева и их заменителей.
Обработка других материалов недопустима, или может производиться только после консуль-
тации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуата-
ции, и особыми предписаниями Вашей страны необходимо принимать во внимание общеприня-
тые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропита-
ния до станка должен быть не менее 3x1,5мм² (желательно медный, трёхжильный, с сечением
каждой жилы не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техниче-
ским обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2 КОМПЛЕКТ ПОСТАВКИ
1. Цоколь станка с мотором
2. Шлифовальная лента зернистости 60
3. Бумага для шлифовального диска зерни-
стости 60
4. 2 шлифовальных стола
5. Наклонный упор
6. Инструмент для обслуживания
7. Принадлежности для монтажа
8. Инструкция по эксплуатации
9. Список запасных частей
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА 31A
| Сетевое питание | 230В ~1/N/PE 50Гц |
| Выходная мощность | 1,1 кВ (1,5л.с.) |
| Рабочий ток | 7 A |
| Соединительный провод | (H07RN-F)3x1,5 мм² |
| Устройство защиты | 16A |
| Шлифовальная лента (ШxД) | 150x1220 мм |
| Стол для шлифования лентой (ШxД) | 190x330 мм |
| Диапазон разворота | -45° до 0° |
| Скорость ленты | 12 м/сек |
| Диаметр шлифовального диска | 300 мм |
| Стол (ШxдД) | 230x420 мм |
| Диапазон разворота | -45° до +15° |
| Число оборотов шлифовального диска | 2400 об./мин |
| Диаметр вытяжного патрубка | 100мм |
| Объем отводимого воздуха при 20 м/сек | 560 м3/ч |
| Размеры станка (ДxШxВ) | 830x700x1400 мм |
| Вес станка | 110 кг |
*Примечание: Спецификация данной инструкции является общей информацией.
Данные технические характеристики были актуальны на момент издания руководства
по эксплуатации. Компания WMH Tool Group оставляет за собой право на изменение
конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
4. ОБЩИЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем.
Всегда храните инструкцию, предохраняя ее от грязи и влажности, передавайте дальнейшим
пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых защитных
устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно уст-
ранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
На станке не разрешается проводить какие-либо изменения, дополнения и перестроении.
Применяйте необходимые согласно инструкциям средства личной защиты.
При работе на станке использовать защитные очки и респиратор.
Следует носить узкую одежду и снять перед работой все украшения, кольца и наручные ча-
сы. При работе со станком не надевать перчатки.
Чтобы длинные волосы не мешали во время работы, наденьте шапочку или сетку для волос.
Установить станок таким образом, чтобы оставить достаточно свободного места для его об-
служивания и для размещения заготовок.
Позаботьтесь о достаточном освещении рабочего места.
Обратите внимание на то, чтобы станок был устойчив против опрокидывания и крепко за-
креплён на прочной и ровной поверхности.
Обратите внимание на то, чтобы электрический провод не служил помехой рабочему процес-
су.
Рабочее место должно быть свободно от ненужных заготовок и т.д.
Никогда не пытайтесь схватить за какую-либо деталь работающего станка.
Работающий станок никогда не оставляйте без присмотра.
Перед тем, как оставить свое рабочее место, отключите станок.
Не включайте станок в непосредственной близости от горючих жидкостей или газов. Изучите
возможности подачи сигнала пожарной тревоги и тушения пожара, например, место располо-
жения и обслуживание огнетушителей.
Не включайте станок при повышенной влажности или под дождем.
Следите за тем, чтобы не образовывалась большая концентрация пыли – всегда применяйте
соответствующую вытяжную установку.
Древесная пыль может быть взрывоопасной и опасной для здоровья.
Никогда не работайте с открытыми крышками и кожухами шлифовальных валов.
Перед обработкой заготовки удалить из нее гвозди и другие инородные тела.
Заготовка должна располагаться на столе безопасно.
Необходимо выдерживать минимальные и максимальные размеры заготовок.
Опилки и части заготовки удалять только при отключенном станке.
Не вставать ногами на станок.
Работы с электрооборудованием должны проводить только электрики.
Поврежденный кабель подлежит немедленной замене.
Никогда не используйте станок, если возникли проблемы с выключателем.
Работы по переоснащению, установке и техническому обслуживанию станка проводить толь-
ко на отключенном станке и при отключенном эл. питании.
Изношенные элементы стола должны быть заменены немедленно.
4.1. ВНИМАНИЕ опасности
Даже при правильном использовании станка возникают приведенные ниже опасности.
Опасность ранения движущейся шлифовальной лентой.
Опасность ранения отлетевшими частями заготовок.
Опасность получения травмы вследствие отклонения деталей из-за плохого крепления.
Опасность от шума и пыли.
Однако, кроме этого необходимо также использовать специальные звукозащитные наушни-
ки.
Обязательно надевайте средства личной защиты (защита глаз, ушей и дыхательных путей).
Опасность от вредной для здоровья шлифовальной пыли.
Применяйте вытяжные установки!
Опасность поражения электрическим током, при неправильной прокладке кабеля.
4.2 Уровень шума
Уровень мощности звука (согласно EN 11202):
Холостой ход 71,9 дБ (A)
Обработка 84,1 дБ (A)
Приведенные значения относятся к уровню издаваемого шума и не являются необходимым
уровнем для безопасной работы.
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1. Транспортировка и установка
Для транспортировки используйте стан- дартный штабелер или погрузчик.
Предохраняйте станок при транспорти-ровке от падения.
Установка станков должна производитьсяв закрытых помещениях, при этом является
вполне достаточным, условия обычной столярной мастерской.
Поверхность, на которой устанавливается станок, должна быть достаточно ровной и
способной выдерживать нагрузки.При необходимости станок можно жестко закре-
пить на устанавливаемой поверхности.По соображениям упаковки и транспор-
тировки станок поставляется не полностью смонтированным.
5.2. Монтаж
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу, не запускайте станок в работу!
Удаляйте защитную смазку от ржавчины с помощью мягких растворителей.
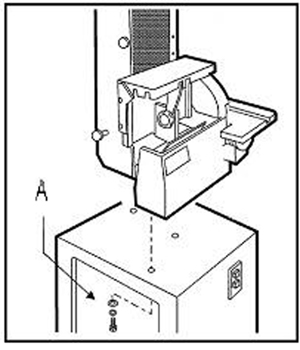
Смонтируйте шлифовальный станок на цоколе и закрепите его 4 винтами, 4 шай-
бами и 4 гроверными шайбами (A, Рис. 1).
 |
Установите приводной ремень (C, Рис. 2).
Натяните ремень, регулируя гайки (F, Рис.
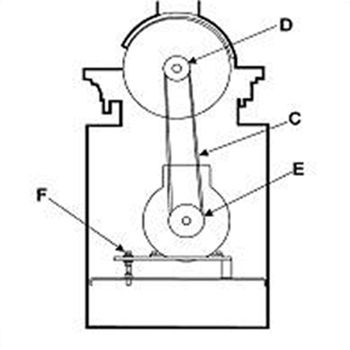 |
Закройте и зафиксируйте дверцу цоколя.
5.3. Подключение к электрической сети.Подсоединение к сети со стороны пользо-
вателя, а также применяемые. Эл. удлинители должны соответствовать предписани-
ям. Напряжение и частота тока в сети должны соответствовать параметрам, указанным
на фирменной табличке станка.Установленное изготовителем защитное
устройство должно быть рассчитано на 16 А.Подключение и ремонт электрического
оборудования разрешается проводить только квалифицированным электрикам.
5.4. Подсоединение вытяжной вентиляции
Перед пуском в эксплуатацию станок должен быть подключен к вытяжной систе-
ме таким образом, чтобы при включении станка автоматически включалась вытяжная
вентиляция.Минимальная скорость воздуха на всасывающем патрубке с диаметром 100 мм
должна составлять 20 м/сек.Всасывающие шланги должны характери-
зоваться по качеству как „тяжело горючие“
и соединены с заземлением станка.
5.5. Пуск в эксплуатацию
Станок включается посредством нажатия зеленого выключателя: с помощью красного
выключателя производится остановка станка.
6. РАБОТА СТАНКА
Перемещайте заготовку ровно по загрузочному столу. При этом держите пальцы
сомкнутыми и удерживайте заготовку ладонями рук.
Не просовывайте руки под стол станка.Сохраняйте безопасную дистанцию от ра-
ботающей шлифовальной ленты или шлифовального диска.
Для обработки сложных форм необходимо изготавливать шаблоны для точного и
надежного перемещения заготовок.Длинные заготовки необходимо поддер-
живать с помощью роликовых опор.Для шлифования под углом наклоняйте
стол станка. Сохраняйте промежуток в 2 мм между шлифовальной бумагой и губкой сто-
ла.
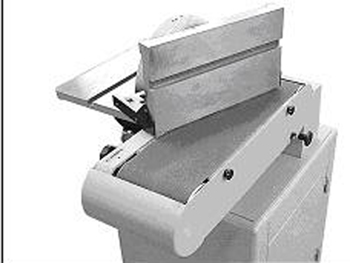
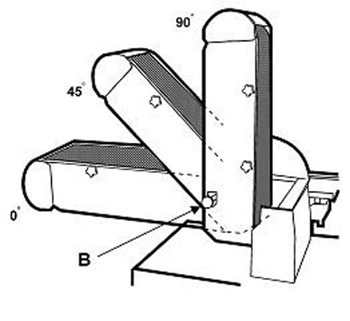
6.1. Вертикальное ленточное шлифование:
Для вертикального ленточного шлифования модуль стола монтируется как шлифо-
вальный стол (Рис. 3).
Угол наклона стола может быть установлен между 90° и 45°.
<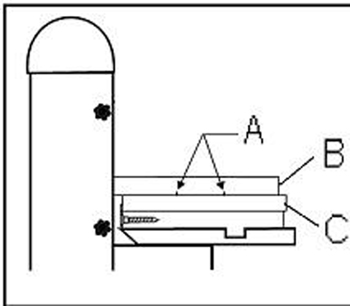 |
При шаблонном шлифовании заготовка (B,
Рис. 3) крепится гвоздями (A) на шаблоне
(C).
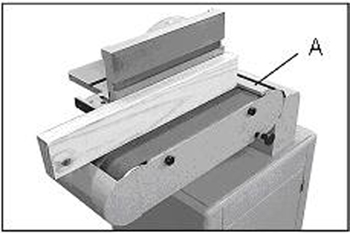
6.2. Горизонтальное ленточное шлифование:
Для горизонтального ленточного шлифования модуль стола используется как упор
(см. раздел 7.2).Угол наклона стола может быть установлен между 90° и 45°.
Для остановки заготовки должен быть установлен продольный упор (A, Рис. 4).
< |
Для шлифования под углом упор можетбыть установлен поперечно по отношению к
шлифовальной ленте (Рис. 5).
|
6.3. Контурное ленточное шлифование:
Откройте в направлении назад кожух защиты ленты (Рис. 6).
|
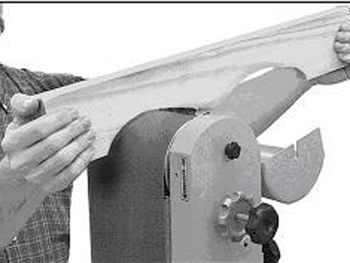
Внимание:
После окончания работы незамедлительно закройте кожух защиты ленты.
6.4. Дисковое шлифование:
Угол наклона стола может быть установлен между 15° вверх и 45° вниз.
Устанавливаемый упор 45° (C, Рис. 7) находится под столом.
 |
Устанавливаемый упор 0° (F, рис. 8) на заднем конце стола должен быть сдвинут,
чтобы сложить его.
 |
7. Работы по наладке и регулировке
Перед работами по наладке и регулировке станок должен быть предохранен от не-
произвольного включения. Вытащите сетевой штекер!
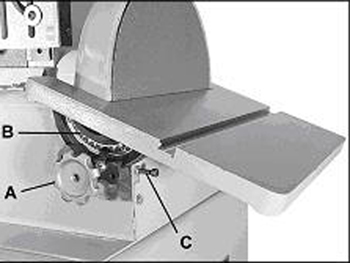
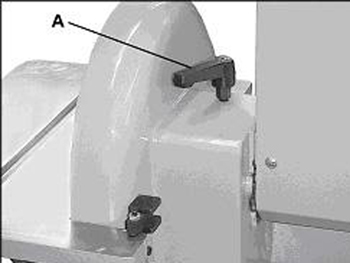
7.1. Поворот шлифовального блока
Открутите поворотную ручку (A, Рис. 9). Потяните за поворотный болт (B, Рис. 10)
и одновременно установите шлифовальный блок в необходимое Вам положение.
 |
 |
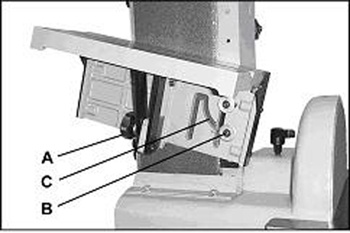
Ослабьте внутренний шестигранный винт (B, Рис. 11).
Установите шлифовальный стол в необходимое Вам положение; внутренние шести-
гранные винты перемещаются при этом вдоль шлица в столе (C).
 |
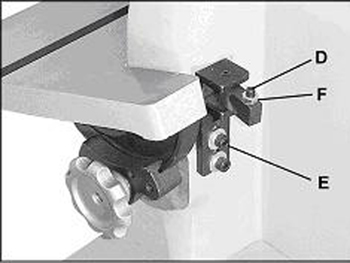
Модуль стола может быть также использован как шлифовальный упор.
Для этого удалите внутренние шестигранные винты (B, Рис. 11) и снимите шлифо-
вальный блок. Поверните панель (D, Рис. 12) на 180°.
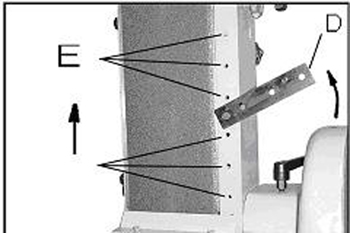 |
Установите шлифовальный блок на поворотной панели.
Вставьте винт в профильное отверстие (E) и затяните его.
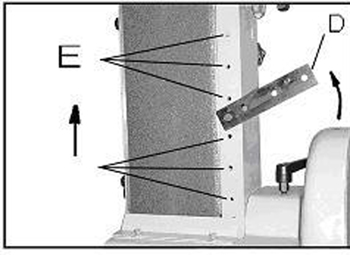 |
Установите продольный упор заготовки (A, Рис. 13).
7.3. Замена шлифовальной ленты
Отключите станок от электросети, вытащив сетевой штекер.
Установите шлифовальный блок в вертикальное положение.
Открутите зажимную ручку (A, Рис. 14) и откройте кожух роликов (B).
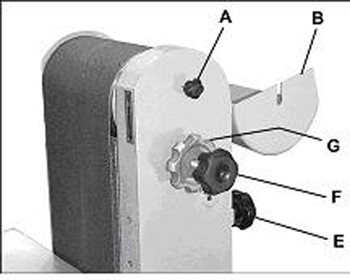 |
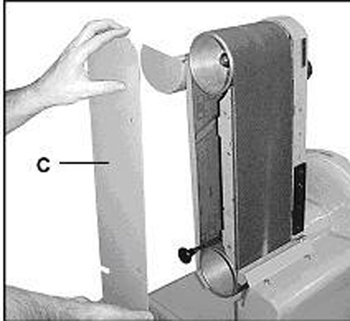
Снимите боковой кожух (C, Рис. 15).
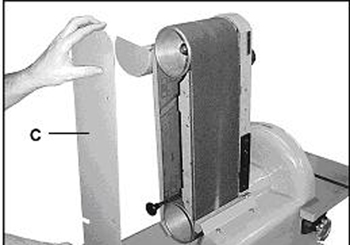 |
Ослабьте натяжение ленты, используя зажимную ручку (E, Рис. 14). Осторожно снимите шлифовальную ленту.
Наденьте новую шлифовальную ленту, соблюдайте заданное направление хода ленты.
Натяните шлифовальную ленту.Закройте защитный кожух.
Примечание: При эксплуатации шлифовальные ленты вращаются, поэтому может возникнуть необходимость дополнительной
регулировки шлифовальной ленты. Регулировка хода ленты. Отключите станок от электросети, вытащив сетевой штекер.
Передвигайте вручную ленту в направлении ее хода. Шлифовальная лента должна проходить по середине роликов.
Ослабьте зажим ленты (G, Рис. 14). Ход ленты может быть отрегулирован только с помощью винта точной настройки (F, Рис. 14).
Если при движении лента уходит влево, вращайте винт точной настройки по часовой стрелке и наоборот.
Снова затяните зажим ленты.Несколько раз включите мотор на непродолжительное время, чтобы проконтролировать ход ленты.
7.5. Замена шлифовальной бумаги на
диске
Отключите станок от электросети, вытащив сетевой штекер. Снимите стол шлифовального диска.
Снимите кожух. Удалите старую шлифовальную бумагу. Шлифовальный диск должен быть чистым, прежде чем Вы установите новую
шлифовальную бумагу.
8. КОНТРОЛЬ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие указания: перед работами по техническому обслуживанию и очистке станок должен быть предо-
хранен от непроизвольного включения. Вытащите сетевой штекер! Регулярно проверяйте шлифовальную бу-
магу диска и шлифовальную ленту на повреждения. Незамедлительно заменяйте поврежденные
шлифовальные элементы. Производите очистку станка через равномерные отрезки времени.
Ежедневно проверяйте достаточную работоспособность вытяжной системы.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки,
плоские, поликлиновые, клиновые и другие ремни, а также цепи, используемые в конст-
рукции станка, относятся к деталям быстроизнашивающимся (расходные материалы) и
требуют периодической замены. Гарантия на такие детали не распространяется. Защитные
кожуха, отдельные детали из пластика и алюминия, используемые в конструкции
станка, выполняют предохранительные функции. Замене по гарантии такие детали
не подлежат. Подключение и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам. Смазка: Ежемесячно смазывайте направляющие натяжных роликов (A, Рис. 16).
 |
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока – проверить предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
шлифовальная лента проскальзывает
*не натянута шлифовальная лента – натянуть шлифовальную ленту;
*слишком сильное давление на заготовку – перемещать заготовку при обработке;
Шлифовальный диск останавливается
*не натянут моторный ремень – натянуть ремень;
*слишком сильное давление на заготовку – перемещать заготовку при обработке;
сильные вибрации станка
*станок стоит неровно – выровнять станок;
повторно рвется шлифовальная лента
*неправильно установлена лента – правильно установить ленту;
угол шлифовки не равен 90°
*неправильно установлен упор 90° – отрегулировать упор;
неудовлетворительные результаты шлифования
*заготовка не передвигалась – передвигайте заготовку при обработке;
*неправильно выбрана зернистость шлифовальной ленты – грубая зернистость для черновой
обработки, мелкая зернистость для чистовой обработки;
*слишком сильное давление на заготовку – не используйте силу при обработке.
10. ПОСТАВЛЯЕМЫЕ ПРИНАДЛЕЖНОСТИ
Смотрите ассортимент шлифовальных лент и шлифовальных дисков различной зернистости в
прайс-листе компании JET.