DDS-225
1. ОБЩИЕ УКАЗАНИЯ
Данный барабанный шлифовальный станок предназначен исключительно для шлифования
изделий из дерева и их заменителей.
Обработка других материалов недопустима, или может производиться только после
консультации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуата-
ции, и особыми предписаниями Вашей страны необходимо принимать во внимание общеприня-
тые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропита-
ния до станка должен быть не менее 4x2,5мм² (желательно медный, четырёхжильный, с сече-
нием каждой жилы не менее 2,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техниче-
ским обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2. КОМПЛЕКТ ПОСТАВКИ
1. Станок в упаковке
2. 1 абразивная лента с зерном 80.
3. 1 абразивная лента с зерном 100.
4. 1 маховик
5. 1 рукоятка переключения механизма подачи
6. 2 аспирационных штуцера 100 мм
7. Принадлежности для монтажа.
8. Инструкция по эксплуатации.
9. Список деталей.
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ DDS-225
| Сетевое питание | 380 В ~3/PE 50гц |
| Мощность двигателя | 5,5 кВт |
| Выходная мощность | 3,7 кВт |
| Рабочий ток | 6 A |
| Соединительный провод (H07RN-F) | 4 x 1,5мм² |
| Устройство защиты | 16 А |
| Число оборотов валов | 1400 об/мин |
| Шлифовальный барабан (Диаметр х Длина) | 152 мм х 635 мм |
| Скорость шлифования | 11,1 м/сек |
| Ширина абразивной ленты | 75 или 100 мм |
| Мотор подачи | 0,18 кВт |
| Скорость подачи | 2 – 3 м/мин |
| Диаметр штуцера вытяжки 2шт | 100 мм |
| Объемный поток вытяжки при скорости | 20 м/сек 2 х 560 м³/час |
| Габаритные размеры станка (Д х Ш х В) | 1090 х 1120 х 1090 мм |
| Масса станка | 335 кг |
| Размеры заготовок | |
| Толщина | 0,8 мм – 133 мм |
| Мин. длина заготовки | 230 мм |
| Макс. ширина | 635 мм |
*Примечание: Спецификация данной инструкции является общей информацией.
Данные технические характеристики были актуальны на момент издания руководства
по эксплуатации. Компания WMH Tool Group оставляет за собой право на изменение
конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
4. ОБЩИЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуата-
ции и техническому обслуживанию, предоставленные изготовителем.
Всегда храните инструкцию, предохраняя ее от грязи и влажности, передавайте даль-
нейшим пользователям. Ежедневно перед включением станка про-
веряйте функционирование необходимых защитных устройств.
Установленные дефекты станка или защитных устройств необходимо незамедли-
тельно устранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
На станке не разрешается проводить какие-либо изменения, дополнения и пере-
строении. Применяйте необходимые согласно инструкциям средства личной защиты.
При работе на станке использовать защитные очки и распиратор.
Следует носить узкую одежду и снять перед работой все украшения, кольца и наруч-
ные часы. При работе со станком не надевать перчатки.
Чтобы длинные волосы не мешали во время работы, оденьте шапочку или сетку для
волос. Установить станок таким образом, чтобы оставить достаточно свободного места для
его обслуживания и для размещения заготовок. Позаботьтесь о достаточном освещении
рабочего места. Обратите внимание на то, чтобы станок
был устойчив против опрокидывания и крепко закреплён на прочной и ровной поверх-
ности. Обратите внимание на то, чтобы электрический провод не служил помехой рабочему
процессу. Рабочее место должно быть свободно от ненужных заготовок и т.д.
Никогда не пытайтесь схватить за какую либо деталь работающего станка.
Работающий станок никогда не оставляйте без присмотра.
Перед тем, как оставить свое рабочее место, отключите станок.
Не включайте станок в непосредственной близости от горючих жидкостей или газов.
Изучите возможности подачи сигнала пожарной тревоги и тушения пожара, например,
место расположения и обслуживание огнетушителей.
Не включайте станок при повышенной влажности или под дождем.
Следите за тем, чтобы не образовывалась большая концентрация пыли – всегда при-
меняйте соответствующую вытяжную установку. Древесная пыль может быть взрывоопас-
ной и опасной для здоровья. Перед обработкой заготовки удалить из
нее гвозди и другие инородные тела. Заготовка должна располагаться на столе
безопасно. Необходимо выдерживать минимальные и
максимальные размеры заготовок. Опилки и части заготовки удалять только
при отключенном станке. Не вставать ногами на станок.
Работы с электрооборудованием должны проводить только электрики.
Поврежденный кабель подлежит немедленной замене.
Никогда не используйте станок, если возникли проблемы с выключателем.
Работы по переоснащению, установке и техническому обслуживанию станка прово-
дить только на отключенном станке и при отключенном эл.питании.
Изношенные элементы стола должны быть заменены немедленно.
4.1. ВНИМАНИЕ опасности
Даже при правильном использовании станка остаются приведенные ниже опасности.
Опасность ранения отлетевшими частями заготовок.
Опасность получения травмы вследствие отклонения деталей из-за плохого крепления.
Опасность от шума и пыли. Необходимо свести уровень шума к мини-
муму, обращая для этого внимание на тип и состояние пильного диска.
Однако, кроме этого необходимо также использовать специальные звукозащитные
наушники. Обязательно надевайте средства личной защиты (защита глаз, ушей и дыхательных
путей). Применяйте вытяжные установки! Опасность поражения электрическим то-
ком, при неправильной прокладке кабеля.
4.2. Звуковая эмиссия
Уровень звукового шума (согласно EN
11202):
Холостой ход: 72,4 dB(A),
Обработка: 88,4 dB(A).
Приведенные значения относятся к уровню издаваемого шума и не являются необхо-
димым уровнем для безопасной работы. Они должны дать возможность пользова-
телю станка лучше оценить подверженность опасности и возможные риски.
5 ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1. Транспортировка и установка
Установка станка должна производиться в закрытых помещениях, при этом достаточно
условий обычной столярной мастерской. Поверхность, на которой устанавливается
станок, должна быть достаточно ровной и способной выдерживать нагрузки. При необ-
ходимости станок можно жестко закрепить на устанавливаемой поверхности.
По соображениям упаковки станок поставляется не полностью смонтированным.
Станок будет доставлен в упаковочном ящике.
Не поднимайте станок за шлифовальный барабан или подающие ролики, так как они
могут быть таким образом повреждены.
5.2. Монтаж
Общие указания
Перед проведением монтажно-наладочных работ отключите станок от эл. сети!
Удалите защитную смазку от ржавчины с помощью мягких растворителей.
Установите станок на плоскую поверхность.
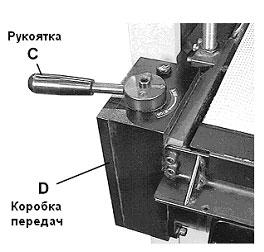
Монтаж маховика подъёма стола подачи
Смотрите рис. 1
 |
Установите аспирационные штуцера (A) на защитном кожухе станка.
 |
Ввинтите рукоятку (C) во втулку механизма подачи (D).
 |
Отключите подачу тока (выключите главный выключатель и закройте его).
Снимите маховик, поверните 2 замка защитного кожуха влево и откройте защитный
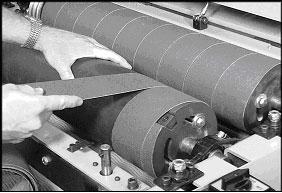
кожух. Всегда устанавливайте на передний шлифовальный барабан более грубую
абразивную ленту. Удалите винты с внутренним шестигран-
ником и распорные клинья (Р, рис. 6)на обоих концах барабана.
УКАЗАНИЕ:
Приподнимите отверткой вставляющиеся распорные клинья.
Начинайте монтаж абразивной ленты на правом конце барабана.
Сильно зажмите отрезанный под углом конец абразивной ленты с помощью распор-
ного клина (рис. 6).
 |
 |
шайба самого барабана (Q, рис. 8). Подпружинивание необходимо для компенсации
растяжений абразивной ленты при работе. Поверните шайбу барабана назад против
усилия пружины. Сильно зажмите отрезанный под углом
конец абразивной ленты с помощью распорного клина.
 |
Повторите этот процесс на втором шлифовальном барабане.
Срок службы шлифовальной ленты может быть также увеличен посредством поворота
бумаги. Таким образом, задействуются новые острые кромки зерен.
5.3. Подключение к электрической сети
Подсоединение к сети со стороны клиента, а также применяемые удлинители долж-
ны соответствовать предписаниям.
рабочим параметрам, указанным на заводской табличке.
Установленное пользователем защитное устройство должно быть рассчитано на 16 А.
Подключения и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам. Станок оснащен сетевым кабелем и ште-
кером типа 16A CCE.
5.4. Подключение вытяжной вентиляции
Перед вводом в эксплуатацию станок должен быть подсоединен к вытяжной уста-
новке таким образом, чтобы при включении шлифовального станка автоматически вклю-
чалось вытяжное устройство. Минимальная скорость воздуха на аспи-
рационных патрубках должна составлять 20 м/сек.
Вытяжные шланги должны соответствовать качеству “тяжело воспламеняемые” и
соединены с заземлением станка.
6. РАБОТЫ ПО НАЛАДКЕ И ОТРЕГУЛИРОВКЕ
Общие указания
Перед работами по наладке и регулировке станок должен быть предохранен против не-
преднамеренного включения. Выключите главный выключатель и закройте его.
Выбор абразивной ленты
Выбор правильной зернистости абразивной ленты является чрезвычайно важным
для оптимизации производительности процесса шлифования.
Начинайте шлифование с грубой зернистости и пошагово устанавливайте ленты с
меньшей зернистостью. Перепрыгивайте при установке абразив-
ной ленты максимум на одну ступень. Лента со слишком мелкой зернистостью и
изношенные абразивные ленты могут оставить на заготовке пятна прижога.
Зерно 36: Съем материала и удаление слоя клея.
Зерно 60: Калибровка и шлифование поверхности.
Зерно 80: Легкая калибровка и шлифование поверхности, наиболее часто используе-
мая зернистость.
Зерно 100 и 120: Шлифование поверхности и тонкое шлифование.
Зерно 150, 180 и 220: Только для тонкого шлифования.
6.1 Регулировка второго барабана
При изменении комбинации зернистости должна быть подогнана высота шлифоваль-
ного барабана. Для этого задний шлифовальный барабан
(меньшая зернистость) устанавливается с точной регулировкой.
Ослабьте с обоих концов рукоятки зажимов (O, Рис. 9).
Поверните установочную рукоятку (M) в соответствии с круговой шкалой (N).
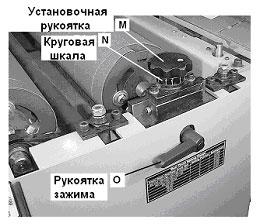 |
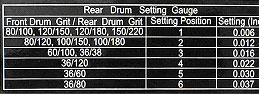
концах барабана. Таблица под рукояткой зажима (рис. 10) да-
ет информацию о рекомендуемой регулировке барабана.
 |
Снова затяните обе рукоятки зажимов (O).
6.2. Регулировка прижимных роликов
Прижимные ролики (R) устанавливаются на заводе изготовителе.
При проблемах с подачей или при неровных заготовках может потребоваться увели-
чить усилие пружины прижимных роликов. Отключите подачу тока (выключите глав-
ный выключатель и закройте его). Ослабьте шестигранную гайку (T, Рис. 12).
Посредством опускания установочного винта (S) увеличивается давление ролика.
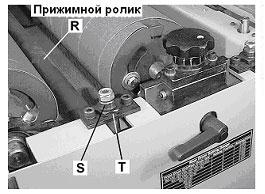 |
Снова затяните шестигранную гайку. Проведите регулировку на всех концах роликов.
ВНИМАНИЕ:
Не разрешается слишком сильно опускать ролики, так как это препятствует подаче за-
готовки.
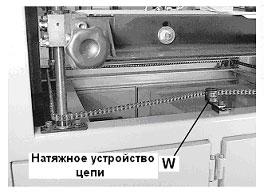
6.3. Регулировка стола подачи
Стол подачи устанавливается на заводе изготовителе параллельно шлифовальным
барабанам. Если требуется регулировка стола подачи:
Отключите подачу тока (выключите главный выключатель и закройте его).
Ослабьте натяжное устройство цепи (W, Рис. 13).
 |
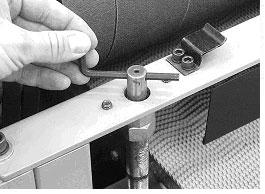 |
При повороте шпинделя по часовой стрелке стол подачи поднимается (Рис. 14).
После проведенной регулировки снова наденьте цепь и натяните ее.
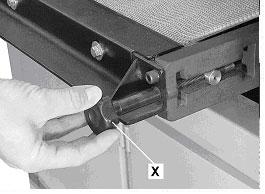
6.4. Регулировка подающей ленты
Натяжение ленты
Натяжение ленты должно быть достаточным для транспортировки заготовки без про-
скальзывания на приводных роликах. Для увеличения натяжения ленты повер-
ните рукоятку (X, рис. 15) по часовой стрелке.
ВНИМАНИЕ:
Подающая лента не должна быть сильно натянутой. Слишком сильное натяжение Ле-
ты приводит к растяжению ленты и ее преждевременному износу.
Подающую ленту необходимо слегка подтянуть, если уже при давлении рукой на стол
подачи она может быть остановлена.
 |
Движение ленты:
Регулировка движения ленты производится при максимальной скорости
движущейся подающей ленты. Наблюдайте за движением ленты некото-
рое время. Подтягивайте подающую ленту на той
стороне, с которой подающая лента сбегает, и ослабляйте в равной степени натяжение
ленты на противоположно лежащей стороне. Поверните натяжные гайки на четверть
оборота каждую и понаблюдайте за реакцией.
Внимание: Не натягивайте сильно подающую ленту!
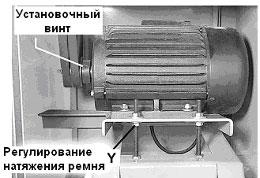
6.5. Подтягивание приводного ремня:
Отключите подачу тока (выключите главный выключатель и закройте его).
Проверьте натяжение ремня посредством одновременного надавливания пальцами на
боковые стороны ремня со средней силой (Рис.16). Натяжение ремня считается пра-
вильным при продавливании примерно на 7 см.
 |
 |
Если необходимо произвести замену ремня, то следует заменять их только комплектно.
6.6. Ввод в эксплуатацию
Сначала включите главный выключатель (поворотный выключатель).
Станок можно включить нажатием зеленой клавиши; Нажатием красной клавиши станок
может быть выключен. Мотор подачи и главный мотор включают-
ся и останавливаются одновременно. При перегрузке мотора он автоматически
выключается. После охлаждения в течение примерно 5 минут можно снова включить
станок. Подача включается с помощью рукоятки переключения механизма подачи (С, рис. 3).
Медленно (Позиция 1…2м/мин)
Быстро (Позиция 2-3м/мин)
Выключение подачи (Поз. 0).
7. РАБОТА СТАНКА
Внимание:
Перед началом работ на станке проверьте свободный ход шлифовального барабана и
наличие всех предохранительных устройств. При неправильном направлении вращения
необходимо нажать и повернуть переключатель фаз штекера CCE на 180°.
(Для выбора правильного направления вращения смотрите на стрелку направления
вращения на станке).
Правильное рабочее положение:
Для подачи заготовки в станок становитесь в стороне сбоку рядом с транспортёрм
подачи.
Обращение с заготовкой:
Подвод заготовок производится с помощью автоматической подачи против направ-
ления вращения барабана. Заготовка вводится со стороны толстого
конца, вогнутой стороной вниз. Не обрабатывайте сильно скрученные и
изогнутые заготовки или заготовки , толщина которых сильно изменяется.
Не разрешается обрабатывать заготовки короче 230 мм.
Разрешается шлифовать одновременно не более двух заготовок. При этом их следует
подводить к обоим концам барабана. Разрешается одновременно обрабатывать
несколько заготовок, если только они имеют одинаковую толщину. При отклонениях по
толщине более тонкие заготовки не прижимаются прижимными роликами и проскаль-
зывают по подающей ленте. Длинные заготовки необходимо поддер-
живать роликовыми упорами.
Основополагающий порядок работы:
Установите глубину обработки.
Запустите шлифовальный барабан.
Включите подачу (ступень 1 или 2).
Включите вытяжную установку.
Введите заготовку.
Общее указание по безопасной работе:
Всегда выдерживайте безопасное расстояние от шлифовального барабана.
Никогда не подставляйте пальцы поблизости от места захода заготовки на корпусе и
подающей ленте.
Указания по работе:
Начинайте работу с грубой абразивной лентой и постепенно заменяйте ее лентой с
более мелким зерном. Лента с сильно мелким зерном имеет
склонность к воспламенению шлифованной поверхности (например, дуб является очень
чувствительным из-за мелких пор). Заготовка по возможности должна быть
установлена под углом. Если шлифование производится против
волокон, то возможна обработка при больших скоростях подачи и благодаря этому с
незначительной нагрузкой на абразивную ленту.
 |
Оптимальная установка происходит под углом 60º.
Лучшее качество поверхности можно, однако, получить, если в обоих последних про-
ходах проводить шлифование в направлении волокон.
Качество шлифуемой поверхности улучшается, если обработка производится за не-
сколько проходов при незначительной глубине съема и повышенной скорости подачи.
Оптимальная подача на глубину требует некоторого опыта работы и зависит в значи-
тельной мере от зернистости абразивной ленты, скорости подачи и типа древесины.
Периодически проводите очистку абразивной ленты (смотри раздел 8.3).
Посредством поворота абразивной ленты можно также увеличить срок ее службы.
Поврежденные или разорванные абразивные ленты необходимо немедленно заме-
нить. Если заготовка останавливается, то необходимо опустить стол подачи.
При перегрузке срабатывает реле защиты мотора от перегрузки. Примерно через 5 ми-
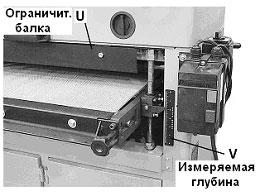
нут станок снова может быть включен. На корпусе места затягивания смонтиро-
вана ограничительная балка (U, рис. 5) с концевым выключателем. Если стол подачи
установлен слишком высоко и заготовка касается ограничительной балки, то концевой
выключатель выключает станок.
 |
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
8.1. Общие указания
Перед работами по техническому обслуживанию и чистке станок должен быть пре-
дохранен от непроизвольного включения.(Выключите главный выключатель и закрой-
те его). Регулярно проверяйте абразивную ленту
на наличие повреждений. Немедленно производите замену поврежденной абразивной
ленты. Через равномерные отрезки времени кон-
тролируйте правильность регулировки подающей ленты.
Ежемесячно смазывайте все подвижные детали, например, резьбовые ходовые вин-
ты, диски, цепи и втулки подшипников. Производите очистку станка через равно-
мерные интервалы времени. Ежедневно проверяйте техническое со-
стояние вытяжной установки Немедленно производите замену повреж-
денных защитных приспособлений. Учитывайте, что строгальные ножи, обре-
зиненные валы привода движения заготовки, плоские, поликлиновые, клиновые и другие
ремни, а также цепи, используемые в конструкции станка, относятся к деталям быстро-
изнашивающимся (расходные материалы) и требуют периодической замены. Гарантия на
такие детали не распространяется. Защитные кожуха, отдельные детали из пластика и
алюминия, используемые в конструкции станка, выполняют предохранительные
функции. Замене по гарантии такие детали не подлежат.
Устанавливайте все защитные приспособления обратно на их места.
8.2. Проверяйте уровень масла
Удалите запорный винт на верхней стороне редуктора и проверьте уровень масла.
При необходимости долейте. Применяйте качественное редукторное масло. Обновляйте
масло через каждые 2500 часов работы. Редукторное масло (API GL-4 SAE 80W-90)
8.3. Чистка абразивной ленты
Регулярно очищайте абразивную ленту с помощью поставляемого карандаша для очи-
стки. Благодаря удалению отложений шлифовальной пыли значительно повышается срок
службы абразивной ленты. Включайте шлифовальный барабан при
открытом защитном кожухе.
рис. 11) вдоль по вращающемуся шлифовальному барабану.
Рекомендуется проводить уборку образующихся при этом резиновых крошек с по-
мощью щетки во время остановок станка.
 |
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока - проверьте предохранитель сети;
*дефект мотора, выключателя или кабеля вызовите электрика;
*пришло в действие реле защиты от перегрузок - дайте мотору остыть и снова вклю-
чите его, уменьшите скорость подачи или
глубину обработки.
останавливается подающая лента
*недостаточное натяжение ленты - подтяните ленту;
заготовка проскальзывает на ленте
*загрязненная подающая лента - очистите подающую ленту;
сильные вибрации станка
*внутри барабана собралась пыль - выдуйте пыль из барабана;
*станок установлен не ровно - выровните станок;
абразивная лента ослабляется
*абразивная лента не достаточно натянута - подтяните абразивную ленту;
поверхность заготовки со следами прижога
*слишком большая подача при мелкой зернистости-применяйте абразивную ленту с
более крупным зерном;
*слишком медленная подача - увеличьте скорость подачи;
*просела абразивная лента - уменьшите подачу, установите заготовку под углом, очи-
стите абразивную ленту;
*изношенная абразивная лента - избегайте остановок барабана, поверните абразивную
ленту, замените абразивную ленту;
*нахлестка абразивной ленты - подтяните абразивную ленту;
следы шлифования на заготовке
*неравномерная подача-подающая лента проскальзывает (смотрите выше);
*неправильная зернистость абразивной ленты- шлифуйте сначала лентой с большой
зернистостью и постепенно заменяйте ее лентой с более мелкой зернистостью;
*вибрация станка (смотрите выше);
*неравномерная толщина заготовки слева/справа
*неодинаковая регулировка заднего барабана - установите одинаково обе стороны;
*стол подачи не параллелен к шлифовальным барабанам - установите стол подачи
параллельно.
10. ПОСТАВЛЯЕМЫЕ ПРИНАДЛЕЖНОСТИ
Информацию об абразивных лентах с различной зернистостью смотрите в прайс-листе
компании JЕT.