INMIG 140 / INMIG 160
ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРУКЦИЕЙ.
К использованию и обслуживанию сварочного аппарата допускается только квалифицированный и специально обученный персонал,
ознакомленный с данной инструкцией. В этой инструкции содержится описание, правила безопасности и вся необходимая информация для
правильной эксплуатации сварочного аппарата FUBAG. Сохраняйте данную инструкцию и обращайтесь к ней при возникновении вопросов
по безопасной эксплуатации, обслуживанию, хранению и транспортировке сварочного аппарата FUBAG.
1. Правила безопасности
- Всегда соблюдайте правила безопасности. Носите защитную одежду и специальные средства защиты, чтобы избежать повреждения глаз икожных покровов.
- Всегда надевайте сварочную маску во время работы сварочным аппаратом.
- Старайтесь, чтобы искры и брызги не попали на тело.
- Избегайте контактов с открытыми токоведущими кабелями сварочного аппарата, не прикасайтесь к электрододержателю/горелке и
свариваемой поверхности.
- Не работайте под водой или в месте с повышенной влажностью.
- Дым и газ, которые попадают в воздух при сварке, опасны для здоровья. Перед началом работ убедитесь, что вытяжка и вентиляция
исправно работают.
- Убедитесь, что излучение дуги не попадет на других людей, находящихся поблизости от места сварки.
- Помните, что при сварке температура обрабатываемой поверхности повышается, поэтому старайтесь не прикасаться к обрабатываемым
деталям во избежание ожогов.
- Не прикасайтесь к месту подключения питания или к другим частям сварочного аппарата, которые находятся под током. Отключайте
питание сразу после окончания работы или перед тем, как оставить место работы.
- Никогда не работайте там, где существует опасность получения электрошока.
- Никогда не производите сварку емкостей, в которых могут содержаться легковоспламеняющиеся или взрывоопасные материалы.
- При высотных работах во избежание несчастного случая соблюдайте правила техники безопасности работы на высоте.
- Следите за тем, чтобы на рабочей площадке не было посторонних людей.
- Сварочные аппараты излучают электромагнитные волны и создают помехи для радиочастот, поэтому следите за тем, чтобы в
непосредственной близости от аппарата не было людей, которые используют стимулятор сердца или другие принадлежности, для которых
электромагнитные волны и радиочастоты создают помехи.
- Запрещено использовать сварочный аппарат для размораживания труб.
ВНИМАНИЕ:Сварочный аппарат находится под напряжением, поэтому прежде, чем приступить к его обслуживанию, следует обесточить
его во избежание электрошока. Перед проведением любых работ всегда необходимо отключать источник питания. К работам со сварочным
аппаратом допускаются только специалисты.
- Проверьте подключение входных и выходных кабелей, заземление и т.д.
- Техническое обслуживание должны выполнять только квалифицированные специалисты.
- Если ваш сварочный аппарат был только что установлен или к работе приступает новый оператор, следует проверить сопротивление
изоляции между обмотками и кожухом.
- Время от времени следует проверять состояние сварочного кабеля. Если аппарат используется регулярно, его следует проверять не менее
одного раза в месяц. Состояние сварочного кабеля также следует проверять, если сварочный аппарат используется как переносной.
- Если сварочный аппарат временно не используется или не используется продолжительное время, его следует хранить в сухом, хорошо
проветриваемом помещении, не допуская попадания на него влаги, коррозионно-опасных или токсичных газов.
- Раз в год следует очищать сварочный аппарат от пыли. Проверьте, не ослаблены ли детали крепления аппарата, электромагнитную систему,
ручки настройки тока и т.д.
- Наличие в воздухе пыли, а также едких и коррозионных веществ не должно превышать допустимых норм.
- Сварочный аппарат должен быть установлен в таком месте, где на него не будет попадать дождь и солнечные лучи. Его можно хранить в
наименее влажном месте с температурой от -10 до 40 С.
- Необходимо обеспечить доступ воздуха к сварочному аппарату, для этого вокруг него должно быть свободное пространство не менее 50 см.
- Убедитесь, что на месте работы сварочного аппарата нет металлических или инородных предметов во избежание их попадания в аппарат.
- Не устанавливайте сварочный аппарат на вибрирующую поверхность.
- Сварочный аппарат должен быть установлен на горизонтальной поверхности, и если угол наклона составляет более 15°, следует создать
условия для предотвращения его опрокидывания. Примите меры по защите от ветра, так как сварочный аппарат работает с защитным газом.
Скорость ветра должна быть не больше 1,0 м/сек в противном случае необходимо использовать устройство для защиты от ветра.
- Убедитесь, что в месте установки сварочного аппарата отсутствуют посторонние помехи.
- Нельзя зажимать кабель сварочной горелки Угол сгиба кабеля не должен быть слишком маленьким. Радиус канала направляющей не может
быть меньше 300 мм иначе он может повредить внутренний кабель и привести к несчастному случаю.
- При работе УШИ вблизи необходимо избегать попадания металло содержащего абразива в сварочный аппарат.
Перед началом работы следует тщательно проверить:
- чтобы не было короткого замыкания между кабелями сварочного аппарата;
- прочность соединения разъемов и кабелей.
Квалифицированный персонал должен регулярно проводить проверку сварочного аппарата в том случае, если он используется после
длительного хранения или ремонта. Эти проверки включают следующие процедуры:
- проверку сварочного кабеля. Кабель должен быть заменен прежде, чем будет полностью изношен. Входной кабель должен быть заменен в
случае повреждения;
- проверку мощности источника питания. Любой источник питания, использующийся для сварочного аппарата, должен быть оснащен
защитными системами. Если вы столкнулись с проблемами, с которыми не можете справиться, обращайтесь в Сервисный центр.
2. Технические характеристики
| Модель | InMig 140 | InMig 160 |
| Частота | 50/60 Гц |
50/60 Гц |
| Входное напряжение | 220 В | 220 В |
| Номинальный входной ток | 21 А | 25 А |
| Номинальная входная мощность | 4,6 кВА | 5,5 кВА |
| Напряжение в холостом режиме | 75 В | 75 В |
| Номинальное рабочее напряжение | 21 В | 22 В |
| Сварочный ток в режиме MIG | 30-140 А | 30-160 А |
| Сварочный ток при MMA сварке | 30-115 А | 30-130 А |
| Номинальный рабочий цикл | 30% | 30% |
| Сварочный ток 10 мин/30% | 140 А | 160 А |
| Сварочный ток 10 мин/100% | 77 А | 88 А |
| Производительность | 85 % | 85 % |
| Коэффициент мощности | 0.92 Cos ф | 0.92 Cos ф |
| Класс изоляции | Н | Н |
| Защита IP | 21S | 21S |
| Тип охлаждения | Воздушное принудительное | Воздушное принудительное |
| Размеры ДхШхВ | 45 x 24 x 34 см | 45 x 24 x 34 см |
| Вес | 14,3 кг | 14,3 кг |
Производитель имеет право вносить изменения как в содержание данной инструкции, так и в конструкцию сварочного аппарата без
предварительного уведомления пользователей.
3. Описание
Инверторный аппарат для MIG сварки создан с использованием усовершенствованной технологии IGBT. Данным аппаратом возможнопроводить MIG сварку (с СО или смеси в качестве защитного газа и сварку флюсовой проволокой) и MMA сварку. Аппарат использует
дугу между проволокой и свариваемым материалом в качестве источника тепла для плавления проволоки и металла, при этом в зону
сварки подается защитный газ.
Основными характеристиками данного инверторного аппарата являются:
- Небольшой объем и легкий вес, из-за чего сварочный аппарат широко используется для выполнения ремонтных работ в полевых условиях.
- Великолепное зажигание дуги и перенос металла.
- Наличие различных средств защиты предохраняет аппарат от перегрева, перенапряжения,падения напряжения, чрезмерного тока и т.д.
- Высокая производительность. Благодаря автоматической подаче проволоки можно осуществлять сварку в быстром скоростном режиме.
- Нет никаких особых требований к применяемой сварочной проволоке. Подходят и твердые и флюсовые проволоки. Диаметр проволоки
от 0,6 до 1,0 мм.
- Удобное соединение. Внешние разъемы делают соединения безопасными, быстрыми и надежными.
- Функция MMA сварки. Выполняется рутиловыми или целлюлозными электродами.
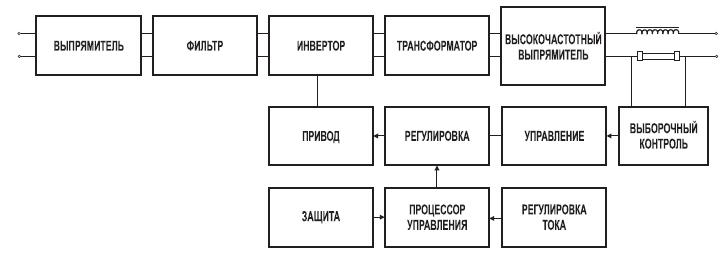
4. Устройство, принцип и условия работы
Сварочный аппарат потребляет однофазный ток 220 В промышленной частоты через сетевой выключательSW101 и выпрямляет его черезоднофазный выпрямительный мост B1 и затем фильтрует через конденсатор С7, С8, С9, С10 для получения постоянного тока. Через IGBT
(TR1) инвертор получатся переменный ток с частотой 20кГц. Затем этот переменный ток, преобразованный основным трансформатором и
выпрямленный диодным мостом с быстрым восстановлением, (D4, D5, D6, D7) обеспечивает стабильный постоянный ток для сварочного
аппарата сразу же после его фильтрации индуктивностью L2. Скорость подачи проволоки можно постепенно регулировать с помощью
рычага для регулировки скорости. Скорость подачи проволоки влияет на сварочный ток, чем выше скорость подачипроволоки, тем больше
сила тока при одинаковом напряжении.
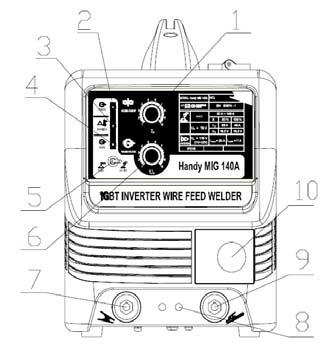
Верхняя передняя часть сварочного аппарата оборудована рычагом регулировки сварочного тока, индикатором включения питания (зеленый),
индикатором неполадок (желтый), рабочим индикатором (красный). На нижней части находятся разъем для подключения горелки и разъем «-».
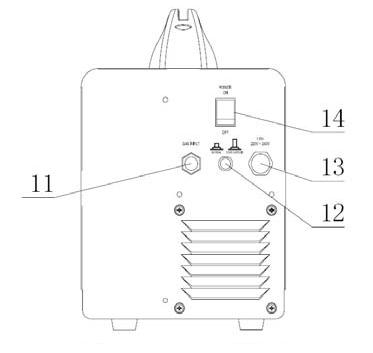
На задней панели расположен сетевой кабель, разъем для газового клапана, вентилятор охлаждения, контакт подачи тока, выключатель.
Необходимые условия окружающей среды:
- температура окружающей среды: при сварке -10 + 40 С; при транспортировке/хранении: -25 +55 С
- относительная влажность: при 40 С: ≤50%, при 20 С: ≤90%
- количество пыли, кислоты и грязи в воздухе в рабочей зоне не может превышать значение, указанное в нормативах (за исключением выбросов
от сварочного аппарата).
- отсутствие сильной вибрации на рабочем месте
- высота над уровнем моря не больше 1000м
Требования к электропитанию:
- отклонение напряжения электропитания от нормы не должно превышать ±10%
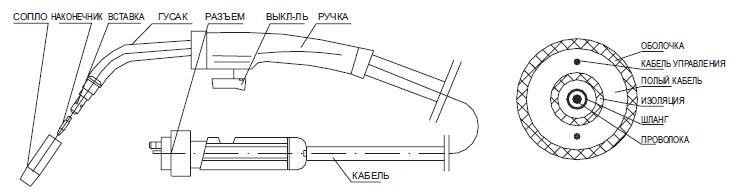
5. Горелка
Горелка состоит из крепления горелки, соединительного кабеля и ручки. Крепление горелки представляет собой устройство сопряжения горелкии устройства для подачи проволоки. Соединительный кабель: покрытый нейлоном направляющий канал помещен в центр полого кабеля.
Внутренняя часть канала предназначена для подачи проволоки. Свободное пространство между каналом и полым кабелем предназначено для
подачи защитного газа. Сам полный кабель предназначен для подачи тока. На ручке горелки установлено S-образное колено. На задней части
горелки имеется соединение с полым кабелем, а с передней стороны шунт. Защитный газ проходит через шунт и образует в сопле хорошо
сбалансированный поток воздуха, и затем выбрасывается струей наружу. Управление током осуществляется с помощью быстродействующего
выключателя на ручке.
Внимание:
- Перед сборкой и разборкой горелки или перед заменой компонентов необходимо отключить подачу электропитания
- Следует вовремя заменять сопло, так как его изношенность влияет на качество сварки. Распределитель горелки также следует менять в случае
его поломки
- Необходимо заменять изношенный кабель горелки
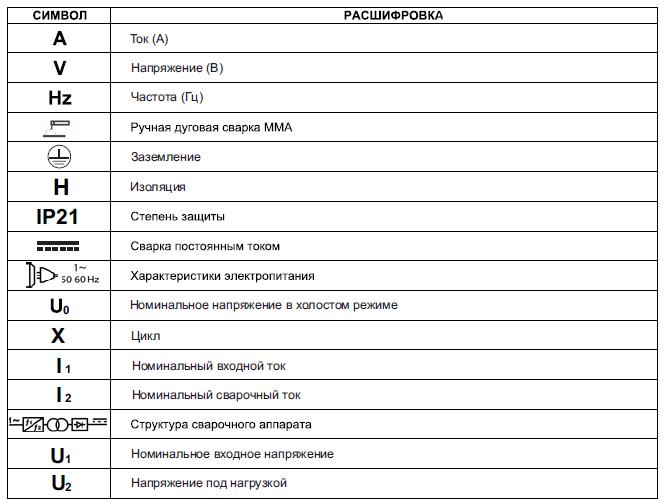
6.Расшифровка пиктограмм
7. Установка
Размещение сварочного аппарата- Количество пыли, кислоты и грязи в воздухе в рабочей зоне не должно превышать значение, указанное в нормативах (за исключением
выбросов от сварочного аппарата)
- Сварочный аппарат должен быть установлен в таком месте, где он не подвергается воздействию солнечного света и дождя. Также его
следует хранить в наименее влажном месте при температуре от -10 до 40 С.
- Для обеспечения достаточной вентиляции расстояние над сварочным аппаратом должно быть 50 см
- Если внутренней вентиляции не достаточно, следует установить оборудование для устранения дыма и предохранения от ветра.
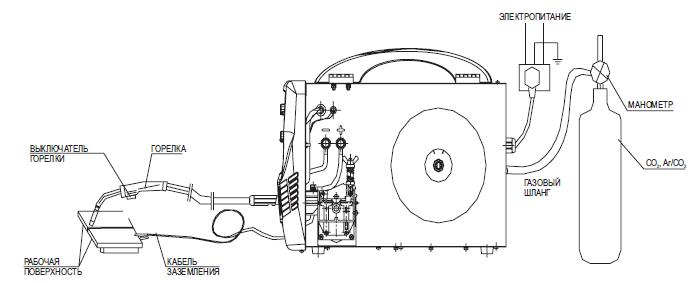
Подсоединение источника питания
Подсоедините электрокабель к однофазной сети электропитания 220Вс выключателем. Напряжение 380В запрещено использовать, так как
оно может серьезно повредить аппарат и иметь серьезные последствия для оператора.Данный сварочный аппарат предназначен как для
сварки проволокой в среде защитного газа так и самозащитной проволокой (флюс, без газа). Когда сварочная горелка подсоединена к
положительной клемме, а заземление к отрицательной, это дает больший нагрев во время сварочного процесса, что используется для сварки
методом MIG в среде защитного газа. Обратная полярность используется при сварке самозащитной проволокой, где среда защитного газа не
требует большого нагрева в процессе сварки.
Установки и соединения для проведения сварки в режиме MIG
Подсоединение и установка устройства для подачи проволоки
- Подберите необходимую проволоку в соответствии с технологией сварки. Диаметр проволоки должен соответствовать приводному ролику,
направляющему каналу и контактному наконечнику.
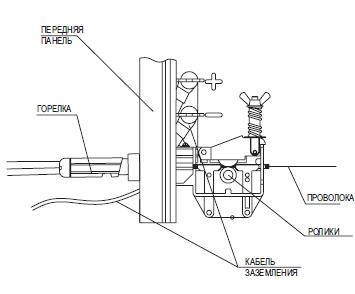
- Откройте крышку барабана на устройстве для подачи проволоки. Поместите катушку с проволокой в барабан на подающем устройстве.
Внимание: Конец проволоки должен находиться под барабаном, напротив подающего устройства. - На барабане имеется блокировочный винт
(при открытой крышке будет виден винт с шестигранной головкой). Потяните барабан рукой для регулировки. Если сопротивление слишком
большое, возможно необходимо отрегулировать блокировочный винт: натяжение увеличивается при вращении по часовой стрелке, и наоборот.
- Поместите проволоку в направляющий канал подающего устройства, выровняйте проволоку в канале приводного ролика, перенаправьте
Socket tip и нажмите на приводной ролик. (Если необходимо больше сварочной проволоки, ее можно получить после включения электропитания.)
Подсоединение горелки
- Поместите соединительную втулку горелки в отверстие для крепежа горелки на перед ней панели сварочного аппарата и плотно закрутите винт.
Подсоединение соединительного кабеля
- Соедините медный наконечник зажима заземления, который проходит через отверстие для подачи проволоки на панели с контактом «-»
соединительного наконечника. Соединительный кабель должен быть надежным в противном случае соединительный наконечник сгорит.
- Для достижения хорошей производительности при сварке флюсовой проволокой есть возможность подсоединить «+», «-» противоположно,
чтобы двигатель подающего устройства был с «-», а кабель заземления с «+».
Внимание: Не используйте стальную пластину или другие подобные материалы, которые являются плохими проводниками для заземления
свариваемого материала.
Соединения и установки для ММА сварки
а) Подсоединение сварочного кабеля
Подсоедините байонетный разъем сварочного кабеля к выходному соединению на передней панели и поверните по часовой стрелке.
Электрододержатель используется для зажима электрода.
b) Подсоединение кабеля заземления
Подсоедините байонетный разъем кабеля заземления к выходному разъему на передней панели и поверните по часовой стрелке. Зажим заземления
используется для зажима свариваемого материала.
Внимание: Не используйте стальную пластину или другие подобные материалы, которые являются плохими проводниками для заземления
свариваемого материала.
8.Сварочные работы
ВНИМАНИЕ: Класс защиты данного инверторного аппарата IP21S что обеспечивает защиту от проникновения твердых предметов размеромболее 12мм.
2. Индикатор включения 3. Индикатор термозащиты 4. Индикатор работы 5. Селектор переключения типа сварки 6. Регулятор сварочного напряжения 7. Разъем кабеля заземления 8. Управление горелкой 9. Разъем подключения сварочного кабеля 10. Разъем подключения сварочной горелки 11. Разъем подсоединения подачи газа 12. Предохранитель 13. Кабель электропитания 14. Выключатель питания |
|
|
Внимание:
- Индикатор термозащиты загорится после долгого периода работы, что означает, что внутренняя температура превышает допустимое значение,
в таком случае следует остановить работу аппарат на некоторое время и дать ему остыть. Работу можно продолжить после того, как индикатор
защиты погаснет.
- После завершения работы или при временной остановке работы следует отключать электропитание.
- Сварщикам следует надевать холщовую защитную одежду и маски для защиты от излучения дуги.
- В рабочей зоне следует установить светозащитный экран для защиты других людей.
- Запрещается хранить в рабочей зоне взрывчатые или легковоспламеняющиеся вещества.
- Все подсоединения к сварочному аппарату должны быть выполнены правильно и надежно.
Зачистка свариваемого материала перед выполнением сварки
Металл на расстоянии 10-20 мм от шва должны быть очищены от ржавчины, маслянистой пыли, воды и краски и т.д.
Описание основного процесса сварки в режиме MIG
а)Регулировка перед проведением сварки
- Установите горелку, газ и сварочную проволоку и затем включите электропитание. Индикатор включения горит и вентилятор работает.
- Откройте газовый редуктор на баллоне, на счетчике будет показано давление газа
- Поверните газовый регулятор против часовой стрелки, ослабьте ролик, нажмите на выключатель горелки и затем отрегулируйте подачу газа в
соответствии с техническими требованиями и затем снова нажмите на ролик для подачи проволоки.
- Держите выключатель горелки нажатым до тех пор, пока из сопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что она надежно расположена в канале подающего ролика и скорость подачи равномерная. Если скорость
подачи неравномерна, отрегулируйте натяжение подающего ролика.
- При сварке стальной проволокой необходимо использовать подающее устройство с V-образной канавкой.
b) Сварка
- При выполнении сварки, пожалуйста, отрегулируйте сварочный ток и сварочное напряжение в соответствии с установками.
- Нажмите выключатель горелки, подача проволоки будут осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемого материала. При сварке рабочий индикатор горит.
Описание процесса сварки флюсовой проволокой
а)Регулировка перед проведением сварки
- Измените полярность на вертикальной панели, т.е. подсоедините провод горелки к контакту «-», кабель заземления к контакту «+».
- Установите горелку и сварочную проволоку и затем включите электропитание. Индикатор включения горит и вентилятор работает.
- Держите выключатель горелки нажатым до тех пор, пока из сопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что проволока надежно расположена в канале подающего ролика и скорость подачи равномерная. Если
скорость подачи неравномерна,отрегулируйте натяжение подающего ролика.
- При использовании флюсовой проволоки необходимо использовать подающее устройство с каналом шестеренного типа.
b) Сварка
- При выполнении сварки, пожалуйста, отрегулируйте сварочный ток и сварочное напряжение в соответствии с установками.
- Нажмите выключатель горелки, подача проволоки будет осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемого материала. При сварке рабочий индикатор горит.
Описание процесса сварки алюминия
а)Регулировка перед проведением сварки
- Смените канал в горелке на тефлоновый.
- Подсоедините горелку, газовый шланг, кабель заземления, газовый баллон с аргоном и затем включите электропитание. Индикатор включения
горит и вентилятор работает.
- Отрегулируйте с помощью газового редуктора расход газа.
- Поверните газовый регулятор против часовой стрелки, ослабьте ролик, нажмите на выключатель горелки и затем отрегулируйте подачу газа
в соответствии с техническими требованиями и затем снова нажмите на ролик для подачи проволоки.
- Держите выключатель горелки нажатым до тех пор, пока из сопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что проволока надежно расположена в канале подающего ролика и скорость подачи равномерная. Если
скорость подачи неравномерна, отрегулируйте натяжение подающего ролика.
- При использовании алюминиевой проволоки необходимо использовать подающее устройство с U-образной канавкой.
b) Сварка
- При выполнении сварки, отрегулируйте сварочный ток и сварочное напряжение в соответствии с установками.
- Нажмите выключатель горелки, подача проволоки будет осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемого материала. При сварке рабочий индикатор горит.
Описание процесса MMA сварки
а)Регулировка перед проведением сварки
- Установите режим сварки .
- Отрегулируйте сварочный ток.
b) Сварка
- Возьмите электрододержатель, установите электрод, коснитесь электродом свариваемого материала для возбуждения дуги.Рабочий индикатор горит.
9. Техническое обслуживание
В отличие от стандартного сварочного аппарата, данный сварочный аппарат является усовершенствованным, в котором используются современныеэлектронные компоненты и совершенная технология. Поэтому проведение технического обслуживания такого аппарата следует проводить только
квалифицированному персоналу. Однако, в силу того, что в данном аппарате присутствует очень малое количество быстро изнашиваемых деталей, он
не требует проведения регулярного сервисного обслуживания, за исключением очистки. Отвечать за выполнение данной работы могут только
квалифицированные работники. Мы настоятельно рекомендуем покупателям в случае возникновения проблем, которые они неспособны решить
собственными силами обращаться к нам для получения технической поддержки.
- У нового сварочного аппарата или аппарата, который не использовался в течение некоторого времени, необходимо проверить сопротивление
изоляции между каждой обмоткой, которое не должно быть менее 2,5 МОм.
- Защищайте аппарат от дождя, снега и длительного воздействия солнечного света при использовании на улице.
- Если сварочный аппарат не используется долгое время, его следует хранить при температуре от -25 Сдо +55 Си относительная влажность не может
быть более 90%.
- Профессиональный работник сервисной службы должен регулярно очищать сварочный аппарат от пыли сжатым сухим воздухом (воздушный
компрессор или другое подобное устройство). Детали склонные к замасливанию должны очищаться тряпкой и одновременно можно также проводить
осмотр на наличие неплотно закрепленных деталей внутри аппарата. В случае обнаружения скопления пыли необходима немедленная очистка. В
нормальных условиях очистку необходимо проводить только один раз в год. В случае чрезмерного пылеобразования очистку следует проводить раз
в квартал.
- Необходимо регулярно проверять входные и выходные кабели сварочного аппарата, для того, чтобы гарантировать их правильное и прочное
соединение. Проверку необходимо проводить один раз в месяц и каждый раз перед тем как убирать сварочный аппарат на хранение.
- Регулярно проводите проверку герметичности системы газа, не наблюдается ли у вентилятора или двигателя подающего устройства ненормальных
шумов и нет ли неплотных соединений.
- Регулярно очищайте сопло и пруток при помощи специальной мази для удаления расплавленного металла.Не снимайте подающее устройство
потянув за кабель горелки.
- Используйте только качественную проволоку. Никогда не используйте ржавую проволоку или проволоку плохого качества.
- Счищайте пыль с роликового канала сжатым воздухом после длительного использования сварочного аппарата. (Накапливание пыли происходит
из-за трения между проволокой и роликом и удалять ее необходимо для того, чтобы обеспечить ровную подачу проволоки.
- Для ровной подачи проволоки не рекомендуется слишком плотно прижимать ролик. (Слишком плотное прижатие приведет к деформации
проволоки, увеличению сопротивления при подаче и увеличения трения механизма).
ВНИМАНИЕ:
- Если напряжение основного контура немного повышается, следует принять все меры предосторожности перед выполнением ремонта, чтобы
избежать случайного удара электрическим током. Неквалифицированным работникам запрещено открывать корпус аппарата!
- Перед проведением очистки от пыли необходимо отключить источник питания.
- Никогда не манипулируйте проводами и не повреждайте детали при проведении очистки.
10. Неисправности и их устранение
|
Горит желтый индикатор |
Напряжение слишком высоко (>15%) |
Отключите электропитание. Проверьте сеть. |
| Напряжение слишком низко (215%) | Повторно запустите сварочный аппарат, когда напряжение достигнет нормального уровня | |
| Плохая вентиляция привела к срабатыванию защиты от перегрева | Проведите улучшение условий вентиляции | |
| Температура окружающей среды слишком высока | При понижении температуры индикатор автоматически погаснет | |
| Использование сверх рабочего цикла | При понижении температуры индикатор автоматически погаснет | |
| Двигатель устройства для подачи проволоки не работает | Неверные установки потенциометра |
Замените потенциометр. |
| Сопло заблокировано | Замените сопло | |
| Подающий ролик неплотно прикреплен | Затяните болты | |
| Вентилятор охлаждения не работает или вращается очень медленно | Выключатель сломан |
Замените выключатель |
| Вентилятор сломан | Замените или отремонтируйте вентилятор | |
| Поврежден или ослаб провод | Замените соединение | |
| Дуга не стабильна и наблюдается большое количество брызг | Слишком большой контактный наконечник делает ток нестабильным |
Замените контактный наконечник либо подающий ролик на подходящий |
| Слишком тонкий сетевой кабель делает мощность нестабильной | Замените сетевой кабель | |
| Слишком низкое входное напряжение | Увеличьте входное напряжение | |
| Сопротивление подачи проволоки слишком велико | Очистите либо замените канал и кабель горелки лучше всего в горизонтальном направлении | |
| Дуга не возбуждается | Поврежден кабель заземления |
Подсоедините кабель заземления |
| Место сварки покрыто ржавчиной или сильно загрязнено | Зачистите место сварки и обезжирьте его | |
| Отсутствие защитного газа | Горелка подсоединена плохо |
Снова подсоедините горелку |
| Газовая трубка зажата или заблокирована | Проверьте систему газа | |
| Повреждена резиновая трубка в системе газа | Подсоедините систему газа и плотно закрепите | |
| Другое | Обратитесь в Сервисный центр |
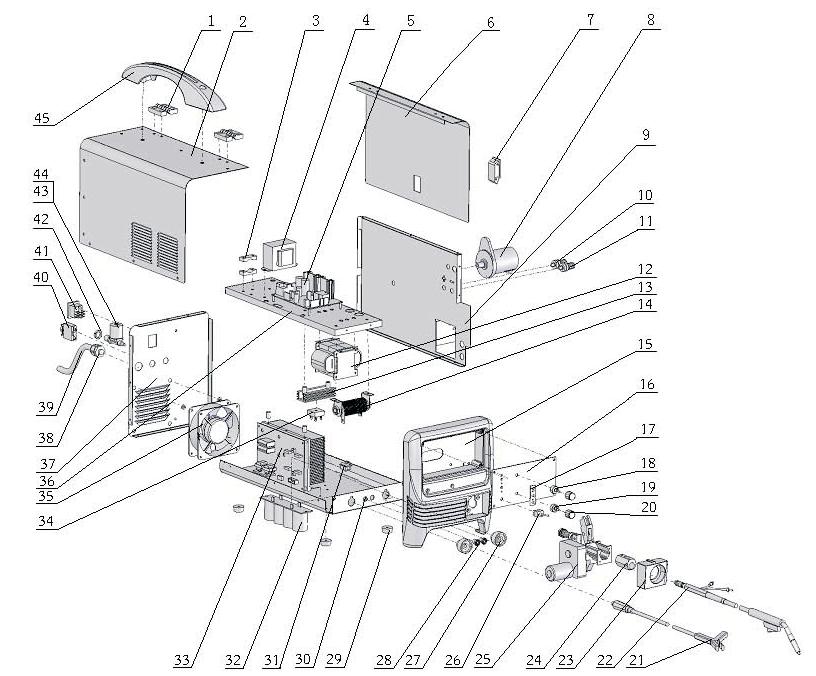
11. Запчасти
|
||
2. Корпус 3. Держатель проволоки 4. Изолирующий трансформ. 5. Основная панель управления 6. Дверца 7. Дверной замок 8. Держатель катушки 9. Вертикальная средняя панель 10. Соединительный полюс(красный) 11. Соединительный полюс(черный) 12. Основой трансформатор 13. Радиатор выпрямителя 14. Реактор 15. Пластиковая панель 16. Опора передней панели |
18. Сварочный потенциометр 19. Потенциометр 20. Рычаг потенциометра 21. Выходной кабель «-» 22. Горелка для сварки MIG 23. Штекер 24. Гнездо для подключения горелки MIG 25. Устройство для подачи проволоки 26. Селектор переключения режимов подачи проволоки 27. Быстросменное соединение 28. Разъем 29. Ножки 30. Днище 31. Плата 32. Плата конденсаторов 33. Теплоотвод |
35. Вентилятор 36. Средняя плата 37. Задняя панель 38. Держатель сетевого кабеля 39. Сетевой кабель 40. Прерыватель цепи 41. Выключатель электропитания 42. Соединение газового клапана 43. Газовый клапан 44. Ручка |
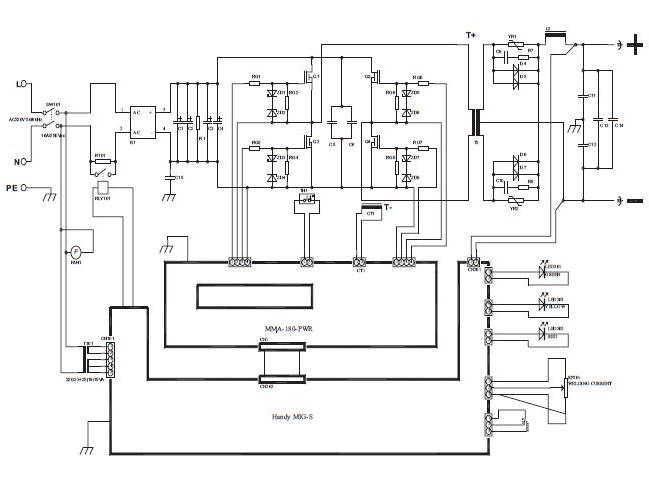
12. Схема электрическая принципиальная
13. Комплектация
Инверторный аппарат............................................1 шт
Сертификат............................................................1 шт
Руководство по эксплуатации..............................1 шт
Аксессуары
Горелка..................................................................1 шт
Кабель заземления (с зажимом заземления).... 1шт
14. Хранение и транспортировка
- Аппарат следует беречь от попадания воды и снега. Обратите внимание на обозначения на упаковке. Тара для хранения должна быть сухой и со
свободной циркуляцией воздуха и без наличия коррозийного газа или пыли. Диапазон допускаемых температур от -25 до +55 , и относительная
влажность не более 90%.
- После того, как упаковка была открыта, рекомендуется для дальнейшего хранения и транспортировки переупаковать аппарат. (Перед хранением
рекомендуется провести очистку и запечатать пластиковый пакет, в который необходимо поместить аппарат перед помещением в коробку).
- У пользователей должны быть всегда в наличии упаковочные материалы для хранения аппарата. Если машина будет перемещаться во время
транспортировки, тогда необходим деревянный ящик. На ящик необходимо поместить надпись «LIFT» или «Предохранять от дождя».
15. Гарантийные обязательства
Гарантийный срок на оборудование указывается в прилагаемом сервисном талоне. Гарантия относится к дефектам в материалах и узлах и нераспространяется на компоненты, подверженные естественному износу и работы по техническому обслуживанию. Гарантийному ремонту
подлежат только очищенные от пыли и грязи аппараты в заводской упаковке, полностью укомплектованные, имеющие инструкцию по
эксплуатации, гарантийный талон с указанием даты продажи, при наличии штампа магазина, заводского номера и оригиналов товарного и
кассового чеков, выданных продавцом. В течение гарантийного срока Сервисный центр устраняет за свой счёт выявленные производственные
дефекты. Производитель снимает свои гарантийные обязательства и юридическую ответственность при несоблюдении потребителем инструкций
по эксплуатации, самостоятельной разборки, ремонта и технического обслуживания аппарата, а также не несет никакой ответственности за
причиненные травмы и нанесенный ущерб.