JTSS-1700 230 В / JTSS-1700 380 В
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для распиливания изделий из дерева, ДСП, МДФ и подобных материалов, а также твердых
полимерных материалов. Нельзя пилить изделия из металла. Станок не предназначен для распила изделий без
использования защитных приспособлений для продольного распила, защитного приспособления для распила под
углом 90° или без использования подвижного стола. Обработка других материалов недопустима, или может
производиться только после консультации с представителями компании. Наряду с указаниями по технике безопасности,
содержащимися в инструкции по эксплуатации, и особыми предписаниями Вашей страны необходимо принимать во
внимание общепринятые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное применение и продавец не несет
ответственность за повреждения, произошедшие в результате этого. В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь. Использовать станок только в технически исправном состоянии.
Для станков 220В: Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до станка должен
быть не менее 3x1,5мм² (желательно медный, трёхжильный, с сечением каждой жилы не менее 1,5 мм2).
Для станков 380В: Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до станка должен
быть не менее 4x1,5мм² (желательно медный, четырёхжильный, с сечением каждой жилы не менее 1,5 мм2
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техническим обслуживанием и предупреждены о
возможных опасностях. ). Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно сообщите
об этом Вашему продавцу. Не запускайте станок в работу!
Форматно-раскроечная пила JTSS-1700
2. КОМПЛЕКТ ПОСТАВКИ
1. Каретка в сборе
2. Станина со столом распила (JTSS-1700)
3. Съёмный стол каретки 500 х 500 мм
4. Выдвижной торцовый упор (1020 мм)
5. Удлинение стола
6. Правое расширение стола
7. Параллельный упор
8. Прижим изделия на каретке
9. Защитное приспособление пильного диска
10.Пильный диск – 315 мм
11.Подрезной диск – 80 мм
12.Задний упор на каретке
13.Направляющая и линейка
14.Инструмент
15.Инструкция по эксплуатации
16.Список деталей
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ JTSS-1700:
| Сетевое питание | 220 В ~1/N/PE 50 Гц |
| Выходная мощность двигателя | 2,3 кВт S1 |
| Потребляемая мощность двигателя | 3,8 кВт S6 |
| Ток | 13 A |
| Удлинительный провод | 3 x 1,5мм² |
| Устройство защиты потребителя | 16 A |
| Сетевое питание | 380в ~3/PE 50 Гц |
| Выходная мощность двигателя | 3,6 кВт S1 |
| Потребляемая мощность двигателя | 5,5 кВт S6 |
| Ток | 6 A |
| Удлинительный провод | 4 x 1,5мм² |
| Устройство защиты потребителя | 16 A |
| Частота вращения диска | 4000 об/мин |
| Размеры пильного диска | 315 /30 мм |
| Частота вращения подрезногго диска | 8000 об/мин |
| Внешний диаметр подрезного диска | 80 мм |
| Внутренний диаметр подр. диска | 20 мм |
| Высота распила при 90°/45° | 102 / 81 мм |
| Пределы наклона пильного диска | 90° - 45° |
| Максимальная ширина распила справа до упора | 970 мм |
| Рабочий чугунный стол | 835 x 565 мм |
| Размеры удлинения стола | 810 x 555 мм |
| Правое расширение стола | 835 x 400 мм |
| Размер каретки | 1500 x 350 мм |
| Максимальный ход каретки | 1700 мм |
| Максимальная длина распиливаемого изделия | 1450 мм |
| Размеры дополнительного стола каретки | 500 x 500 мм |
| Диаметр отверстия вытяжки | 100 мм |
| Масса станка | 403 кг |
*Примечание: Спецификация данной инструкции является общей информацией. Данные технические характеристики
были актуальны на момент издания руководства по эксплуатации. Компания WMH Tool Group оставляет за собой право
на изменение конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются покупателем.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и техническому обслуживанию,
предоставленные изготовителем.
Всегда храните инструкцию, предохраняя ее от грязи и влажности, передавайте дальнейшим пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых защитных устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно устранить с помощью уполномоченных
для этого специалистов. Не включайте в таких случаях станок, выключите его из эл. сети.
На станке не разрешается проводить какие-либо изменения, дополнения и перестроении.
Применяйте необходимые согласно инструкциям средства личной защиты.
Надевайте плотно прилегающую одежду, снимайте украшения, кольца и наручные часы.
Если у Вас длинные волосы, надевайте защитную сетку для волос или головной убор.
Для работы с пильным диском надевайте рабочие перчатки.
Перед эксплуатацией станка проверьте, в правильном ли направлении вращается пильный диск.
Не начинайте операцию по распиливанию изделия до тех пор, пока пильный диск не начнет работать на полной скорости.
Следите за временем остановки станка. Оно не должно превышать 10 секунд.
Не используйте боковое давление для остановки диска пилы.
Избегайте обратного удара заготовки.
Всегда должен использоваться расклинивающий нож. Расстояние до пильного диска должно быть максимум 5 мм.
Используйте подходящие добавочные приспособления для расширения поверхности стола и поддерживающие устройства для
больших, труднораспиливаемых деталей.
Всегда аккуратно придерживайте и направляйте заготовки во время пиления.
Никогда не дотрагивайтесь до поверхности около или за пильным диском.
Использование дисковой пилы для выпиливания паза недопустимо.
Следите за тем, чтобы все заготовки были надежно закреплены во время работы, и было обеспечено их безопасное движение.
Следите за тем, чтобы отпиленный материал не был захвачен зубьями пильного диска и отброшен вверх.
Отпиленные, закрепленные заготовки удаляйте только при выключенном моторе и полной остановке пильного диска.
Устанавливайте станок таким образом, чтобы оставалось достаточно места для обслуживания и для подачи заготовок.
Обеспечьте хорошее освещение.
Следите за тем, чтобы станок был надежно закреплен на ровной поверхности.
Следите за тем, чтобы электропроводка не препятствовала рабочему процессу и, через нее нельзя было споткнуться.
Держите рабочее место свободным от посторонних предметов.
Не оставляйте без присмотра включенный станок, всегда выключайте его, прежде чем покинуть рабочее место.
Не используйте станок во влажных помещениях, не оставляйте его под дождем.
Не используйте станок вблизи горючих жидкостей или газов. Обычное искрение щеток может привести к возгоранию.
Следите за соблюдением мер по противопожарной безопасности, например наличие огнетушителя на рабочем месте.
Следите за тем, чтобы не образовывалась большая концентрация пыли – всегда применяйте соответствующую вытяжную
установку. Древесная пыль может быть взрывоопасной и опасной для здоровья.
Перед работой удалите из заготовки гвозди и другие инородные тела. Необходимо соблюдать указания о мин. и макс. размерах заготовок.
Стружку и части заготовок удаляйте только при выключенном станке. Работы по электрике станка должны выполняться только электриками.
Немедленно заменяйте поврежденный сетевой кабель. Никогда не используйте станок, если возникли проблемы с выключателем.
Работы по установке, монтажу, чистке должны производиться только после отключения станка из эл.сети.
Не становитесь на станок. Поврежденные диски немедленно замените. Изношенные элементы стола должны быть заменены немедленно.
Внимание!
Перед проведением монтажно-наладочных работ откройте заднюю крышку станка, удалите транспортную пластину красного цвета,
закрепленную двумя винтами под шестигранный ключ к столу и одним болтом с гайкой к лапе электродвигателя. Болт электродвигателя
поставить обратно!
4.1. ВНИМАНИЕ опасности
Даже при правильном использовании циркулярного станка остаются приведенные ниже опасности.
Опасность ранения свободно вращающимся пильным диском.
Опасность из-за излома пильного диска.
Опасность ранения отлетевшими частями заготовок.
Опасность получения травмы вследствие отклонения деталей из-за плохого крепления.
Опасность от шума и пыли.
Необходимо свести уровень шума к минимуму, обращая для этого внимание на тип и состояние пильного диска.
Однако, кроме этого, необходимо также использовать специальные звукозащитные наушники.
Обязательно надевайте средства личной защиты (защита глаз, ушей и дыхательных путей).
Применяйте вытяжные установки!
Опасность поражения электрическим током, при неправильной прокладке кабеля.
4.2. Звуковая эмиссия
Определен согласно стандарту EN 11202: (Испытание при 4 дБ).
Многослойное изделие 16 мм:
T=16 мм, L=800 мм, влажность 8,5%
Уровень акустической мощности (согласно стандарту EN 3746):
Холостой ход 98,3 дБ (A)
Обработка 104 дБ (A)
Уровень акустической мощности (согласно стандарту EN 11202):
Холостой ход 84,4 дБ (A)
Обработка 90,2 дБ (A)
Приведенные значения относятся к уровню издаваемого шума и не являются необходимым уровнем для безопасной работы.
Эта информация даёт возможность пользователю станка лучше оценить подверженность опасности и возможные риски.
4.3. Уровень содержания опилок
Станок JTSS-1700 был испытан на уровень содержания опилок.
При скорости движения воздушного потока 20м/сек на вытяжной вентиляции диаметром 100mm:
Вакуумметрическое давление 800 Па
Объемный расход 565 м³/h
TRK-значение 2 мг/м3 превышено не было.
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1. Транспортировка и установка
Установка станка должна производиться в закрытых помещениях, при этом достаточно условий обычной столярной мастерской.
Поверхность, на которой устанавливается станок, должна быть достаточно ровной и способной выдерживать нагрузки.
При необходимости станок можно жестко закрепить на устанавливаемой поверхности.
По соображениям упаковки станок поставляется не полностью смонтированным. Станок будет доставлен в упаковочном ящике.
Используйте вилочный погрузчик или такелажные ленты для поднятия станка из контейнера (Рис. 1).
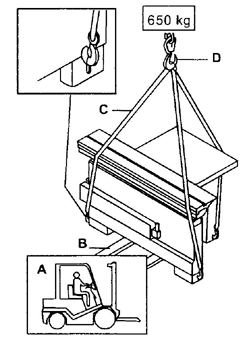 |
Внимание!:
Вес станка 750 кг.
Убедитесь, что Ваши подъемные устройства обладают достаточной грузоподъемностью и находятся в исправном состоянии.
Никогда не стойте под подвешенным грузом.
Для транспортировки на желаемое место используйте вилочный подъемник или ручную тележку. Убедитесь, что во время
транспортировки станок не был подвержен ударам или падению.
В целях обеспечения нормального функционирования, станок должен стоять ровно в обоих направлениях. При возможности,
станок необходимо расположить на резиновых пластинах, которые играют роль амортизаторов и снижают уровень шума.
5.2. Монтаж
Общие указания
Перед проведением монтажно-наладочных работ:
- отключите станок от эл. сети;
- удалите консервант с помощью мягких растворителей
- установите станок на плоскую поверхность;
- откройте заднюю крышку станка удалите транспортную пластину красного цвета, закрепленную двумя винтами под
шестигранный ключ к столу и одним болтом с гайкой к лапе электродвигателя. Болт электродвигателя поставить обратно!
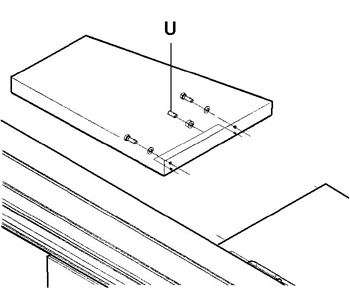
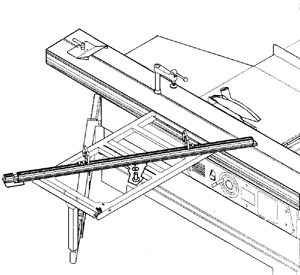
Монтаж удлинения стола
Прикрепите удлинение стола к станине станка и расположите поверхности на одном уровне, привинтив их с помощью болтов (U).
 |
Прикрепите правый дополнительный стол к станине станка и расположите поверхности на одном уровне.
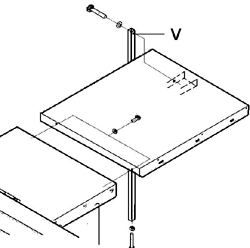 |
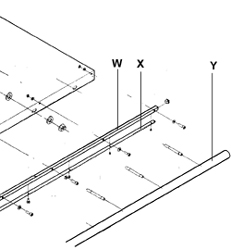
Установите направляющую параллельного упора (круглую) (Y) к передней стороне стола распила и правого дополнительного сто-ла.
 |
Монтаж параллельного упора
Установите параллельный упор на круглую направляющую.
 |
своими зубьями с ней.
Монтаж каретки
Для доступа снимите прикрытия (F и G).
Воспользуйтесь помощью другого человека для подъема каретки (A) на корпус станка и прикручивания его на месте с помощью болтов (D),
С-толстых шайб и гаек (E).
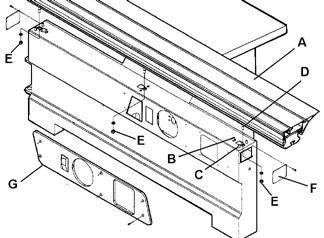 |
Каретка должна быть выровнена для про-движения параллельно пильному диску и на 0,2 мм выше поверхности станины станка.
При загрузке панелей и при использовании во время выставления направляющей линейки, каретка должна быть фиксирована.
Для фиксации каретки, защелкните фиксатор на передней стороне каретки.
Если в течение долгого времени совершалось большое количество коротких перемещений каретки, например, для поперечного
распила твердого дерева, возможно смещение шариковой обоймы между верхней и нижней частью каретки.
Это означает, что каретка больше не будет выезжать до самого конца.
Оператор станка почувствует сопротивление при выдвижении каретки.
Это можно исправить, сделав несколько коротких, легких толчка против упора буфера, расположенного в конце стола, пока
поддерживающая шариковая обойма не станет на свое место и не позволит выезжать каретке до самого конца.
Рекомендуется проводить очистку каретки ежедневно, а также удалять древесные опилки и стружки, которые время от времени заполняют стол.
После выдувания пыли необходимо сбрызнуть на металлические направляющие верхней и нижней части каретки таким легким маслом, как WD-40.
Никогда для этих целей не используйте вязкое масло или технический жир!
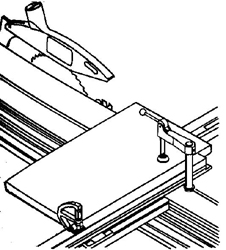
Монтаж рукоятки каретки
Смотрите Рис. 7
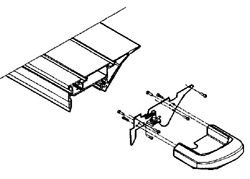 |
Установка стола не должна выполняться во время работы станка.
Поставьте Т-образную опору стола на выдвижную опорную ногу, стол выдвиньте и зафиксируйте на каретке.
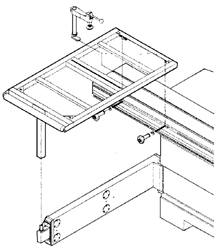 |
быть на одном уровне с поверхностью каретки. Стол двигается параллельно с кареткой.
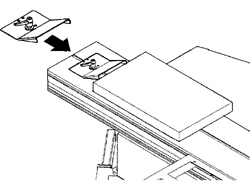
Монтаж упора для поперечного распила Установка упора для поперечного распила не должна выполняться во время работы станка.
Стол каретки имеет 2 отверстия, которые позволяют устанавливать упор в двух позициях: с передней и с задней стороны стола каретки.
Вставьте болты на упоре в стол каретки и зафиксируйте в этом положении при помощи двух круглых ручек-гаек.
 |
Проверка шкал по эталону на упоре для поперечного распила: шкала на упоре устанавливается заводом-
изготовителем и не требует повторных регулировок.
Для проверки установок закрепите в определенном месте и отпилите деталь для пробы.
Измерьте точную длину детали, ослабьте круглые ручки-гайки, удерживающие на оси Т-образные винты, и
передвигайте упор до тех пор, пока размеры не будут соответствовать длине только что отпиленной детали.
При использовании выдвижной добавочной части второй ограничитель хода мате-риала должен быть установлен
в самом конце для создания разных шкал, находящихся в соответствии друг с другом.
Лучший способ – сделать несколько контрольных замеров на разных длинах.
Когда спустя какое-то время защитная крышка на передней стороне упора срезается, ее необходимо заменить.
Установка упора для распила под углом 45°
Установка упора для распила под углом 45° не должна выполняться во время работы станка.
Для установки требуемого угла: открутите круглые ручки-гайки, установите упор в со-ответствующие отверстия на
столе каретки и регулируйте в заданную позицию.
Монтаж пильного диска
Диск должен соответствовать техническим характеристикам станка.
Максимальный диаметр пильного диска, применяющийся на данном станке – 315 мм.
Перед установкой проверьте пильный диск на предмет наличия дефектов (трещин, поломанных зубъев, деформаций).
Не используйте дефектные диски.
Внимание!:
Применение пильных дисков из быстро-режущей стали запрещено! Используйте диски только с твердосплавными
режущими напайками.
Зубья диска должны быть направлены в сторону распила (вниз)
Во время работы с диском надевайте подходящие перчатки.
ВНИМАНИЕ!:
Всегда отключайте станок от источника электропитания во время замены диска.
Продвиньте передвижной стол вперед (JTSS-1500/1700) или назад (JTSS-2500/3000/3200) и откройте нижний защитный кожух пильного диска.
Поднимите основной диск в наивысшее положение и открутите гаечным ключом гайку на оси пильного диска (Рис. 14).
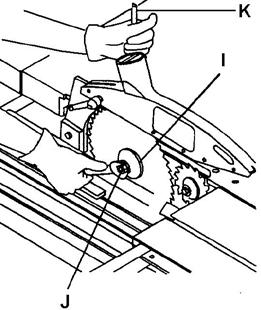 |
ключа до тех пор, пока стопорный штифт не войдет в отверстие осевого блока диска.
Теперь отвинтите гайку (J).
Внимание!:
Гайка имеет левостороннюю резьбу.
Перед установкой нового диска убедитесь в том, что посадочное место не загрязнено.
Это предотвратит неровный ход ножовочного полотна.
Перед запуском станка, после закручивания гайки, не забудьте вытащить стопорящий штифт.
Подрезной диск заменяется следующим образом:
Наденьте гаечный ключ на гайку диска.
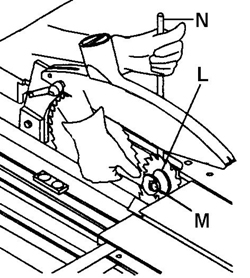 |
тех пор, пока стопорящий штифт не войдет в отверстие осевого блока диска.
Теперь открутите гайку.
Замените подрезной диск.
После замены диска закрутите гайку.
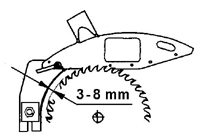
Монтаж расклинивающего ножа
Использование расклинивающего ножа обязательно.
Станок снабжен расклинивающим ножом для использования с дисковой пилой диаметром от 250 до 315 мм.
Расклинивающий нож должен быть отрегулирован таким образом, чтобы по всей длине расстояние между ним и
пилой было в пределах от 3-х до 8 мм (Рис. 16).
 |
Расклинивающий нож (P, Рис 17) может быть отрегулирован как в вертикальном, так и в горизонтальном положении.
Высота установки должна быть отрегулирована таким образом, чтобы нижняя часть ножа никогда не превышала 3 мм
самого высокорасположенного зубца диска.
После настройки высоты всегда фиксируйте центральный болт (Q).
Положение относительно боковых сторон расклинивающего ножа отрегулировано заводом-изготовителем.
Для установки расклинивающего ножа на одной прямой с дисковой пилой используются 4 малых регулировочных винта.
Для про-резания пазов или протачивания канавок требуется специальный расклинивающий нож.
Расклинивающий нож должен быть отрегулирован таким образом, чтобы во время эксплуатации верхняя часть ножа
никогда не опускалась ниже, чем высшие зубья диска.
Никогда не снимайте этот расклинивающий нож. Обратная отдача сильна и очень опасна.
Монтаж защиты пильного диска
Использование защиты дисковой пилы обязательно.
Защитное устройство дисковой пилы должно быть опущено к обрабатываемому изделию для минимизации числа открытых зубьев.
Положение защитного устройства (O) должно быть отрегулировано таким образом, чтобы были покрыты оба, основной и
подрезной диски, а высота подъема должная быть такой, чтобы обрабатываемое изделие могло легко скользить под ним (Рис. 17).
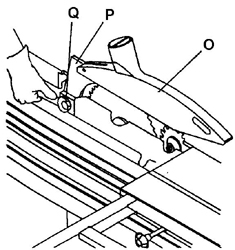 |
Убедитесь в том, что рукоятка блокировки затянута до конца.
В целях безопасности и проблем со здоровьем настоятельно рекомендуется подключить станок к вытяжной системе.
Требуется подсоединить оба выходных отверстия. Вытяжная система должна быть достаточно мощной, чтобы
поддерживать скорость воздушного потока как минимум 20 м/сек., при 100 мм выходном отверстии станка.
5.3. Подключение вытяжной установки
Перед пуском в эксплуатацию станок Jet должен быть подключен к вытяжной установке таким образом, чтобы при
включении станка автоматически включалась вытяжная установка.
Шланг, Y-образная соединительная деталь и опора шланга подсоединяются непосредственно к станку.
Пропускная способность вытяжной установки диаметром 100 мм должна быть 20 м/сек.
Вытяжные шланги должны соответствовать по качеству «трудновоспламеняемым» материалам и соединены с
заземлением вентиляционной установки.
5.4. Подключение к электрической сети
Подсоединение к сети со стороны клиента, а также применяемые удлинители должны соответствовать тех. характеристикам.
Напряжение сети и частота должны соответствовать рабочим параметрам, указанным на фирменной табличке.
Установленное потребителем защитное устройство должно быть рассчитано на 16 А.
Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным электрикам.
Станок оснащен 16 – амперной штепсельной вилкой стандарта CCE Euro, вмонтированной в заднюю стенку корпуса.
Внимание!:
-Перед запуском станка в первую очередь проверьте, не вращается ли свободно вал пилы и все ли устройства безопасности установлены.
- Если направление движения неправильно, необходимо нажать на фазовый преобразователь внутри штепсельной вилки
стандарта CCE Euro и повернуть его на 180°.
(Вращайте по часовой стрелке).
В целях обеспечения безопасности эту операцию необходимо проводить, предварительно сняв пильный диск.
6. РАБОТЫ ПО НАЛАДКЕ И РЕГУЛИРОВКЕ.
Общие указания
Перед работами по наладке и регулировке, станок должен быть предохранен от непроизвольного включения.
6.1. Подъем и наклон пильного диска
Во время работы станка нельзя выполнять операции по настройке диска.
Используйте передний маховик для поднятия пильного диска. Один поворот маховика соответствует 2,5 мм подъема вверх.
Чтобы смазать механизм для подъема или опускания, всегда устанавливайте высоту путем поднятия пильного диска.
Для наклона пильного диска используйте левый маховик.
Принудительные упоры в 45° и 90° установлены заводом-изготовителем и не требуют дополнительных настроек.
Запустите станок.
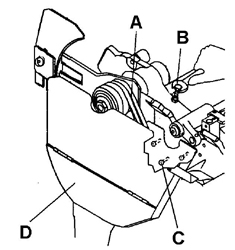
6.2. Регулировка подрезного диска
Установка высоты подрезного диска выполняется путем поворота стопорного винта (T).
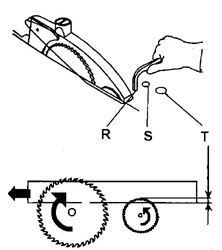 |
Максимальная глубина подреза при использовании подрезного диска диаметром 80 мм равна 4 мм.
Каждый раз при замене основного диска или даже после его заточки, необходимо заново регулировать
положение подрезного диска, чтобы сравнить ширину зубьев с основным диском.
Очень важно провести данную процедуру, чтобы убедиться в чистоте пропила, без сколов.
Подрезной диск имеет конусовидные зубья. Чем глубже он пропиливает в высоту, тем больше и в ширину.
Перед началом регулировки высоты (Т) и горизонтального перемещения (R), необходимо ослабить стопорный винт (S).
Боковой сдвиг подрезного диска достигается путем поворота винта механизма центрирования (R), и последующей
обратной фиксации. (S).
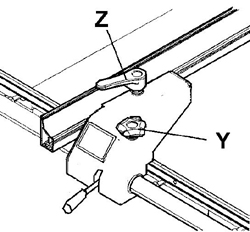
6.3. Регулировка параллельного упора
Для установки упора поднимите ручку. Для фиксации упора опустите ручку вниз.
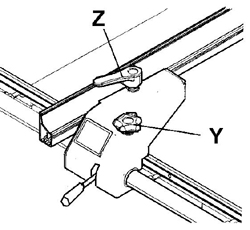 |
Поверните зажимную рукоятку (Z), ослабится прижим направляющей к корпусу упора, продвиньте ее в нижнюю
позицию и зафиксируйте.
Упор обладает свойством тонкой настройки. Надавите на рукоятку (Y).
Во избежании заклинивания распиливаемой детали между упором и расклинивающим ножом, (способной привести
к опасной обратной отдаче) во время поперечного распила с использованием направляющей линейки, необходимо
установить направляющую таким образом, чтобы ее конец соприкасался с боковой стороной диска.
Положение параллельного упора, установленное заводом-изготовителем, должно быть параллельно пильному диску.
6.4. Пуск в эксплуатацию
Станок включается посредством нажатия зеленой кнопки выключателя: при нажатии красной кнопки выключателя станок отключается.
Подрезной диск запускается и останавливается одновременно с основным пильным диском.
Указание:
-Невозможно запустить станок при открытом нижнем защитном ограждении пильного диска.
-В случае перегрузки станка сработает защита двигателя.
После приблизительно 5 мин охлаждения станок можно включать вновь.
7. РАБОТА СТАНКА
Правильная рабочая позиция:
Перед станком, за линией распила (опасная зона).
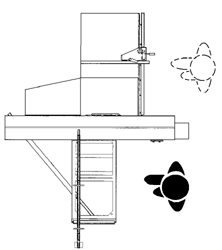 |
Руками придерживать деталь сверху. Подавайте детали для распиливания к пильному диску по направлению
линии распила. Постоянно продвигайте деталь вперед; равномерно.
Поддерживайте длинные и широкие обрабатываемые изделия при помощи вращающихся цилиндрических станин.
Использование приводного подающего механизма в таких случаях не предусмотрено.
Поперечный распил с прижимным приспособлением.
 |
 |
Советы по пилению:
Используйте в работе только острые и бездефектные пильные диски.
Используйте подходящие добавочные приспособления для расширения поверхности стола и поддерживающие
устройства для больших, труднораспиливаемых изделий.Всегда аккуратно придерживайте и направляйте изделия
При продольной распиловке узких деталей (<120мм) используйте направляющую линейку или толкатель заготовки.
Убедитесь, что мелкие обрезанные детали не попадут в станок во время поднятия зубов пилы.
Удаляйте обрезанные и застрявшие детали только после выключения двигателя станка и полной остановки вращения.
Особое внимание обратите на рекомендации по снижению опасности от обратного хода.
Всегда должен использоваться расклинивающий нож.
Для обеспечения правильной эксплуатации станка, ознакомьтесь с приложением А «Безопасная эксплуатация».
A.1.: Продольный распил.
A.2.: Продольный распил узкого пиломатериала.
A.3.: Продольный распил на каретке.
A.4.: Продвижение пиломатериала вручную.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие указания
Перед работами по техническому обслуживанию и очистке, пила должна быть предохранена от непроизвольного
включения – отключите от эл.сети!
Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным электрикам.
Производите очистку пилы через равно-мерные отрезки времени. Смахивайте опилки и пыль после каждого использования.
Ежедневно проверяйте тех. состояние вытяжной системы.
Своевременно убирайте опилки и стружки из корпуса станка. Убедитесь, что вентиля-тор и кожух вентилятора не
засорены опилками и стружками. Через несколько дней использования выдвиньте каретку вперед, и, прочистив её, задвиньте обратно.
Удалите со стола ржавчину, например, при помощи средства WD-40 и Scotch-Brite™ мягкой тканью.
При чистке станка запрещается курить, в особенности при использовании для очистки бензина, керосина или других легко
воспламеняющихся жидкостей. Невыполнение этого требования может привести к взрыву оборудования и тяжелым ожогам
оператора станка. Все предохранительные и защитные устройства должны быть немедленно переподключены после завершения
очистки, ремонта и работ по техническому обслуживанию. Неисправные защитные устройства должны быть заменены немедленно.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки, плоские, поликлиновые, клиновые и другие
ремни, а также цепи, используемые в конструкции станка, относятся к деталям быстроизнашивающимся (расходные материалы)
и требуют периодической замены. Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из пластика
и алюминия, используемые в конструкции станка, выполняют предохранительные функции. Замене по гарантии такие детали не подлежат.
Регулярно проверяйте пильный диск на наличие неисправностей. Диски с наличием дефекта замените немедленно.
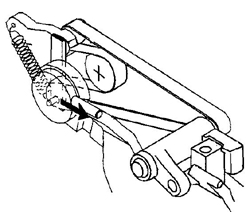
Натяжение основного ведущего ремня:
Регулярно проверяйте состояние ремней и в случае необходимости подтягивайте или заменяйте их. Снимите заднюю служебную дверцу станка. Натяните ремень, нажав мотор с натягивающими болтами вниз. (B, Рис. 24).
Убедитесь, что ремень не перетянут, так как это может привести к повреждению оси и подшипников дисковой пилы.
Замена приводного ремня
Чтобы заменить ремни, открутите три по-тайных винта (C, Рис. 24), удерживающих нижнее защитное приспособление пилы
(приемник опилок) и опустите его на дно корпуса станка.
 |
Затяните ремни.
Натяжение ремней подрезного блока
Ремень подрезного блока самонатягивается (Рис. 25).
 |
Замена ремня подрезного блока
Регулярно проверяйте состояние ремней и в случае необходимости немедленно заменяйте.
Откройте заднюю служебную дверцу станка, чтобы добраться до ремня.
Используйте только оригинальный плоский ремень.
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока – проверить соединительные провода и предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
*сработал сигнал перегрузки – подождите и запустите станок заново;
*открыто нижнее защитное приспособление пильного диска – правильно закройте за-щитное приспособление;
сильные вибрации станка
*станок стоит неровно – выровнить станок;
*запылились боковые поверхности пильного диска – протрите ось и боковые поверхности диска;
*на пиле имеются трещины – немедленно замените пилу;
*V-образные ремни пришли в негодность – замените V-образные ремни;
распил не имеет в сечении прямой угол
*неверно отрегулированы ограничители хода – проверьте прямоугольником и отрегулируйте положение ограничителей хода;
обрабатываемая деталь при продольном распиле загибается
*направляющая не выровнена относительно пильного диска – проверьте и отрегулируйте направляющую продольного распила;
*неровное дерево – выберите другую деталь для обработки;
происходит обратная отдача обрабатываемой детали от диска
*направляющая не выровнена относительно пильного диска – проверьте и отрегулируйте направляющую продольного распила;
*отсутствует расклинивающий нож – высокая опасность, немедленно установите его с защитным приспособлением;
плохое состояние отпилинной поверхности
*выбран неправильный тип диска;
*пильный диск затуплен;
*на поверхности пильного диска скопилось смолистое вещество;
*неоднородная структура обрабатываемого изделия;
*слишком высокое давление подачи – не подгоняйте движение обрабатываемого изделия;
диск не поднимается и не принимает наклонное положение
*в механизмы попали древесные опилки – вычистите и смажьте;
каретка не двигается
*в защитные устройства попали древесные опилки – удалите опилки;
время прерывания превышает 10 секунд
*требуется переналадка или замена механизма прерывания работы мотора.
10. ПОСТАВЛЯЕМЫЕ ПРИНАДЛЕЖНОСТИ
Разнообразные пильные диски – смотрите в прайслисте компании JET.