JWSS-55М / JWSS-55Т
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для фрезерования изделий из дерева и деревоподобных материалов.
Не разрешается обрабатывать никакие металлические материалы.
Обработка других материалов является недопустимой или в особых случаях может производиться
после консультации с производителем станка.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуатации, и
особыми предписаниями Вашей страны необходимо принимать во внимание общепринятые
технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Для станков 220В: Соединительный кабель (или удлинитель) от автомата защиты и от источника
электропитания до станка должен быть не менее 3x1,5мм² (желательно медный, трёхжильный, с
сечением каждой жилы не менее 1,5 мм2).
Для станков 380В: Соединительный кабель (или удлинитель) от автомата защиты и от источника
электропитания до станка должен быть не менее 4x1,5мм² (желательно медный, четырёхжильный, с
сечением каждой жилы не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техническим
обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2.ОПИСАНИЕ СТАНКА JET JWSS-55M / JWSS-55T
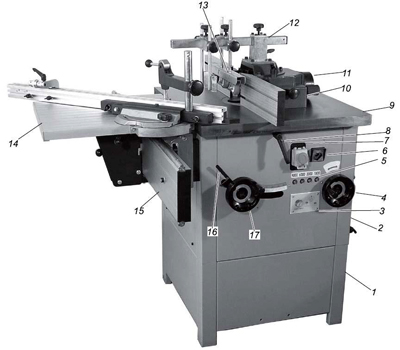
1. Основание
2. Корпус станка
3. Указатель высоты шпинделя
4. Маховик наклона шпинделя
5. Указатель частоты вращения шпинделя
6. Переключатель реверса
7. Выключатель кнопочный
8. Стопорная ручка наклона шпинделя
9. Чугунный стол
10. Защитный кожух шпинделя
11. Вытяжной штуцер
12. Механизм прижимов заготовки в сборе
13. Прижимные ролики
14. Подвижной стол каретки
15. Направляющая каретки
16. Стопорная ручка высоты шпинделя
17. Маховик регулировки высотышпинделя
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Число оборотов холостого хода, об/мин | 1800/3000/6000/9000 |
| Диаметр шпинделя, мм | 30 |
| Высота шпинделя, мм | 100 |
| Ход шпинделя, мм | 105 |
| Диапазон наклона шпинделя | -5°-+30° |
| Макс. диаметр инструмента, мм | 200 |
| Размер стола, мм | 640x710 |
| Диаметр отверстия стола, мм | 200 |
| Высота стола, мм | 910 |
| Размер подвижного стола (каретки), мм | 505x480 |
| Ход каретки, мм | 710 |
| Вытяжной патрубок, мм | 100 |
| Сетевое питание | 220V~, 1/N/ PE, 50Hz |
| Потребляемая мощность эл. двигателя | 2,8 кВт/ Р1 |
| Рабочий ток | 10А |
| Соединительный провод, мм.кв. | 3x1,5 |
| Автомат защиты | 16А |
| Сетевое питание | 380V~, 3/N/ PE, 50Hz |
| Потребляемая мощность эл. двигателя | 2,8 кВт/ Р1 |
| Рабочий ток | 5А |
| Соединительный провод, мм.кв. | 4x1,5 |
| Автомат защиты | 16А |
| Габаритные размеры станка (ДхШхВ), мм | 1210х1410х1300 |
| Масса станка, кг | 198 |
4.1 КОМПЛЕКТ ПОСТАВКИ
Фрезерный станок поставляется в ящике. Если Вы обнаружили повреждения станка, немедленно
сообщите об этом Вашему продавцу. Сохраните упаковку. Проверьте комплект поставки:
• Корпус станка в сборе
• Панели(4) стойка (4) и крепежные детали (1 пакет) основания.
• Защитный кожух в сборе
• Механизм прижимов заготовки в сборе
• Упор для заготовки (2)
• Инструменты и крепеж
Основные узлы станка собраны на заводе, однако некоторые детали необходимо смонтировать.
4.2 МОНТАЖ ОСНОВАНИЯ
1. Основание состоит из 4 панелей и 4 стоек.
2. Для монтажа основания необходимо:
• винт M8x20 -16шт.
• плоская шайба 8 мм -32шт.
• шестигранная гайка -16шт.
3. Соберите основание, как показано на Рис. 1.
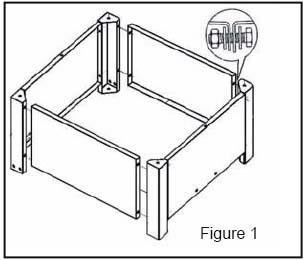 |
| Рис. 1 |
4.3 УСТАНОВКА КОРПУСА СТАНКА НА ОСНОВАНИЕ
Внимание!
Не поднимайте корпус станка в одиночку.
Корпус станка весит более 70 кг!
1. Установите корпус станка на отверстия основания.
2. Открутите 2 винта, чтобы открыть дверцу корпуса и открутите винты с шестигранным шлицем
чтобы снять боковую панель.
3. Для установки корпуса потребуется:
• 4-шестигранных винта M8x20
• 8-8 мм плоских шайб
• 4-шестигранных гайки
4. Зафиксируйте все винты, как показано на Рис. 2.
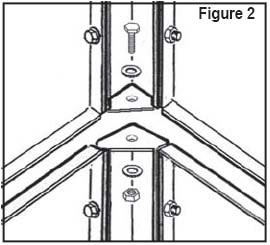 |
| Рис. 2 |
4.4 УСТАНОВКА ФРЕЗЫ
Осторожно!
Устанавливайте фрезу на шпиндель как можно ниже. Она должна свободно поворачиваться
Она должна свободно вращаться над столом. Убедитесь, что фреза не касается кольца в столе или
регулируемых алюминиевых направляющих упора заготовки.
Опасность!
Есть опасность травм персонала!
Перед включением станка всегда вращайте фрезу рукой, чтобы убедиться, что фреза вращается без
препятствий.
1. Установите проставочное кольцо на шпиндель так, чтоб оно выступало над поверхностью стола,
тогда заготовка будет плавно проходить по нему. Для выполнения фрезерования с поднятием
фрезы подберите правильное кольцо в столе.
2. Установите фрезу на шпиндель при помощи проставочных колец и зафиксируйте стопорный
фланец болтом с головкой M12x25 под шестигранный ключ. (Рис. 3).
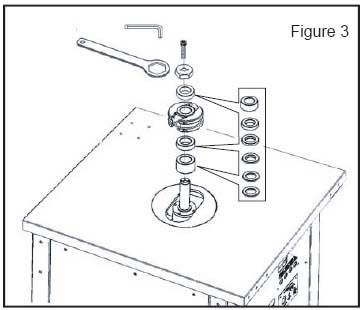 |
| Рис. 3 |
3. Отрегулируйте высоту фрезы на оси шпинделя, используя различные по толщине проставочные
кольца. Толщина проставочного кольца – 30, 25, 15, 10, 5, 2 и 1 мм.
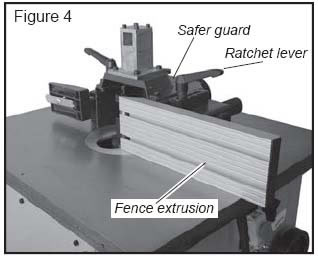
4.5 УСТАНОВКА ЗАЩИТНОГО КОЖУХА
1. Установите защитный кожух над резьбовыми отверстиями в столе.
 |  |
| Рис. 4 | Рис. 5 |
2. Установите винт M8x150 с ручкой и большой шайбой 8 мм в защитный кожух, как показано на
Рис. 4. Поверните ручку по часовой стрелке, чтобы зафиксировать положение кожуха на столе.
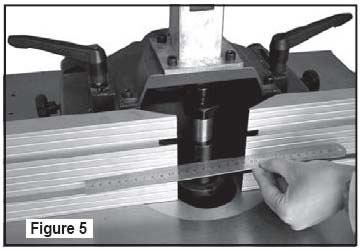
3. Установите алюминиевые направляющие упора на салазки и зафиксируйте.
4. Чтобы выровнять алюминиевые направляющие упора, отрегулируйте одну или две направляющие
таким образом, чтобы они были в одной плоскости. Проверьте выравнивание при помощи угольника
или линейки, как показано на Рис. 5.
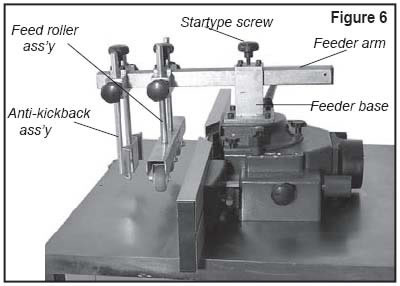
4.6 УСТАНОВКА МЕХАНИЗМОВ ПРИЖИМОВ ЗАГОТОВКИ В СБОРЕ
1. Установите кронштейн механизма прижимов на верхнюю крышку защитного кожуха фрезы и
зафиксируйте при помощи винтов M8x25.
 |
| Рис. 6 |
2. Установите все детали механизма прижимов заготовки на защитном кожухе как показано на
рисунке 6 и зафиксируйте кожух с обеих сторон .
4.7 УСТАНОВКА ПОДВИЖНОЙ КАРЕТКИ (опция)
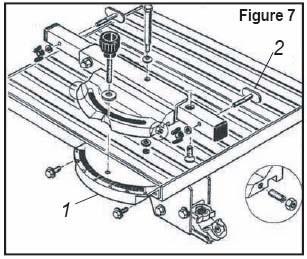
4.7.1 Установка деталей на столе каретки
1. Прикрутите дополнительную градуированную опору (1) к столу каретки двумя болтами M6x16.
2. Вставьте два винта с пластинами (2) дли крепления упора с линейкой в квадратную часть
поворотного упора и накрутите стопорные барашки но не зажимайте их.
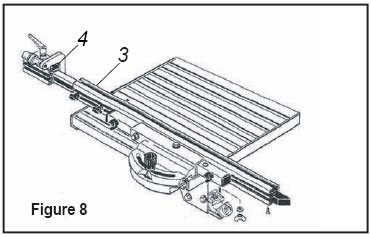
3. При помощи двух специальных винтов изображенных на рисунке 7 и комплекта шайб и гаек,
установите поворотный упор на столе каретки так, чтобы он обязательно имел возможность
поворачиваться в обе стороны.
 |  |
| Рис. 7 | Рис. 8 |
4.7.2 УСТАНОВКА УПОРА С ЛИНЕЙКОЙ
Соберите все детали упора с линейкой (3) как показано на рисунке 8.
Пропустите пластины винтов через паз в упоре, установите упор с линейкой на правильном
удалении от фрезы и зафиксируйте стопорные барашки.
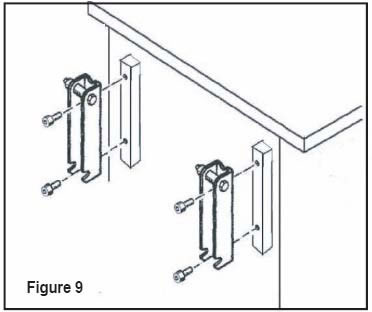
Установка кронштейнов крепления направляющей каретки
Установите кронштейны как показано на рисунке 9.
 |
| Рис. 9 |
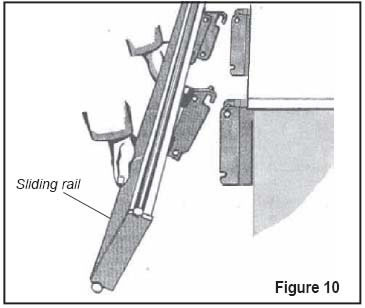
4.7.4 МОНТАЖ НАПРАВЛЯЮЩЕЙ КАРЕТКИ
Под углом наденьте направляющую на кронштейны и после регулировки затяните болты. Рис10.
 |
| Рис. 10 |
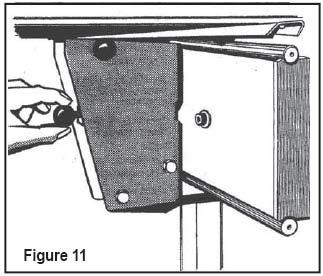
4.7.5 МОНТАЖ СТОЛА КАРЕТКИ НА НАПРАВЛЯЮЩЕЙ
1. Чтобы установить стол каретки на направляющую надо обойти болт стопа.
2. Потяните круглый рычаг и поверните его по часовой стрелке на ¼ оборота.
3. Протяните стол каретки по направляющей и убедитесь,что подшипники встали правильно и стол
двигается мягко и без перекосов.
4. Поверните круглый рычаг на прежнюю позицию. Смотрите рис.11.
 |
| Рис. 11 |
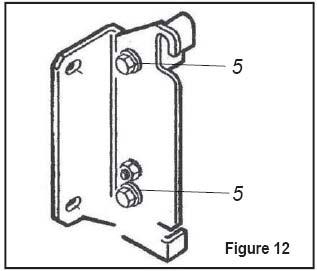
4.7.6 УСТАНОВКА СТОЛА КАРЕТКИ
Алюминиевый стол каретки должен находиться в одной плоскости с чугунным столом станка.
В качестве шаблона для выравнивания можно использовать упор с линейкой стола каретки.
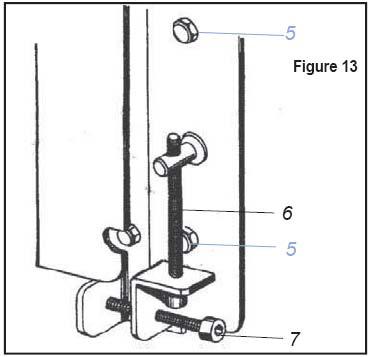
Регулировка производится с левой и с правой стороны направляющей рельсы на деталях показанных
на рисунке 12, 13.
1. Ослабьте два шестигранных болта (5) крепления.
2. Используя винт регулировки высоты (6) и винт регулировки угла (7) установите стол каретки так,
чтобы он был на одной высоте с основным столом станка.
 |
| Рис. 12 |
3. Проверьте параллельность стола каретки к основному столу.
4. Проверьте положение стола каретки на обоих концах направляющей
5. Если необходимо ослабьте четыре винта на двух кронштейнах чтоб изменить параллельность и
затяните винты.
6.Затяните шестигранные гайки (5).
 |
| Рис. 13 |
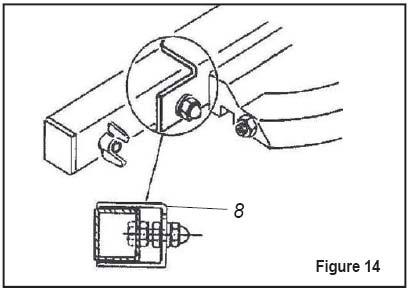
4.7.7 УСТАНОВКА ПРАВИЛЬНОГО УГЛА НА УПОРЕ ДЛЯ ЗАГОТОВКИ
1. После установки шаблона, проверьте соответствие угла 90°
2. Ослабьте гайку показанную на рис.14, чтоб сделать необходимую коррекцию.
3. Ослабьте стопорную гайку и регулируйте винт в квадрате (8) рукой.
4. Затяните контргайку и проверьте правильность угла шаблоном.
5. При необходимости повторите регулировку.
 |
| Рис. 14 |
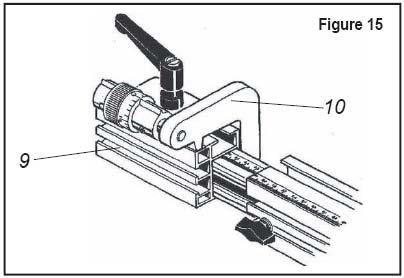
4.7.8 УСТАНОВКА ВЫДВИЖНОЙ ЧАСТИ УПОРА ЗАГОТОВКИ НА КАРЕТКЕ
Упор для заготовки на каретке с выдвижной частью имеют общую длину 1500мм.
1. Отрегулируйте маленький ограничитель, относительно всей длины упора каретки, составляющий
900мм.
2.Точная регулировка может быть произведена используя винт с делениями на выдвижной части
упора
1 деление =0.1mm
1 оборот = 2mm
3. Затяните винт (9) чтобы выдвижная часть с маленьким упором (10) не выскакивала с
направляющих. Рис.15.
 |
| Рис. 15 |
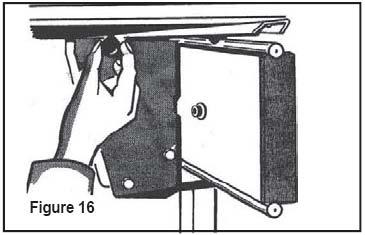
4.7.9 УСТАНОВКА УГЛА НАКЛОНА СТОЛА
Наклон стола каретки фиксируется в положении 0° и 45°.
1. Потяните фиксатор наклона стола каретки (расположен под столом каретки) поверните круглую
ручку на 1/4 оборота, и выберите нужный угол от 45° до 0°, поставьте ручку фиксатора в прежнее
положение. Рисунок16.
2. Когда возвращаете стол обратно, в горизонтальное положение смотрите, что бы не прищемить
пальцы руки.
 |
| Рис. 16 |
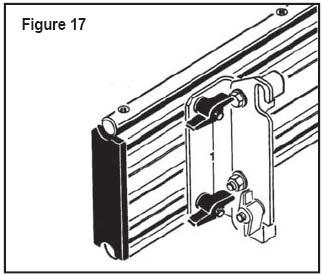
4.7.10 УСТАНОВКА НАПРАВЛЯЮЩЕЙ КАРЕТКИ
Направляющая каретки может быть перемещена влево или вправо от центра стола станка.
1. Ослабьте две барашковых гайки на левой и правой деталях крепления направляющей каретки к
кронштейнам.
2. В зависимости от размера заготовки перемещайте направляющую в нужную позицию по
отношению к основному столу, затем затяните барашковые гайки. См. рис.17.
 |
| Рис. 17 |
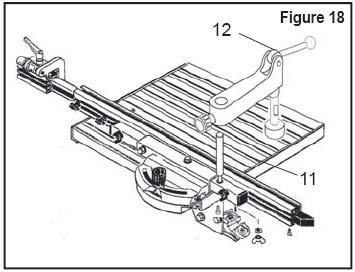
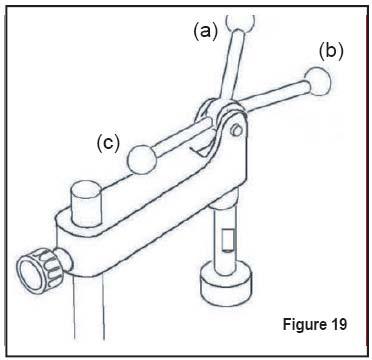
4.7.11 Установка прижима заготовки к столу каретки
Прижимное устройство для заготовки устанавливается в специальное посадочное место на упоре для
распила под различными углами на столе каретки. Способствует более качественному исполнению
операций с торцевыми частями деталей.
1. Оно работает с помощью эксцентрика, который через шток прижимает заготовку к столу
каретки. См. рис. 18 и рис.19.
 |  |
| Рис. 18 | Рис. 19 |
5. РАБОТЫ ПО НАЛАДКЕ И РЕГУЛИРОВКЕ
Общие указания
Перед работами по наладке и регулировке станок должен быть предохранен от непроизвольного
включения.
Проверяйте отключение от Эл.сети!
Проверяйте свободное вращение инструмента после каждой работы по наладке и регулировке.
5.1. УСТАНОВКА ЧИСЛА ОБОРОТОВ
Внимание:
Число оборотов фрезерного шпинделя устанавливается в соответствии с диаметром
фрезерного инструмента.
Число оборотов регулируется посредством перестановки поликлинового ремня.
1. Отключите станок от Эл.сети.
2. Открутите два винта на дверце корпуса M6x30, откройте дверцу корпуса станка.
3. Ослабьте стопорный болт M12x40(a) шестигранным ключом, потяните рычаг (b) на моторе, ремень
ослабнет. См. рис. 21.
 |  |
| Рис. 21 | Рис. 22 |
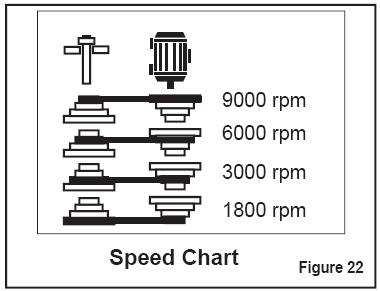
4. Выберите необходимую частоту вращения. См.рис. 22.
Диапазон числа оборотов: 1800, 3000, 6000, 9000 об/мин
Установленное число оборотов можно увидеть на табло по включившейся лампочке .
Скорость фрезерования в м/сек, соответствующая диаметру инструмента и числу оборотов
указана на табличке на передней стороне станка.
При малых диаметрах инструмента и при низком числе оборотов имеется повышенная
опасность обратного удара.
Концевые фрезы применяйте только при самом большом числе оборотов (9000 об/мин).
Шлифовальные валы применяйте только при самом низком числе оборотов (1800 об/мин).
5. Установите ремень на подобранных вами ручьях шкивов.
6. Потяните рычаг(b) в другую сторону, ремень натянется и затяните стопорный болт(a)
шестигранным ключом.
Когда ремень должным образом натянется, нажмите на ремень между шкивами с усилием 3-
5кг ( с умеренным давлением ), прогиб ремня должен составлять 10-15мм.
7. Затяните все располагающиеся болты.
8. Прокрутите шкив вручную, чтобы убедиться что ремень установлен правильно.
9. Закройте дверцу корпуса.
5.2. ЗАМЕНА ПОЛИКЛИНОВОГО РЕМНЯ
По мере визуального обнаружения износа ремня или его сильном растяжении произведите
замену.
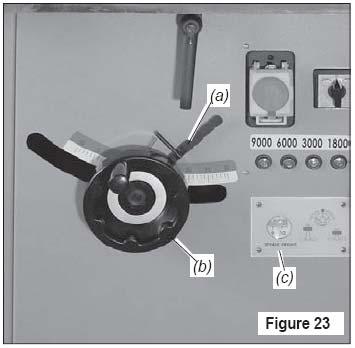
5.3 УСТАНОВКА ВЫСОТЫ ШПИНДЕЛЯ
Проверяйте отключение от Эл.сети!
1. Ослабьте фиксирующую ручку высоты (a) шпинделя.
2. Удостоверьтесь, что защитный кожух на столе, не задевает за инструмент.
3. Вращая штурвал (b), передвигаем шпиндель вверх или вниз пока желательное положение не
получено.
Чтобы поднять = поворачиваем штурвал против часовой стрелке
Чтобы понизить = поворачиваем по часовой стрелке
Любое регулирование высоты может быть увидено непосредственно в окошке (c) на табло.
4. Зажмите штурвал высоты шпинделя фиксирующей ручкой (a). См. рис. 23
 |  |
| Рис. 23 | Рис. 24 |
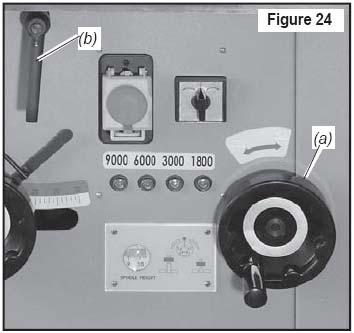
5.4 РЕГУЛИРОВАНИЕ НАКЛОНА ШПИНДЕЛЯ
Проверяйте отключение от Эл.сети!
Используйте специальную вставку стола для наклона шпинделя!
1. Ослабьте фиксирующую ручку наклона (b) шпинделя.
Чтобы ослабить= поворачивают ручку против часовой стрелки
Чтобы зафиксировать = поворачивают по ходу часов
2. Удостоверьтесь, что защитный кожух на столе, не задевает за инструмент.
Учитывайте, что, если шпиндель наклонился, он может коснуться кожуха и сломать вставку стола.
3. Вращая штурвал (a), наклоняем шпиндель до тех пор, пока желательное положение не получено.
Чтобы до +30° = поворачивают в левую сторону
Чтобы до -5° = поворачивают в правую сторону
4. Зажмите штурвал наклона шпинделя фиксирующей ручкой (b). См. рис. 24.
5.5 ВРАЩЕНИЕ ШПИНДЕЛЯ
Всегда проверяйте направление вращения фрезерного инструмента перед началом любой операции
на станке.
Машина была спроектирована так, что начать работу(включить станок) и прекратить
работу(выключить станок) можно основной кнопкой запуска-выключения не используя
реверсивное переключение.
На этом станке установлен электродвигатель имеющий возможность вращения как прямое /так и
обратное при помощи переключателя, как показано на рисунке 25. Во многих случаях Вы найдете
необходимым, чтобы не перевернув инструмент использовать его обратное вращение. Таким
образом можно улучшить качество поверхности детали. Эта функция делает более безопасной
работу для оператора.
ОСТОРОЖНО
Прежде, чем повернуть реверсивный переключатель, надо выключить Эл.двигатель и
дождаться прекращение вращения шпинделя.
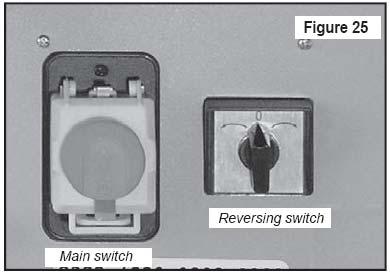 |
| Рис. 25 |
Если переключатель повернуть влево, то шпиндель крутится против часовой стрелки.
Если переключатель повернуть вправо, то шпиндель крутится по часовой стрелки.
5.6 РЕГУЛИРОВАНИЕ УПОРА ВЕДЕНИЯ ЗАГОТОВКИ
Упор это система состоящая из двух частей. Каждый упор регулируется отдельно. Для установки
упора:
1. Отпустите рукоятку упора типа винт M8x25 (a).
2. Поверните регулятор (b) пока упор не станет на желаемую Вами позицию.
3. Затяните рукоятку. См. рис. 26.
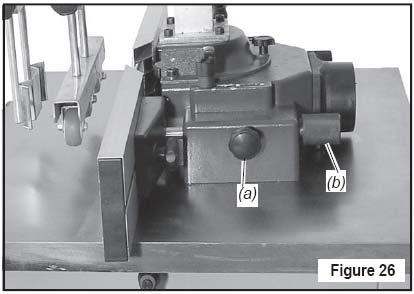 |
| Рис. 26 |
ОСТОРОЖНО
Регулировку проводите тогда, когда станок полностью отключен и шпиндель не
вращается.
5.7 РЕРУЛИРОВАНИЕ ПРИЖИМОВ ЗАГОТОВКИ К УПОРУ
Перед регулировкой выключите станок.
При помощи всех регулировочных круглых ручек установите прямо на заготовку прижим сверху и
боковой прижим к упору заготовки, как показано на рис.27.
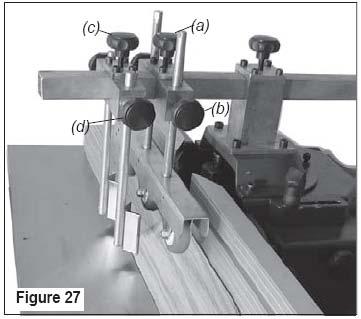 |
| Рис. 27 |
5.8 ШЛИФОВАНИЕ
Выполнять эту операцию нужно при частоте вращения 1800 об/мин
1. Уберите кожух для безопасности и прижимы заготовки.
2. установите шпиндель на самую высокую позицию.
3. вставьте резиновый вал(а) в шлифовальную втулку(в).
4. установите шайбы (c) и резиновый вал с втулкой в сборе на шпиндель.
5. Зажмите фланец (d) болтом M12x25(e).
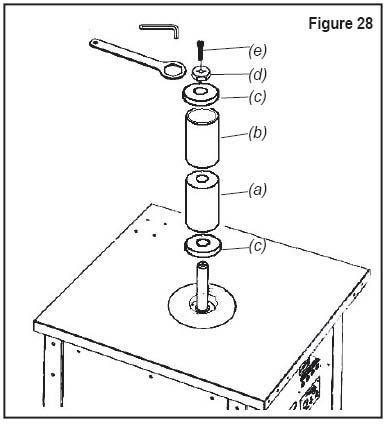 |
| Рис. 28 |
6. ПОДСОЕДИНЕНИЕ ВЫТЯЖНОЙ ВЕНТИЛЯЦИИ
Перед пуском в эксплуатацию станок желательно, должен быть подключен к вытяжной установке
таким образом, чтобы при включении станка включалась вытяжная установка.
Минимальная скорость воздуха на всасывающем патрубке должна составлять 20 м/сек.
Всасывающие шланги диаметром 100мм, должны характеризоваться по качеству как „тяжело
горючие“ и соединены с заземлением станка.
7. ПОДКЛЮЧЕНИЕ К ЭЛЕКТРИЧЕСКОЙ СЕТИ
Подсоединение к сети со стороны потребителя, а также применяемые удлинительные провода
должны соответствовать техническим характеристикам станка.
Установленное пользователем защитное устройство должно быть рассчитано на 16 А.
Обратите внимание на то, чтобы напряжение в сети соответствовало параметрам, указанным на
фирменной табличке станка.
Подключение и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам.
При перегрузке мотор отключается сам. После охлаждения в течение примерно 10 минут можно
снова включить мотор.
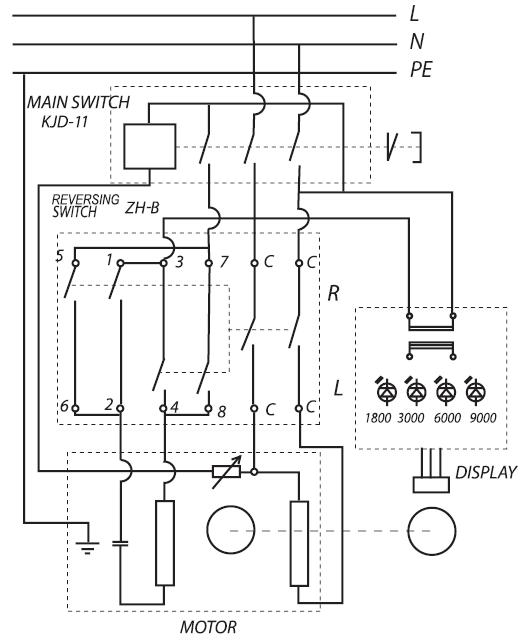 |
| Рис. 29 |
8. КОНТРОЛЬ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие указания
Перед работами по техническому обслуживанию и очистке станок должен быть предохранен от
непроизвольного включения.
Отключите станок от Эл.питания!
Производите очистку станка через равномерные отрезки времени.
Ежедневно проверяйте достаточную работоспособность вытяжной системы.
Немедленно заменяйте поврежденные защитные устройства.
Сразу устанавливайте все защитные приспособления после монтажа или ТО.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки, плоские,
поликлиновые, клиновые и другие ремни, а также цепи, используемые в конструкции станка,
относятся к деталям быстроизнашивающимся (расходные материалы) и требуют периодической
замены. Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из
пластика и алюминия, используемые в конструкции станка, выполняют предохранительные функции.
Замене по гарантии такие детали не подлежат.
Подключение и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам.
Привод
Необходимо регулярно проверять натяжение приводного ремня.
Тормоз двигателя электромеханический (тормозной двигатель). Если время торможения превышает
10 секунд, свяжитесь с сервисной службой.
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока – проверить соединительные провода и предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
*сработала защита от перегрузки – дать мотору остыть и снова включить;
*включена блокировка шпинделя;
не повышается число оборотов
*инструмент слишком большой и слишком тяжелый – выбирайте более низкие обороты;
*подводящий провод слишком длинный или слабый – проверить электропроводку;
*натяжение ремня слишком слабое – отрегулировать натяжение ремня или заменить;
неправильное направление вращения шпинделя
*перепутаны фазы трехфазного двигателя – переключить клеммы подводящего кабеля;
сильные вибрации станка
*станок стоит неровно – установить станок;
*поврежденный фрезерный инструмент – немедленно заменить инструмент;
плохое качество обрабатываемой поверхности
*тупой фрезерный инструмент – заменить инструмент;
*фрезерный кожух забился стружкой – удалить стружку;
*слишком большой съем стружки – фрезеровать заготовку за несколько проходов;
*обработка против волокон – обрабатывать заготовку с другого конца;
*неоднородная заготовка;
*слишком сырая заготовка;
образование ступенек при фрезеровании
*плохо установлен упор для заготовки – если возможно используйте упорную доску;
*свободное пространство в отверстии стола слишком большое – применяйте закладные кольца;
*слабый прижим заготовки – улучшить регулировку защитного прижима в зоне вращения
фрезерного инструмента;
перемещение по высоте происходит с трудом
*недостаточная смазка – смазать рейку подъёма оси шпинделя;
*заклинило ось;
мощность фрезерования слишком мала
*проскальзывает приводной ремень мотора – натянуть ремень или заменить;
*поверхности стола запачканы смолой – очистить стол и нанести смазку для улучшения скольжения.