PPT-260
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для обработки изделий из древесины. Нельзя обрабатывать изделия
из металла. Обработка других материалов недопустима, или может производиться только
после консультации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по
эксплуатации, и особыми предписаниями Вашей страны необходимо принимать во внимание
общепринятые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии. При работе на станке
должны быть установлены все защитные приспособления и крышки.
Соединительный кабель (или удлинитель) от автомата защиты и от источника
электропитания до станка должен быть не менее 3x1,5мм² (желательно медный, трёхжильный,
с сечением каждой жилы не менее 1,5 мм2).
При возникновении неисправностей в процессе эксплуатации станка не пытайтесь ставить
не оригинальные детали и узлы, не вносите конструктивных изменений и переделок в станок
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой,
техническим обслуживанием и предупреждены о возможных опасностях.
Данный станок является машиной для индивидуального применения, т. е. по своим
конструктивным особенностям и техническим характеристикам станок не предназначен для
использования на производстве.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ PPT-260
| Двигатель | 2,2 кВт, 220/50/1 |
| Шум | 90 дЦ (А) |
| Частота вращения ножевого вала | 6500 об/мин |
| Диаметр ножевого вала | 63 мм |
| Число ножей | 3 |
| Макс. Снятие стружки | 3 мм |
| Макс. ширина строгания | 260 мм |
| Общая длина фуговальных столов | 1040 мм |
| Длина рейсмусового стола | 400 мм |
| Макс. высота заготовки | 160 мм |
| Скорость движения заготовки для рейсмуса | 5 м/мин |
| Наклон упора | 45º |
| Высота фуговального стола от основания | 840 мм |
| Масса | 66 кг |
*Примечание: Спецификация данной инструкции является общей информацией.
Данные технические характеристики были актуальны на момент издания руководства по
эксплуатации. Компания WMH Tool Group оставляет за собой право на изменение
конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
3. ОБЩИЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем
Всегда храните инструкцию, предохраняя её от грязи и влажности, передавайте
дальнейшим пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых
защитных устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно
устранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
Применяйте необходимые согласно предписаниям средства личной защиты.
Надевайте плотно прилегающую одежду, снимайте украшения, кольца и наручные часы.
Если у Вас длинные волосы, надевайте защитную сетку для волос или головной убор.
Для безопасного обращения со строгальными ножами необходимо надевать подходящие
защитные перчатки.
Держите ножи заточенными и очищенными от ржавчины и смолы. Следите, чтобы зажимные
винты были надежно затянуты.
Удаляйте посторонних, особенно детей, из опасной зоны.
Перед строганием удалите из заготовок гвозди и другие инородные предметы.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
При работе с длинными заготовками используйте соответствующие удлинения стола,
роликовые опоры.
При строгании неудобных для обработки заготовок применяйте для крепления подходящие
вспомогательные средства.
НЕ ПЫТАЙТЕСЬ снять кожух во время работы станка. Нарушение этого правила может
привести к серьезным физическим увечьям.
Следить за тем, чтобы все заготовки при обработке надежно удерживались и безопасно
перемещались.
Нельзя строгать слишком маленькие заготовки.
Не эксплуатируйте станок при открытом кожухе редуктора. Если заграждения необходимо
снять для регулировки или обслуживания, их необходимо немедленно установить обратно
сразу после выполнения нужных процедур и перед началом эксплуатации станка.
Удалять стружку и заготовки только при выключенном моторе и при полной остановке
станка.
По соображениям безопасности на этом станке необходимо работать, используя обе руки.
Во время работы держите руки подальше от подающих роликов и строгального вала.
Не разрешается работа на станке с использованием каких-либо подставок и лестниц.
Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите
станок.
Строгальный вал должен достичь максимального числа оборотов, прежде чем начать
строгание.Учитывайте время пробега строгального вала станка при торможении, оно не должно
превышать 10 секунд.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Станок должен быть установлен так, чтобы было достаточно места для его обслуживания и
направления заготовок.
Следите за хорошим освещением.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли –
всегда применяйте подходящую вытяжную установку. Древесная пыль является
взрывоопасной и может быть вредной для здоровья.
Ваш станок должен быть заземлен. Если используется шнур или штекер, убедитесь, что
каждое гнездо заземления подсоединяется к подходящему заземлению. Следуйте процедуре
заземления, прописанной в электротехнических правилах и нормах.
Работы на электрическом оборудовании станка разрешается проводить только
квалифицированным электрикам
Не перегружайте станок. Он работает намного лучше и дольше, если его мощность
используется надлежащим образом.
Никогда не используйте станок, если включатель-выключатель не функционирует
надлежащим образом.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и чтобы об
неё нельзя было споткнуться.
Удлинительный кабель необходимо полностью разматывать с барабана.
Немедленно заменяйте поврежденный сетевой кабель.
Необходимо постоянно обращать внимание на то, чтобы вентиляционные прорези мотора
были всегда открытыми и чистыми.
Переоснащение, регулировку и очистку, производить только после полной остановки станка
и отключении эл. питания.
Поврежденные строгальные ножи должны быть немедленно заменены.
3.1. ВНИМАНИЕ опасности
Даже при правильном использовании станка возникают приведенные ниже опасности.
Касание строгального вала в области строгания.
Опасность получения травмы отлетевшей заготовкой.
Опасность получения травмы ломающимися частями заготовок.
Автоматическая подача: опасность затягивания.
Опасность от шума и пыли.
Опасность поражения электрическим током при неправильной прокладке кабеля.
4. ОПИСАНИЕ СТАНКА
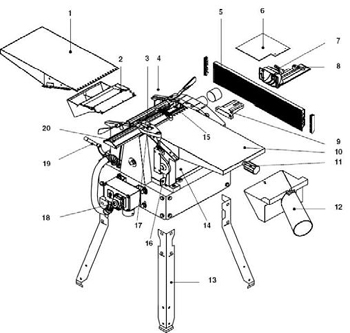 | 1. Выходной стол | >
Приспособление для защиты от отбрасывания
 |
захваченной вращающимся ножевым валом, назад в сторону пользователя.
Все захваты должны самопроизвольно возвращаться в исходное положение (вниз).
Защитный кожух ножевого вала
Защитный кожух ножевого вала препятствует прикосновению к
вращающемуся ножевому валу с верхней стороны во время проведения фуговальных работ.
После ослабления фиксатора защитного кожуха ножевого вала выставляется кожух
в зависимости от ширины заготовки. Специальный рычаг позволяет согла-
совать положение защитного кожуха ножевого вала с высотой заготовки.
Благодаря скольжению рук по поверхности защитного кожуха в процессе подачи
заготовки исключается их соприкосновение с вращающимися ножами.
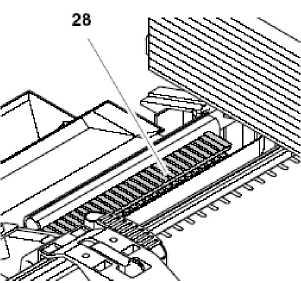
Щиток для выброса стружки
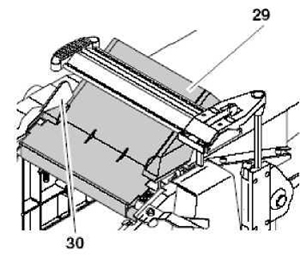 |
качестве дополнительного элемента ограждения ножевого вала.
С этой целью производится отклонение щитка (29) вверх, и он фиксируется левым
зажимным рычагом (30).
Элементы управления
Выключатель
Включение = нажатие зеленой кнопки выключателя.
Выключение = нажатие защитной крышки или красной кнопки выключателя.
Реле минимального напряжения
При исчезновении сетевого напряжения срабатывает реле минимального напряже-
ния. Тем самым исключается самопроизвольный повторный запуск станка при вос-
становлении напряжения. Для осуществления повторного включения необходимо еще
раз нажать зеленую кнопку выключателя.
Защита от перегрузки
Строгальный станок оснащен устройством защиты от перегрузки,
отключающим его при сильном нагреве электродвигателя. Для повторного включе-
ния станка следует:
• дать электродвигателю охладиться (примерно 10 минут),
• нажать зеленую кнопку выключателя.
Переключатель режимов
Переключатель режимов находится рядом с выключателем (слева).
Переключатель обеспечивает выбор режимов фугования и рейсмусования.
Регулятор высоты стола для рейсмусования (при работе в режиме рейсмусования)
Регулятор высоты стола для рейсмусования задает толщину снимаемой стружки (и,
следовательно, толщину заготовки после обработки) при работе станка в режиме
рейсмусования. Каждый оборот рукоятки приводит к
изменению высоты стола на 3 мм. За один проход может сниматься
стружка толщиной не более 3 мм. Максимально допустимая толщина
обрабатываемой заготовки составляет 160 мм.
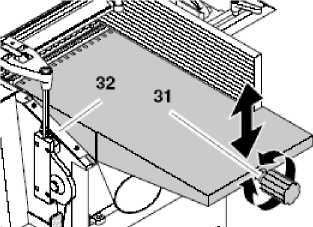
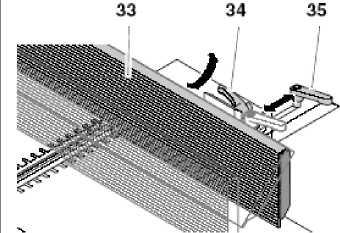
Регулятор высоты входного стола (при работе в режиме фугования)
Регулятор (31) высоты входного стола задает толщину стружки, снимаемой с заготовки
при работе станка в режиме фугования.Одно деление шкалы (32), находящейся
рядом с входным столом, соответствует толщине снимаемой стружки 1 мм.
За один проход может сниматься стружка толщиной не более 3 мм.
 |
Упор (33) используется в качестве боковой направляющей при движении
заготовки в процессе фугования. После ослабления рукоятки зажима (35)
положение упора может быть установлено в соответствии с шириной заготовки.
После ослабления рукоятки зажима (34) можно наклонить упор (максимальный
угол наклона 45°).
 |
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1 Транспортировка
Внимание!
Перемещение станка должно осуществляться двумя лицами. Нельзя переносить
станок, удерживая его за входной или выходной столы, поскольку они не
рассчитаны на растягивающие нагрузки, вызываемые массой станка.
1. Снять упор.
2. Снять выходной стол.
3. Полностью задвинуть ограждение ножевого вала и опустить его вниз.
4. Вращением кривошипной рукоятки переместить стол для рейсмусования
примерно в центральное положение.
5. Пропустить через станок две рейки (например, кровельные) и использовать их
для подъема и переноски станка.
6. МОНТАЖ
6.1. Удаление элементов защиты, используемых для транспортировки
Снимите защитную пленку со стола для рейсмусования.
6.2 Установка ножек
1. Воспользовавшись помощью другого лица, переверните станок и поставьте его
на основание.
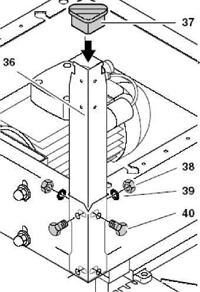 |
2. Привинтите по углам станка четыре ножки (36): вставьте болты (40) с шестигранной
головкой, наденьте на них с внутренней стороны шайбы (39),
навинтите шестигранные гайки (38) и затяните их.
3. Поставьте на ножки резиновые подставки (37).
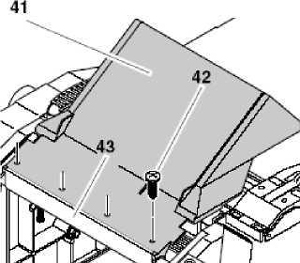
6.3 Монтаж щитка для выброса стружки
• При помощи четырех саморезов (42) привинтите щиток (41) к крепежному профилю (43).
 |
1. Снять держатель (49) упора с кронштейна (46). При этом необходимо
обратить внимание на то, чтобы не потерялись два направляющих штифта
(50), находящиеся в держателе упора.
2. Двумя болтами (48) с шестигранной головкой привинтить держатель (49) к
входному столу.
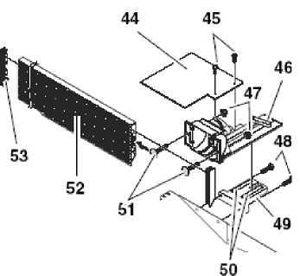 |
3. Вновь прикрепить кронштейн к держателю.
4. Вставить в параллельный упор (52) два крепежных болта (51) и скрепить его с
кронштейном при помощи двух самоконтрящихся гаек (47).
5. Установить с обоих торцов упора пластмассовые заглушки (53).
6. Двумя винтами (45) с крестообразным шлицем прикрепить к кронштейну крышку (44).
7. При помощи обоих юстировочных винтов точно выставить параллельный упор
в положениях 45о и 90о (используя угольник в качестве вспомогательного инструмента).
6.5 Соединение с электросетью
Присоединяйте станок только к источнику эл.питания, удовлетворяющему
следующим требованиям (см. также "Технические характеристики"):
- защита автоматом защитного отключения, рассчитанным на ток повреждения 30 мА;
- штепсельные розетки смонтированы надлежащим образом, заземлены и проверены;
- при использовании установки для удаления стружки необходимо также надлежащее заземление этой установки.
Оберегайте сетевой кабель от воздействия тепла и агрессивных жидкостей, а
также от соприкосновения с острыми кромками. Проконтролируйте направление
вращения! (только для исполнения с трехфазным электродвигателем).
При каждом новом соединении с электросетью следует контролировать направление вращения.
7. РАБОТА СТАНКА
Станок PPT-260 может использоваться как фуганок, так и как рейсмус.
 |
Фугование производится с целью выравнивания неровных поверхностей.
- Заготовка укладывается сверху на входной стол.
- Заготовка обрабатывается с нижней стороны.
- Направление подачи заготовки при фуговании противоположно направлению,
используемому при рейсмусовании.
Подготовка
Опасность! Перед проведением любых работ по монтажу и регулировке станка необходимо
отключать от эл.сети!
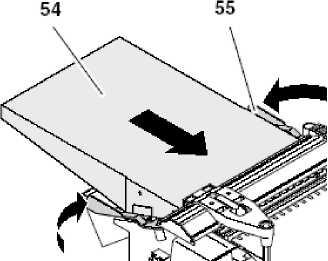
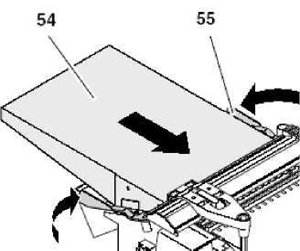
1. Отклонить вниз щиток для выброса стружки.
2. Перевести левый и правый рычаги фиксации выходного стола в наружное положение.
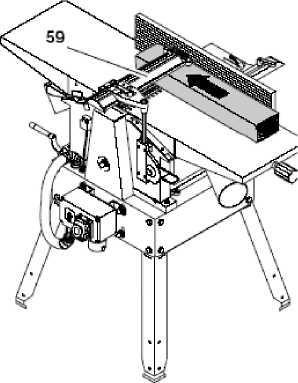
3. Установить выходной стол (54) – оба штифта на корпусе станка должны попасть в нижние прорези
направляющей выходного стола.
 |
5. При помощи рукоятки установить стол для рейсмусования на высоту 120 мм.
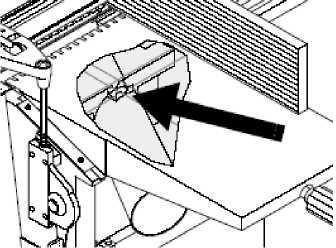
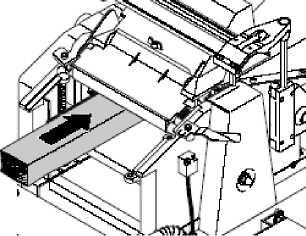
6. Переместить кожух с патрубком для присоединения вытяжной установки со
стороны подачи заготовки в станок, под правильное положение:
- патрубок должен быть обращен наружу;
- кожух необходимо продвигать до тех пор, пока точка пересечения вала и оси
под входным столом (показана стрелкой) не окажется в точности над
соответствующим креплением кожуха.
 |
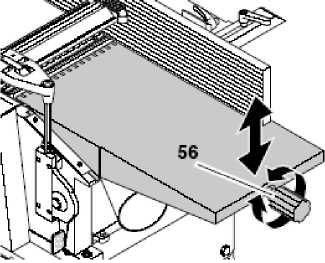
7. Вращением рукоятки осторожно поднимите стол для рейсмусования
вверх до фиксации кожуха с патрубком для присоединения вытяжной установки.
8. Присоедините к патрубку шланг, идущий к подходящей вытяжной установке.
- шланг должен подходить к наружному диаметру патрубка для его присоединения (100 мм);
- мин. расход воздуха ≥ 550 м3/ч;
- необходимое разрежение в зоне патрубка строгального станка ≥ 740 Па;
- необходимая скорость воздушного потока в зоне патрубка строгального станка ≥ 20 м/с.
Внимание!
Работа без соединения с вытяжной установкой , допустима только на открытом воздухе,
при незначительном объеме образующейся стружки (при обработке узких
заготовок с малым съемом стружки), при использовании пылезащитного респиратора.
7.2 Фугование заготовок
Опасность!
Незащищённые вращающиеся ножи могут нанести Вам тяжелую травму!
Поэтому необходимо изолировать участок ножевого вала, не перекрываемый
обрабатываемой заготовкой, предусмотренным защитным кожухом. Для
этого требуется точная установка положения кожуха с размерами заготовки.
Осуществляя подачу заготовки, ни в коем случае не просовывайте руки под
защитный кожух ножевого вала! Для фугования небольших заготовок,
при подаче которых не обеспечивается безопасное расстояние до ножевого вала,
используйте для продвижения специальное вспомогательное приспособление.
При фуговании узкой стороны пользуйтесь упором, обеспечивающим
надежную боковую поддержку заготовки. При обработке тонких или узких заготовок
применяйте вспомогательный прижим, гарантирующий соблюдение достаточного
расстояния от рук до ножевого вала при движении заготовки.
При фуговании вставок устанавливайте позади заготовки упорную колодку,
предотвращающую выброс заготовки в направлении, обратном направлению
подачи. Для удержания длинных заготовок используйте дополнительную опору
(например, роликовую).Не перемещайте назад заготовку,
обрабатываемую незащищённым ножевым валом!
1. Займите правильное рабочее положение:
- со стороны выключателя
- фронтально по отношению к станку
2. Установите упор в желаемом положении.
 |
 |
За один проход станком может сниматься стружка толщиной не более 3 мм. Однако
столь интенсивный съем материала может применяться только
- при использовании очень острых ножей,
- при обработке мягкой древесины,
- при обработке заготовок, ширина которых меньше максимально допустимого значения.
В противном случае существует опасность перегрузки станка.Оптимальным решением является
обработка заготовки в несколько проходов до достижения желаемого качества.
4. Приложите заготовку к упору (при необходимости используйте вспомогательный упор).
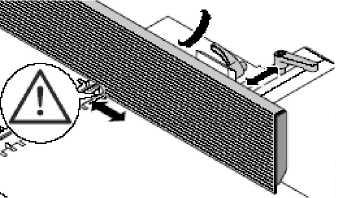
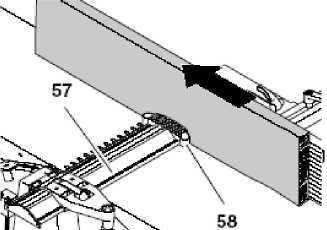
5. Согласуйте ограждение ножевого вала с обрабатываемой заготовкой:
- при фуговании узкой стороны (кромки): подведите кожух (57) ножевого вала
вплотную к заготовке - торец (58) кожуха должен слегка пружинить.
 |
 |
6. Переведите переключатель в положение фугования.
7. Включите электродвигатель.
8. Равномерно толкайте заготовку вдоль входного стола, удерживая ее ладонью
и подогнув пальцы. Давить на заготовку следует только в зоне входного стола.
9. Пропустив заготовку, выключите станок, если не собираетесь сразу же
обрабатывать следующую заготовку.
7.3 Работа в режиме рейсмусования
 |
Рейсмусование используется для получения качественной строгальной поверхности детали.
- Заготовка проводится через станок.
- Деталь с выравненой поверхностью лежит на столе для рейсмусования.
- Заготовка обрабатывается с верхней стороны.
- Направление подачи заготовки противоположно направлению, используемому при фуговании.
Подготовка
Перед проведением любых работ по обслуживанию станка необходимо отключить его от эл.сети!
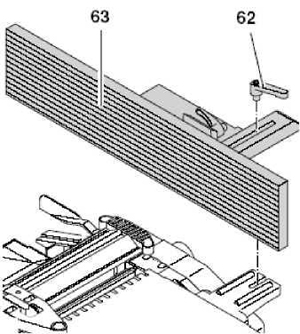
1. Перевести левый и правый рычаги фиксации (61) в наружное положение.
2. Ослабить рукоятку зажима (62) и снять упор (63).
 |
 |
- полностью поднять вверх и полностью сдвинуть наружу.
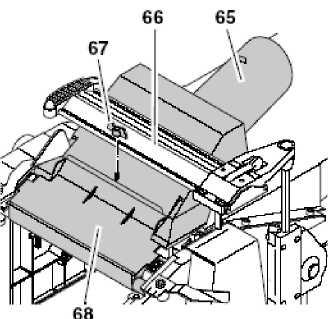
5. Отклонить щиток (68) для выброса стружки вверх, установив его над
ножевым валом. В случае работы с вытяжной установкой установить на
щиток (68) кожух (65) с патрубком для присоединения всасывающего шланга.
6. Закрепить щиток (68) при помощи барашковой гайки (67).
 |
Указание:
При рейсмусовании щиток (68) для выброса стружки выполняет функцию
защиты ножевого вала. Чтобы станок мог быть включен, необходимо, чтобы этот
щиток привел в действие соответствующий конечный выключатель.
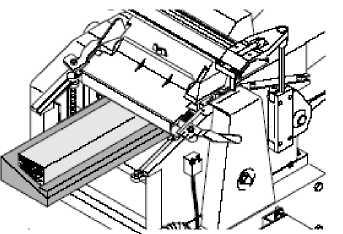
7. Защита(66) ножевого вала:
- полностью сместить внутрь и
- осторожно опустить вниз для дополнительной фиксации щитка для
выброса стружки и кожуха с патрубком для присоединения всасывающего шланга.
8. При работе с вытяжной установкой присоединить к патрубку кожуха (65) шланг, идущий к этой установке.
- всасывающий шланг должен подходить к наружному диаметру патрубка для его присоединения (100 мм);
- необходимый расход воздуха ≥ 550 м3/ч;
- необходимое разрежение в зоне патрубка строгального станка ≥ 740 Па;
- необходимая скорость воздушного
потока в зоне патрубка строгального станка ≥ 20 м/с.
Внимание!
Работа без соединения с вытяжной установкой допустима только
- на открытом воздухе,
- при незначительном объеме образующейся стружки (при обработке узких заготовок с малым съемом стружки),
7.4 Рейсмусование заготовок
Опасность!
Для подачи в станок заготовок небольших размеров используйте
вспомогательные приспособления (например, брусок).
Не перекашивайте заготовку - существует опасность ее отбрасывания назад.
При застревании в станке заготовки или иного предмета, удаляйте их только после
полной остановки электродвигателя и отключении от эл.сети.Продвигайте заготовку с выходной
стороны, если она затянута в станок настолько, что уже не может безопасно
подаваться с входной стороны. Обрабатывайте одновременно не более
двух заготовок. В этом случае подавайте обе заготовки ближе к краям загрузочного отверстия.
Внимание!
Внутри станка находится конечный выключатель. Подавая заготовки, обращайте
внимание на то, чтобы он не был поврежден.
1. Займите правильное рабочее положение:
- со стороны выключателя,
- фронтально по отношению к станку.
2. При помощи рукоятки отрегулируйте толщину снимаемой стружки.
Указание: За один проход станком может сниматься
стружка толщиной не более 3 мм. Однако столь интенсивный съем материала может применяться только
- при использовании очень острых ножей,
- при обработке мягкой древесины,
- при обработке заготовок, ширина которых меньше максимально допустимого значения.
В противном случае существует опасность перегрузки станка. Оптимальным
решением является обработка заготовки в несколько проходов до достижения желаемого качества.
3. Для строгания заготовок с не параллельными поверхностями следует
воспользоваться пригодными вспомогательными приспособлениями для подачи (изготовить подходящие
шаблоны).
 |
4. Переведите переключатель в положение рейсмусования.
5. Включите электродвигатель.
6. Медленно толкайте заготовку по столу.
7. Ее затягивание производится автоматически.
8. УХОД И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Опасность!
Перед проведением любых работ по очистке и техническому обслуживанию:
- отключите станок от эл.сети,
- дождитесь полной остановки станка.
В качестве запасных частей, в частности, защитных приспособлений и
режущих инструментов, используйте только оригинальные детали, поскольку детали,
не разрешенные к применению производителем, могут привести к нанесению
непредсказуемого ущерба. После проведения любых работ по очи-
стке и техническому обслуживанию:
- вновь установите все защитные приспособления и проверьте их исправность,
- удостоверьтесь в том, что внутри станка не осталось инструментов или иных
посторонних предметов.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения
заготовки, плоские, поликлиновые, клиновые и другие ремни, а также цепи,
используемые в конструкции станка, относятся к деталям
быстроизнашивающимся (расходные материалы) и требуют периодической
замены. Гарантия на такие детали не распространяется. Защитные кожуха,
отдельные детали из пластика и алюминия, используемые в конструкции станка,
выполняют предохранительные функции. Замене по гарантии такие детали не подлежат.
Работы по техническому обслуживанию и ремонту, не описанные в настоящем
разделе, должны выполняться только специалистами.
8.1 Демонтаж и монтаж ножей
Указание:
Признаками затупления ножей являются:
- снижение качества строгания,
- увеличение опасности отбрасывания заготовки,
- перегрузка электродвигателя.
Опасность!
Существует опасность травмирования рук острыми ножами! Замену ножей
следует производить в перчатках.
Для демонтажа ножей:
1. Отключить от эл. сети.
2. Снять упор.
3. Полностью поднять защиту ножевого вала вверх и полностью отвести его наружу.
4. Полностью завинтить четыре болта с шестигранной головкой, ввинченных в
прижимную планку ножа (операцию производить в перчатках!).
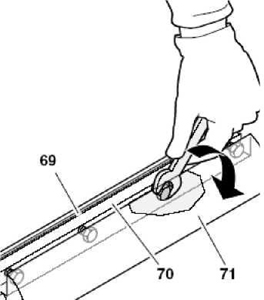 |
5. Извлечь крепежную планку (70) с ножом (69) из ножевого вала (71).
6. Очистить поверхности ножевого вала и прижимной планки ножа.
Опасность!
Не используйте чистящие средства (например, для устранения остатков смолы),
оказывающих воздействие на конструктивные элементы из легких сплавов,
они могут оказать негативное влияние на прочность таких элементов.
Для установки ножей:
Указание: Если Вы используете ножи, заточенные с
обеих сторон, достаточно просто перевернуть их (при условии, что другая сторона еще острая).
Опасность!
Обращайте внимание на то, чтобы во всех случаях заменялись или переворачивались оба ножа.
Устанавливайте ножи только с применением оригинальных крепежных деталей.
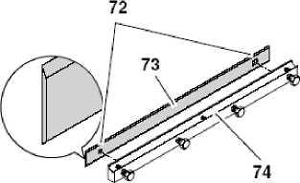
7. Уложить острый нож на крепежную планку (см. рис.).
Оба штифта крепежной планки должны попасть в соответствующие отверстия (72) ножа.
 |
на то, чтобы нож не соскользнул со штифтов крепежной планки.
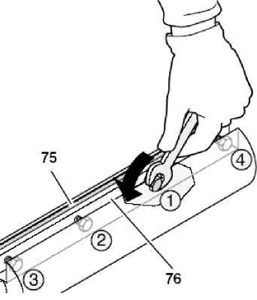
9. Вывинчивать четыре болта с шестигранной головкой, ввинченных в
крепежную планку, до тех пор, пока не сохранится лишь возможность
перемещения крепежной планки (76) с ножом (75) вдоль оси ножевого вала.
 |
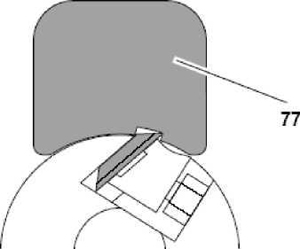
10. Существует два способа проверки выступа ножей:
- при помощи шаблона (77) для установки ножей (этот шаблон должен
включаться в объем поставки в соответствии с Правилами техники безопасности).
- Приложить шаблон для установки ножей к ножевому валу (см. рис.). Ножи
должны выступать настолько, чтобы они соприкасались с шаблоном.
Такая проверка должна производиться для обоих ножей.
 |
- при помощи алюминиевой линейки (78) (этот способ является более точным, чем применение шаблона).
- Уложить линейку на выходной стол так, чтобы она оказалась над ножевым валом (см. рис.).
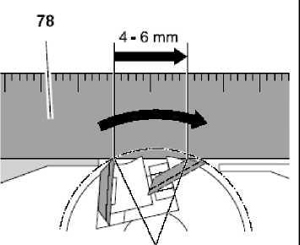 |
- Вручную провернуть ножевой вал на один оборот в направлении, противоположном направлению подачи.
- Настройка ножей является правильной, если в результате такого поворота линейка продвигается на 4 - 6 мм. Такая проверка
должна производиться для обоих ножей.
11. Для регулировки выступа ножей следует поворачивать винты без головки, ввинченные в прижимную
планку ножа, при помощи торцового шестигранного ключа размером 3 мм.
12. Для окончательной фиксации ножа полностью вывинтите четыре болта с шестигранной головкой, ввинченных в
его прижимную планку. Во избежание деформации прижимной планки
следует начинать затягивание с центральных болтов, а потом поэтапно затягивать болты, расположенные
ближе к краю.
 |
Опасность!
Нельзя удлинять используемый для затягивания инструмент.
Нельзя затягивать болты ударом по инструменту.
13. Возвратите защиту ножевого вала в исходное положение.
14. Установите упор.
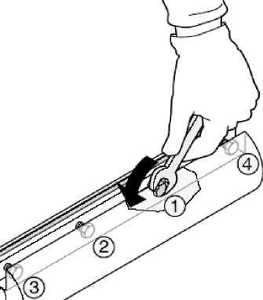
8.2 Уход за механизмом подачи
1. Отключите от эл. сети.
2. Отвинтите две колпачковые гайки, удерживающие крышку механизма, и
снимите крышку.
3. При помощи кисти или шланга, идущего к вытяжной установке,
удалить древесную пыль и стружку.
4. Слегка сбрызнуть роликовую цепь и подшипники осей и вальцов
(показаны стрелками) аэрозольным средством ухода (не использовать масло!).
 |
5. Установить крышку механизма и закрепить ее обеими колпачковыми гайками.
8.3 Натяжение главного приводного ремня
1. Отключите от эл. сети.
2. Отвинтить колпачковую гайку, удерживающую кожух (80) ремня, и снять этот кожух.
3. Проверить натяжение ремня, нажав на него большим пальцем. Главный
приводной ремень (79) должен прогибаться посередине не более чем на 10 мм.
Если главный приводной ремень требует подтянуть:
4. Ослабить четыре болта крепления электродвигателя, повернув их при-
мерно на один оборот.
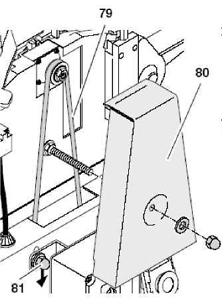 |
5. Отжать электродвигатель вниз для увеличения усилия натяжения ремня.
6. После обеспечения необходимого натяжения ремня крест-накрест
затянуть болты (81) крепления электродвигателя.
7. При необходимости удалить древесную пыль и стружку,воспользовавшись для этого кистью
или шлангом, идущим к вытяжной установке.
8. Установить кожух ремня и закрепить его колпачковой гайкой.
8.4 Очистка станка и уход за ним
1. Отключите от эл. сети.
2. При помощи кисти или шланга, идущего к вытяжной установке,
удалить древесную пыль и стружку с
- ножевого вала,
- узла регулировки высоты защиты ножевого вала,
- узла регулировки высоты стола для рейсмусования,
- механизма подачи.
3. Слегка сбрызнуть аэрозольным средством ухода (не маслом!) детали
- узла регулировки высоты стола для рейсмусования,
- узла регулировки высоты защиты ножевого вала.
4. Нанести на входной и выходной столы и стол для рейсмусования тонкий
слой воска, улучшающего скольжение.
8.5 Таблица с указаниями по обслуживанию
Приведенные здесь проверки и работы служат для обеспечения безопасности! В
случае обнаружения повреждений названных конструктивных элементов, эксплуата-
ция станка не допускается до тех пор, пока эти неисправности не будут устранены.
| Приспособление для защиты от отбрасывания | Проконтролировать: подвижность захватов (они должны самопроизвольно опускаться назад) |
| Ножи | Проконтролировать: прочность крепления |
| Внутренняя область станка Резьбовые штанги (узлов регулировки высоты) Патрубок для присоединения всасывающего шланга (при выполнении работ без вытяжной установки) |
Удалить: стружку, древесную пыль |
| Валы автоподачи заготовки | Проконтролировать: не повреждено ли покрытие? |
| Входной и выходной столы | Нанести тонкий слой воска, улучшающего скольжение |
| Резьбовые штанги (узлов регулировки высоты) | Слегка сбрызнуть направляющие элементы аэрозольным |
| Входной и выходной столы | Проконтролировать горизонтальность и правильное |
| Соединительный кабель | Проконтролиров ать на предмет отсутствия повреждений, |