Монтаж электрощитового оборудования: полное руководство для чайников и опытных пользователей
Вы решили заменить или установить новый электрощит? Это отличное решение, если вы хотите сделать вашу электропроводку безопасной, надёжной и современной. Однако монтаж электрооборудования — задача не из простых. В этой статье мы разберём все этапы работы, начиная с выбора щита и заканчивая подключением автоматов, УЗО и других устройств.
Мы используем в качестве источников информацию, где профессионалы делятся опытом и стандартами монтажа. Статья написана максимально доступно, чтобы даже новичок мог понять, как правильно подойти к этой задаче.
Зачем нужен электрощит и почему его монтаж нельзя сделать „на глазок“?
Электрощит — это „сердце“ вашей электросети. Он защищает дом от коротких замыканий, перегрузок, утечек тока и других опасных ситуаций. Правильно смонтированный щит обеспечит:
✅ Безопасность — защита от пожаров и поражения электрическим током.
✅ Надёжность — стабильная работа всех электроприборов.
✅ Удобство — возможность отключать отдельные линии без обесточивания всего дома.
✅ Современность — подключение новых устройств (смарт-розеток, солнечных батарей, электромобилей).
Если щит смонтирован неправильно, могут возникнуть:
❌ Частые срабатывания автоматов (из-за неправильных номиналов).
❌ Перегрев проводов и риск возгорания.
❌ Утечки тока (опасно для жизни).
❌ Проблемы с подключением новой техники.
Поэтому монтаж электрощита лучше доверить профессионалам. Но если вы хотите хотя быroughly понять, как это работает, читайте дальше.
Этап 1: Выбор типа электрощита
Существует несколько видов электрощитов, и выбор зависит от ваших потребностей. Подробнее тут.
1. По количеству фаз
- Однофазный щит (220 В) — подходит для квартир, частных домов с небольшой нагрузкой.
- Трёхфазный щит (380 В) — нужен для домов с мощной техникой (электрокотлы, электропечи, промышленное оборудование).
2. По способу установки
- Внутренний (встроенный) — монтируется в стену (подходящий для квартир).
- Наружный (накладной) — крепится на стену или встраивается в нишу (используется в домах с бетонными или кирпичными стенами).
- Щит для улицы — имеет высокую степень защиты от влаги и пыли (например, IP55).
3. По количеству модулей
Модуль — это „слот“, в который устанавливается автомат, УЗО или другой прибор.
- Для квартиры обычно хватает 24–32 модулей.
- Для частного дома может понадобиться 40 и более модулей (если много электроприборов).
4. По материалу и конструкции
- Металлические щиты — надёжнее, но тяжелее.
- Пластиковые (полимерные) — лёгкие, негорючие, часто используются в квартирах.
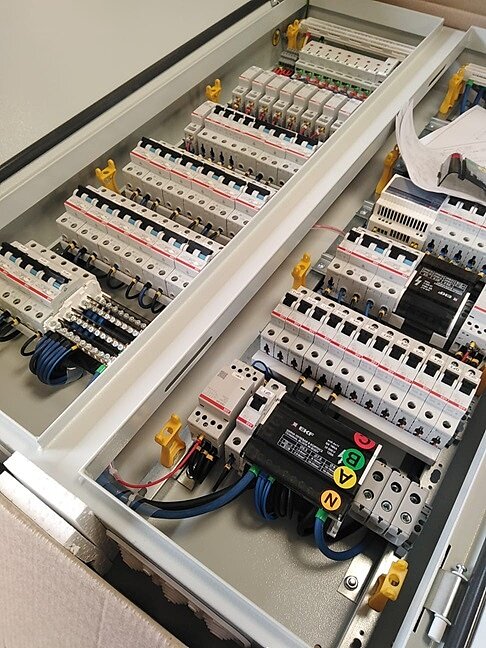
Этап 2: Сборка электрощита (теоретическая часть)
Теперь разберём, какие элементы должны быть в щите и зачем они нужны.
1. Вводной автомат (автомат общего включения)
Это первый автомат, который устанавливается на входе в щит. Он защищает всю сеть от перегрузок и коротких замыканий.
- Как выбрать?
- Для квартиры обычно ставят автомат на 32–50 А (в зависимости от мощности ввода).
- Для частного дома может понадобиться 63 А и выше.
2. УЗО (Устройство Защитного Отключения)
УЗО защищает от утечек тока, которые могут привести к поражению электрическим током или пожарам.
- Где ставить?
- Обязательно на линии с водой (ванная, кухня).
- На группы освещения (не всегда, но рекомендуется).
- На мощные приборы (стиральные машины, бойлеры).
- Как выбрать номинал?
- Ток утечки: 10–30 мА (для домашней сети).
- Номинал по току должен быть выше, чем у автомата перед ним (например, если автомат 16 А, УЗО берём на 25 А).
3. Дифавтомат (комбинация автомат + УЗО)
Это один прибор, который совмещает функции автоматического выключателя и УЗО. Удобно, если у вас мало места в щите.
4. Автоматы на группы
Каждая группа должна иметь свой автомат для удобного отключения.
| Группа | Ориентировочный номинал автомата | Пример подключаемого оборудования |
|---|---|---|
| Освещение | 6–10 А | Люстры, светильники |
| Розетки (кухня) | 16–25 А | Холодильник, микроволновка, чайник |
| Розетки (жилые комнаты) | 10–16 А | Телевизор, компьютер, зарядки |
| Стиральная машина | 16 А | Стиральная машина, посудомойка |
| Элект духовой шкаф | 25–32 А | Духовка, электроплита |
| Кондиционер | 10–16 А | Сплит-система |
| Гараж/мастерская | 25–50 А | Сварочный аппарат, инструменты |
5. Дополнительные элементы
- Реле напряжения — защищает от скачков в сети.
- Стабилизатор — нужен, если в вашем регионе часто бывают перепады напряжения.
- Счётчик электроэнергии — устанавливается до щита (если не в подъезде).
- Шины (busbar) — соединяют все автоматы между собой (нулевая и заземляющая шины).
Этап 3: Подготовка к монтажу
1. Где устанавливать электрощит?
- Высота — 0,8–1,7 м от пола (удобно для эксплуатации).
- Расстояние от газового оборудования — не менее 0,5 м (по правилам пожарной безопасности).
- Добрая вентиляция — щит не должен стоять в замкнутом пространстве (чтобы не перегревался).
- Доступность — рядом не должно быть мебели или других предметов, которые могут мешать обслуживанию.
2. Чем и как крепить щит?
- Для внутреннего щита нужна монтажная коробка или ниша в стене.
- Для навесного щита — дюбель-гвозди или анкерные болты.
- Для тяжёлых щитов (металлических) может понадобиться закладная платформа.
3. Кабель и провода
- Вводной кабель (от счётчика или столба) должен быть медным, с сечением не менее 10 мм² (для дома).
- Внутри щита используются гибкие провода (например, ПВ1, ПВ3) или шины.
- Цветовая маркировка:
- Синий — ноль (N).
- Жёлто-зелёный — заземление (PE).
- Коричневый/чёрный/белый — фаза (L).
Этап 4: Подключение элементов в щите
Это самый ответственный этап. Ошибки при подключении могут привести к короткому замыканию, пожарам или поражению током! Если у вас нет опыта, лучше доверить работу профессионалам.
1. Установка DIN-рейки
Все автоматы и УЗО крепятся на DIN-рейку (специальную металлическую планку).
2. Подключение вводного автомата
- Фазный провод (обычно коричневый) подключается к верхним клеммам автомата.
- Нулевой провод (синий) идёт на нулевую шину.
- Заземление (жёлто-зелёное) — на заземляющую шину.
3. Подключение УЗО и дифавтоматов
- Фаза идёт снизу вверх (сначала на УЗО, потом на автомат, если используется комбинация).
- Ноль подключается к верхним клеммам УЗО.
- Заземление не подключается к УЗО (оно идёт напрямую на шину).
4. Подключение групповых автоматов
- Фаза берётся с вывода автомата (если он стоит после УЗО) или с шины (если автомат вводной).
- Ноль и заземление подключаются параллельно на соответствующие шины.
5. Проверка правильности подключения
Перед включением обязательно:
- Проверить отсутствие коротких замыканий (мультиметром или индикаторной отвёрткой).
- Убедиться, что все зажимы плотно закручены.
- Включить вводной автомат и проверить, не срабатывают ли остальные.
Этап 5: Проверка и ввод в эксплуатацию
1. Инструменты для проверки
- Мультиметр — измеряет напряжение и сопротивление.
- Индикаторная отвёртка — проверяет наличие фазы.
- Тестер цепи — помогает найти обрыв или короткое замыкание.
2. Проверка работоспособности
- Включите вводной автомат.
- Поочерёдно включайте grupповые автоматы и следите, не срабатывают ли они.
- Проверить напряжение на розетках и выключателях (должно быть 220 В).
- Проверить УЗО — нажать кнопку ТЕСТ (должно сработать отключение).
3. Заземление и защита от утечек
- Убедитесь, что заземляющий контур правильно подключён к щиту.
- Проверьте, что все мощные приборы (стиральная машина, бойлер) подключены через УЗО.
Как часто нужно обслуживать электрощит?
Даже правильно смонтированный щит требует периодического обслуживания:
✅ 1 раз в год — проверка контактов, затяжка клемм, чистка от пыли.
✅ При срабатывании автоматов — проверка причины (может быть перегрузка или короткое замыкание).
✅ При появлении запаха гари — срочно отключить щит и вызвать электрика!
Когда лучше доверить монтаж профессионалам?
Несмотря на то что теория доступна каждому, на практике монтаж электрощита требует опыта и знаний ПУЭ (Правил Устройства Электроустановок). Вот случаи, когда самостоятельная установка опасна:
Вы не уверены в своих навыках — одна ошибка может привести к пожару.
У вас трёхфазная сеть (380 В) — здесь нужны точные расчёты.
Ваш щит имеет более 24 модулей — сложная схема требует профессионального подхода.
В доме уже была аварийная ситуация с электричеством — лучше перестраховаться.
Вы не знакомы с ПУЭ — правильный монтаж должен соответствовать нормам.
Как выбрать хорошего электрика?
Если вы решили не рисковать и пригласить специалиста, вот на что стоит обратить внимание:
Наличие лицензии и сертификата на электромонтажные работы.
Опыт работы (спросите у знакомых, посмотрите портфолио).
Гарантия на выполненные работы (обычно 1–3 года).
Четкая сметой и отсутствие скрытых расходов.
Отзывы других клиентов (ищите на сайтах, в соцсетях).
Компания Электромол предлагает профессиональный монтаж электрощитового оборудования с соблюдением всех норм безопасности. Их специалисты помогут:
- Правильно рассчитать схему щита.
- Подобрать автоматы и УЗО.
- Быстро и качественно смонтировать оборудование.
Заключение: стоит ли делать щит самому?
Если вы уверены в своих силах, знакомы с электрикой и у вас небольшой щит (до 16 модулей), то можете попробовать собрать его самостоятельно. Однако в большинстве случаев лучше доверить работу профессионалам, особенно если речь идёт о безопасности вашего дома.
Основные правила, которые нужно запомнить:
- Все работы проводятся при отключённом напряжении!
- Не экономить на автоматах и УЗО — дешёвые приборы могут не сработать в критический момент.
- Строго соблюдать цветовую маркировку проводов.
- Периодически проверять состояние щита.
- Если что-то не понятно — спросите у специалиста!
Теперь вы знаете, как правильно подойти к монтажу электрощитового оборудования.





 Надёжность работы извещатель пожарный во многом зависит не только от его конструкции, но и от качества монтажа проводки в составе пожарной сигнализации. Нарушения на этом этапе часто становятся причиной нестабильной работы и появления ложных срабатываний, даже если используется современный извещатель пожарный дымовой.
Надёжность работы извещатель пожарный во многом зависит не только от его конструкции, но и от качества монтажа проводки в составе пожарной сигнализации. Нарушения на этом этапе часто становятся причиной нестабильной работы и появления ложных срабатываний, даже если используется современный извещатель пожарный дымовой.
 Корректная настройка и регулярное тестирование извещатель пожарный является ключевым этапом обеспечения стабильной работы всей пожарной сигнализации. Без этих процедур даже современный извещатель пожарный дымовой может выдавать ложные срабатывания или, наоборот, не реагировать на реальные загораний сопровождающихся появлением дыма.
Корректная настройка и регулярное тестирование извещатель пожарный является ключевым этапом обеспечения стабильной работы всей пожарной сигнализации. Без этих процедур даже современный извещатель пожарный дымовой может выдавать ложные срабатывания или, наоборот, не реагировать на реальные загораний сопровождающихся появлением дыма.