22-44 Plus
1. ОБЩИЕ УКАЗАНИЯ
Данный барабанный шлифовальный станок предназначен исключительно для шлифования
изделий из дерева и их заменителей.
Обработка других материалов недопустима, или может производиться только после консуль-
тации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуата-
ции, и особыми предписаниями Вашей страны необходимо принимать во внимание общеприня-
тые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропита-
ния до станка должен быть не менее 3x1,5мм² (желательно медный, трёхжильный, с сечением
каждой жилы не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техниче-
ским обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2. КОМПЛЕКТ ПОСТАВКИ
1. 1 Абразивная лента с 80 зерном
2. Подающая лента
3. Станина станка с приемным устройством
4. Коробка с 3 абразивными лентами
5. Чистящий карандаш
6. Инструмент для обслуживания станка
7. Принадлежности для монтажа
8. Инструкция по эксплуатации
9. Перечень запчастей
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 22-44 Plus
| Подключение к сети | 220 В 50 Гц |
| Мощность | 1,3 кВт |
| Рабочий ток | 9 A |
| Соединительный провод | (Н07RN-F) 3 x 1,5 мм² |
| Защита предохранителем заводская | 16 А |
| Шлифовальный барабан (толщина х длина) | 127 х 560 мм |
| Скорость вращения | 1400 об/мин |
| Скорость шлифования | 9,3 м/сек |
| Скорость подачи | 0-3 м/мин |
| Подключение вытяжки, диам | 100 мм |
| Объемный поток вытяжки при 20 м/сек | 560 м3/ч |
| Габариты станка (Д х Ш х В) | 1050 х 680 х 1300 мм |
| Масса станка | 90 кг |
*Примечание: Спецификация данной инструкции является общей информацией.
Данные технические характеристики были актуальны на момент издания руководства
по эксплуатации. Компания WMH Tool Group оставляет за собой право на изменение
конструкции и комплектации оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования
осуществляются покупателем.
4. ОБЩИЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем.
Всегда храните инструкцию, предохраняя ее от грязи и влажности, передавайте дальнейшим
пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых защитных
устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно уст-
ранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
На станке не разрешается проводить какие-либо изменения, дополнения и перестроении.
Применяйте необходимые согласно инструкциям средства личной защиты.
При работе на станке использовать защитные очки и респиратор.
Следует носить узкую одежду и снять перед работой все украшения, кольца и наручные ча-
сы. При работе со станком не надевать перчатки.
Чтобы длинные волосы не мешали во время работы, наденьте шапочку или сетку для волос.
Установить станок таким образом, чтобы оставить достаточно свободного места для его об-
служивания и для размещения заготовок.
Позаботьтесь о достаточном освещении рабочего места.
Обратите внимание на то, чтобы станок был устойчив против опрокидывания и крепко за-
креплён на прочной и ровной поверхности.
Обратите внимание на то, чтобы электрический провод не служил помехой рабочему процессу.
Рабочее место должно быть свободно от ненужных заготовок и т.д.
Никогда не пытайтесь схватить за какую-либо деталь работающего станка.
Работающий станок никогда не оставляйте без присмотра.
Перед тем, как оставить свое рабочее место, отключите станок.
Не включайте станок в непосредственной близости от горючих жидкостей или газов. Изучите
возможности подачи сигнала пожарной тревоги и тушения пожара, например, место располо-
жения и обслуживание огнетушителей.
Не включайте станок при повышенной влажности или под дождем.
Следите за тем, чтобы не образовывалась большая концентрация пыли – всегда применяйте
соответствующую вытяжную установку.
Древесная пыль может быть взрывоопасной и опасной для здоровья.
Перед обработкой заготовки удалить из нее гвозди и другие инородные тела.
Заготовка должна располагаться на столе безопасно.
Необходимо выдерживать минимальные и максимальные размеры заготовок.
Опилки и части заготовки удалять только при отключенном станке.
Не вставать ногами на станок.Работы с электрооборудованием должны проводить только электрики.
Поврежденный кабель подлежит немедленной замене.
Никогда не используйте станок, если возникли проблемы с выключателем.
Работы по переоснащению, установке и техническому обслуживанию станка проводить толь-
ко на отключенном станке и при отключенном эл. питании.
Изношенные элементы стола должны быть заменены немедленно.
4.1. ВНИМАНИЕ опасности
Даже при правильном использовании станка остаются приведенные ниже опасности.
Опасность ранения отлетевшими частями заготовок.
Опасность получения травмы вследствие отклонения деталей из-за плохого крепления.
Опасность от шума и пыли.
Необходимо свести уровень шума к минимуму, обращая для этого внимание на тип и состоя-
ние пильного диска.
Однако кроме этого необходимо также использовать специальные звукозащитные наушники.
Обязательно надевайте средства личной защиты (защита глаз, ушей и дыхательных путей).
Применяйте вытяжные установки!
Опасность поражения электрическим током, при неправильной прокладке кабеля.
4.2. Звуковая эмиссия
Уровень шума (согласно ЕN 11202):
на холостом ходу – 69,7 дБ (А)
во время обработки – 84,4 дБ (А)
Указанные значения – это уровень эмиссии и они не являются в силу обстоятельств уровнем
для безопасной работы.
5. ТРАНСПОРТИРОВКА И ВВОД В ЭКСПЛУАТАЦИЮ
5.1. Транспортировка и установка
Установка станка должна проходить в закрытых помещениях, вполне достаточно усло-
вий столярной мастерской. Поверхность, куда устанавливается станок,
должна быть достаточно ровной и способной выдерживать нагрузки.
Из соображений дальнейшей транспортировки и по техническим причинам станок не
монтируется комплексно.
5.2. Монтаж
Если после распаковки станка Вы обнаружите повреждения, полученные в результате
транспортировки, Вы должны срочно поставить об этом в известность продавца и не на-
чинать эксплуатацию станка. Удалите антикоррозионную смазку мягким растворителем.
Станок поставляется в двух коробках. Коробка № 1 содержит шлифовальное устройство:
Снять деревянный держатель с цоколя станка.
УКАЗАНИЕ:
Сохраняйте болты и шайбы, так как они потребуются для установки.
шлифовального устройства на основание станка.
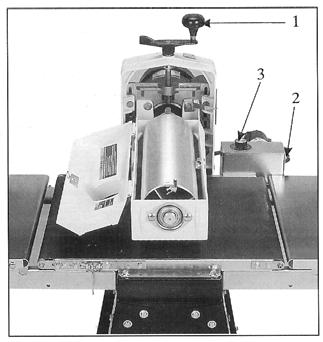
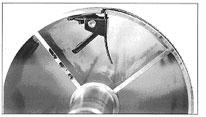
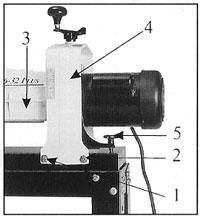
Смонтируйте ручку (1, рис. 1) на рычаг для регулирования высоты.
 |
унифицированный механизм подачи и нижнюю часть станины.
Соберите сначала нижнюю часть станины. Поставьте шлифовальное устройство на
станину и закрепите его болтами и шайбами, которыми оно было прикреплено к деревян-
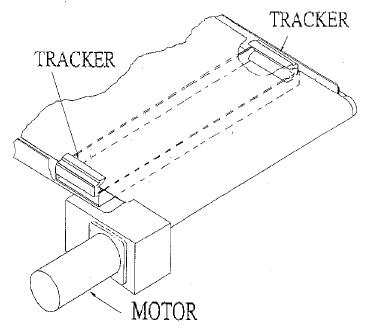
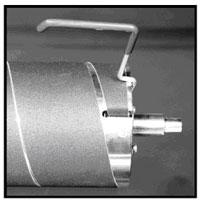
ной основе. Закрутить снизу! Смонтируйте боковые ведущие элементы
подающей ленты (Tracker, рис. 2) на нижней стороне подачи. Вы существенно облегчаете
этим установку подающей ленты.
 |
Соедините провод двигателя с коробкой управления.
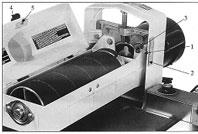
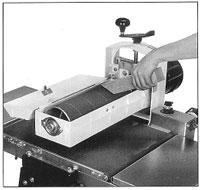
Для открытия крышки барабана отожмите ручку (4, рис. 3) внутрь и поднимите ее.
 |
Установить шлифовальное устройство параллельно подающей ленте (см. главу 7.4.).
Поставить абразивную ленту (см. главу 7.1.).
Опускать шлифовальное устройство до тех пор, пока барабан не коснется подающей лен-
ты и установить указатель (1, рис. 3) на шкале высоты (2, рис. 3) на 0-положение.
5.3. Электрические соединения
Подключение к сети станка, а также используемые удлинители должны соответство-
вать инструкции. Напряжение в сети и частота должны совпадать с данными на фирменных
табличках станка. Заводская защита предохранителем должна составлять при этом 16 А.
Используйте только соединительный провод с обозначением Н07RN-F.
Подключение и ремонт электрооборудования должен проводиться специалистом элек-
триком с допуском. При перегрузке двигателя он автоматически отключается.
После охлаждения в течение примерно 2 минут можно снова нажать на выключатель
тепловой защиты на клеммном разъёме двигателя.
ВНИМАНИЕ:
Если Вы нажмете на кнопку защиты от перегрузки, произойдет самопроизвольное
включение станка!
5.4. Подключение вытяжной установки
Станок должен перед включением быть подсоединен к вытяжке таким образом, чтобы
при включении шлифовального механизма вытяжка автоматически включалась одновре-
менно со станком. Минимальная скорость струи воздуха долж-
на составлять 20 м/сек. Вытяжные шланги должны соответствовать параметру „трудно
возгораемый“ и должны быть соединены с системой заземления вытяжного устройства.
5.5. Включение станка
Включение станка происходит с помощью зеленой кнопки на коробке управления. Крас-
ная кнопка на коробке управления служит для отключения станка.
Поворотный выключатель (3, рис. 1) приводит в движение подающую ленту и регули-
рует скорость подачи от 0 до 100 % (0 – 3 м/мин).
С помощью рычага, регулирующего высоту, установите шлифовальный барабан на желае-
мый размер шлифования.
6. ЭКСПЛУАТАЦИЯ СТАНКА
Правильная позиция при работе со станком:
Чтобы подать заготовку в станок, встаньте сбоку от входного отверстия.
Обращение с заготовкой:
Подвод заготовки осуществляется автоматически навстречу вращению барабана.
Заготовки подавать толстым концом вперед, необрабатываемой стороной вниз.
Не работайте с сильно закрученными или гнутыми заготовками или с заготовками, силь-
но отличающимися на своем протяжении по толщине. Заготовки короче 60 мм не обраба-
тываются. Одновременно можно шлифовать не более 2 заготовок. Подводить к двум
концам барабана. Длинные заготовки крепятся роликовыми стойками.
Основной порядок работы:
1. Установить размер шлифовки
2. Включить шлифовальный барабан
3. Включить подачу и выбрать скорость подачи
4. Включить вытяжную установку
5. Подвести заготовку
ОБЩЕЕ ПРЕДУПРЕЖДЕНИЕ:
Держитесь всегда на достаточном расстоянии от шлифовального барабана.
Никогда не хватайтесь пальцами за низ шлифовального барабана.
РАБОЧИЕ УКАЗАНИЯ:
Начните работу с грубой абразивной бумаги и меняйте ее постепенно на более мелкую
(см. главу 7.2.). Слишком мелкое зерно может спалить от-
шлифованную поверхность (дуб, например, из-за своей пористости очень чувствителен).
Заготовку по возможности установите с наклоном. Если шлифуют диагонально по отно-
шению к волокну, возможна более высокая скорость подачи, а загрузка абразивной бума-
ги меньше.
 |
Даже ничтожный угол установки приводит к разнице в снятии поверхности
Оптимальный наклон составляет около 60°. Лучшая чистота поверхности достигается
шлифованием в направлении волокна за оба последних прохода.
шлифовка поверхности происходит лучше тогда, когда много раз совершаются проходы
с минимальной подачей и высокой скоростью. Регулярно очищайте абразивную бумагу
(см. главу 7.3.). Переворачиванием абразивной бумаги можно существенно увеличить
срок ее службы. Поврежденные или изношенные абразив-
ные ленты необходимо сразу заменять. Оптимальная подача требует некоторого
опыта и в значительной степени зависит от зерна абразивной ленты, скорости подачи и
типа древесины. Если заготовка застряла, поднимите шлифовальный барабан.
При перегрузке реагирует защита двигателя от перегрузок. Можно будет нажать на
«повтор» примерно через 2 мин. Отключить станок, если не требуется про-
должать работу.
7. РАБОТЫ ПО НАЛАДКЕ И УСТАНОВКЕ
Общие указания
Перед началом работ по наладке и установке станок должен быть защищен от слу-
чайного включения. Вытащить штепсель из розетки!
После каждой процедуры наладки и установки проверяйте свободное движение абра-
зивной ленты.
7.1. Установка абразивной бумаги
Отключить электричество, вытащив штепсель из розетки.
Поднять зажимную рукоятку левого конца барабана.
 |
тить зажимную рукоятку. Намотать абразивную ленту на барабан,
избегать при этом перехлестов ленты.
 |
 |
УКАЗАНИЕ:
До основания паза следует оставлять немного свободного места (рис. 8), чтобы не по-
влиять на функцию дополнительного натяжения.
 |
зивной ленты (рис. 9) требуется, когда рукоятка зажима зависает на оси барабана (когда
исчерпаны подтягивающие движения).
 |
Инструменты TUF:
Чтобы облегчить натяжение абразивной ленты, в поставке имеется вспомогательный
хомут (инструменты TUF). Вставьте его в отверстие рукоятки зажима (рис. 10).
 |
на. Поверните вспомогательный хомут против часовой стрелки и зафиксируйте таким обра-
зом абразивную ленту.
 |
Конец абразивной ленты ввести в паз барабана. Отвести рукоятку зажима в подходящую позицию.
Снять вспомогательный хомут.
7.2. Выбор абразивной бумаги
Выбор правильного зерна абразивной ленты чрезвычайно важен для оптимизации ре-
зультата шлифования. Шлифуйте сначала грубым зерном, а затем
постепенно переходите на более мелкое. Перепрыгивайте только через одну ступень.
Слишком тонкое зерно и изношенные абразивные ленты могут оставить прижоги на заго-
товке. Зерно 36: снятие слоя поверхности и удаление прижогов.Зерно 60: калибровка и
шлифовка поверхности.
Зерно 80: легкая калибровка и шлифовка поверхности, наиболее распространенное зерно.
Зерно 100 и 120: шлифовка поверхности и чистовая шлифовка.
Зерно 150, 180 и 220: только для чистовой шлифовки.
7.3. Чистка абразивной бумаги
Регулярно очищайте абразивную бумагу чистящим карандашом, имеющимся в поставке.
Удаляя отложения пыли, Вы тем самым значительно продлеваете срок службы абра-
зивной бумаги.
ВНИМАНИЕ:
Носите всегда прилегающую одежду и защищайте глаза. Будьте внимательны и скон-
центрированы. Включайте шлифовальный барабан при открытой крышке.
Ведите чистящий карандаш вдоль вращающегося шлифовального барабана.
Рекомендуется, появляющиеся после этого остатки резины удалять щеткой.
 |
Переворачиванием абразивной бумаги можно повысить срок ее службы. Этим Вы за-
действуете новые абразивные частицы.
7.4. Выравнивание барабана
Отключить ток, вытащив штепсель из розетки. Удалите абразивную бумагу и используйте
в качестве шаблона прямую рейку (рис. 13).
 |
шению к подающей ленте.Для выравнивания барабана ослабьте че-
тыре шестигранных болта (1+2, рис. 14). Тем самым болты (1, рис. 14) становятся центром
вращения.
 |
Выровняйте барабан с помощью установочной ручки (5, рис. 14) параллельно и затяните
четыре шестигранных болта. Точное центрирование барабана:
При шлифовании широких заготовок за два прохода особенно важно точное центрирова-
ние. Свободный конец барабана должен быть параллельным или слегка возвышаться.
Если шлифовальные картинки перехлестнулись, ослабьте четыре шестигранных болта
(1+2, рис. 14) и поднимите свободный конец барабана поворотом установочной ручки (5,
рис. 14) по часовой стрелке и снова затяните шестигранные болты.
ВНИМАНИЕ:
работайте установочной ручкой (5, рис. 14) только при ослабленных шестигранных болтах
(1+2, рис. 14).
7.5. Установка подающей ленты
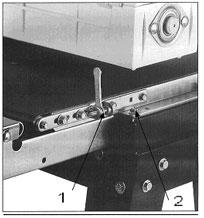
Установите при помощи установочных гаек (1, рис. 15) одинаковое натяжение с обоих
концов ленты.
 |
При недостаточном натяжении ленты ведущий валик во время обработки может про-
скальзывать. Подающая лента считается ослабленной,
когда ее можно остановить движением руки. Установка движения ленты осуществляется
при высокой скорости подающей ленты.Подтяните подающую ленту на той стороне,
куда подается лента, и ослабьте в той же мере натяжение ленты напротив.
Поверните стяжные гайки на четверть оборота и понаблюдайте за реакцией.
7.6. Замена подающей ленты
Отключите ток, вытащив штепсель из розетки. Вытащите провод двигателя из коробки
управления. Ослабьте натяжение подающей ленты. Удалите четыре шестигранных болта (2,
рис. 15), которые соединяют подающее устройство с цоколем станка.
Снимите подающее устройство со станка. Снимите подающую ленту.
Установка новой подающей ленты осуществляется в обратном порядке.
8. ТЕХОБСЛУЖИВАНИЕ И ОСМОТР
Общие указания
Перед работами по техобслуживанию, очистке и ремонту станок нужно защитить от слу-
чайного включения. Вытащить штепсель из розетки !
Регулярно проверять абразивную ленту на случай возможного разрыва.
Немедленно меняйте поврежденную ленту. Через регулярные промежутки времени
контролируйте правильную установку направляющего устройства для ленты.
Ослабьте натяжение абразивной ленты при более длинных паузах в работе.
Через регулярные промежутки времени очищайте станок.
Ежедневно проверяйте нормальное функционирование вытяжной установки.
Поврежденные защитные устройства меняйте незамедлительно.
Работать только при наличии всех защитных устройств.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки,
плоские, поликлиновые, клиновые и другие ремни, а также цепи, используемые в конст-
рукции станка, относятся к деталям быстроизнашивающимся (расходные материалы) и тре-
буют периодической замены. Гарантия на такие детали не распространяется. Защитные
кожуха, отдельные детали из пластика и алюминия, используемые в конструкции станка,
выполняют предохранительные функции. Замене по гарантии такие детали не подлежат.
Подключение и ремонт электрооборудования должен производить только электрик с
допуском.
9. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
двигатель не вращается
*нет тока - проверить предохранитель;
*двигатель, выключатель или кабель поврежден – связаться со специалистами;
*среагировала защита от перегрузки - охладить двигатель и снова нажать выключатель
тепловой защиты. Уменьшить скорость подачи или прижим барабана.
подающая лента тормозит
*недостаточное натяжение ленты - ленту дополнительно натянуть;
*приводная муфта ослабла - выровнять сглаживание и затянуть установочные винты;
заготовка проскальзывает на ленте
*загрязненная или изношенная лента подачи - заменить ленту;
сильная вибрация станка
*пыль внутри барабана - продуть пыль из барабана;
*станок стоит неровно - выровнять;
абразивная лента ослабла
лента плохо затянута - натянуть ленту;
прижог поверхности заготовки
*слишком большая подача для тонкого зерна - использовать абразивную ленту с более
грубым зерном;
*подача слишком медленная - повысить скорость подачи;
*;абразивная лента забилась - сократить подачу, поставить заготовку по диагонали, по-
чистить абразивную ленту;
*износ абразивной ленты - избегать стирание барабана, перевернуть абразивную ленту,
заменить абразивную ленту;
*перехлест абразивной ленты - подтянуть абразивную ленту;
следы шлифования на заготовке
*неравномерная подача - лента подачи проскальзывает (см. выше);
*неправильно подобранное зерно абразивной ленты – см. в начале;
Шлифуйте более грубым зерном и шаг за шагом переходите к более мелким.
*плохая центровка барабана - отцентровать барабан;
*вибрация станка (см. выше).
10. ПРИНАДЛЕЖНОСТИ
Арт. № 60-0505 Чистящий карандаш
Арт. № 61-1012 Лента подачи
Арт. № 98-1601 Раздвижной столик.
Комплект удлинений.
Арт. № 98-0130 Передвижное устройство.
Для абразивных лент различного зерна см.
прейскурант JET.
Касается:
Всех 16-32 Plus барабанных шлифовальных
станков
Всех 22-44 Plus барабанных шлифовальных
станков
Часто встречающаяся ошибка монтажа:
Два передних подающих ролика – не параллельны, из-за этого подающая лента отклоняется
при движении в сторону. Керамические элементы не в состоянии остановить грубый перекос
ленты, в результате подающая лента может порваться.
При монтаже станины станка на нижнюю подставку следите за тем, чтобы нижняя подставка
имела ровную опорную поверхность.
Нижняя подставка – это жесткая конструкция, при прикручивании – станина станка может
неровно натянуться.
Как следствие, прикрученное к станине станка подающее устройство также, в свою очередь,
располагается неровно (подающие ролики не параллельны). Подающая лента постепенно все
больше и больше движется косо (1) и в сторону (2).
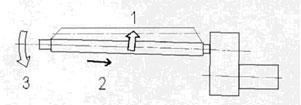 |
Необходимо восстановить параллельность осей (3).
Открутить винты нижней подставки, выровнять ее и снова затянуть винты.
Или использовать специальные прокладки между станиной станка и подающим устройством
Дальнейшие указания:
для продления срока службы подающей ленты не натягивайте ее слишком сильно (не боль-
ше чем необходимо для передачи усилия) на новом станке лента должна «походить» на холо-
стом ходу в течение 15 минут. Выпуклости ленты, возникшие во время хранения, за это время
расправятся (ленту при этом не натягивайте!).