BD-920 W
Инструкция по эксплуатации токарного станка BD-920W
ВМХ Тул Груп АГ (WMH Tool Group AG) Банштрассе 24, CH-8603 Шверценбах
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта
инструкция разработана для владельцев и обслуживающего персонала токарного станка по металлу
типа BD-920W с целью обеспечения надежного пуска в работу и эксплуатации станка, а также его
технического обслуживания. Обратите, пожалуйста внимание на информацию этой инструкции по
эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по
технике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете
проводить работы по техническому обслуживанию. Для достижения максимального срока службы и
производительности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
Данный станок является станком класса «хобби», и предназначен для индивидуального (бытового)
применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не
предназначен для использования на производстве. Если Вы планируете эксплуатировать станок в более
производительных условиях, рекомендуем проконсультироваться с представителем продавца или
сервисного центра JET о возможностях оборудования.
2. Гарантийные услуги JET
Компания JET стремится к тому, чтобы ее продукты отвечали высоким требованиям
клиентов по качеству и стойкости. JET гарантирует первому владельцу, что
каждый продукт не имеет дефектов материалов и дефектов обработки, а именно:
2 ГОДА ГАРАНТИЯ JET НА ВСЕ ПРОДУКТЫ, ЕСЛИ НЕ ПРЕДПИСАНО НИЧЕГО ДРУГОГО.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или
косвенными нарушениями, невнимательностью, случайными повреждениями,
неквалифицированным ремонтом, недостаточным техническим обслуживанием, а
также естественным износом. Гарантия JET начинается с даты продажи
первому покупателю. Для использования гарантии JET, дефектный
продукт или деталь должны быть доставлены уполномоченному торговцу изделиями JET для исследования.
Подтверждение даты приобретения и объяснение претензии должны быть приложены к товару.
Если наш контроль установит дефект, то мы производим ремонт этого продукта или его замену.
JET возвращает отремонтированный продукт или производит его замену бесплатно. Если. Однако,
будет установлено, что дефект отсутствует или его причины не входят в объем гарантии JET, то
клиент сам несет расходы за хранение и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение m деталей и принадлежностей, если это будет
признано целесообразным.
3. Безопасность
3.1 Применение согласно предписанию
Станок предназначен для точения и сверления обрабатываемых резанием металлов и пластмасс.
Обработка других материалов является недопустимой или в особых случаях может
производиться после консультации с производителем станка.
Запрещается обрабатывать магний- высокая опасность возгорания!
Применение по назначению включает в себя также соблюдение инструкций по эксплуатации и
техническому обслуживанию, предоставленных изготовителем.
Станок разрешается обслуживать лицам, которые ознакомлены с его работой и
техническим обслуживанием и предупреждены о возможных опасностях.
Необходимо соблюдать также установленный законом возраст.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуатации, и
особыми предписаниями Вашей страны необходимо принимать во внимание
общепринятые технические правила работы на металлообрабатывающих станках.
Каждое отклоняющееся от этих правил использование рассматривается как
неправильное применение и изготовитель не несет ответственности за повреждения,
происшедшие в результате этого. Ответственность несет только пользователь.
3.2 Общие указания по технике безопасности
Металлообрабатывающие станки при неквалифицированном обращении представляют
определенную опасность. Поэтому для безопасной работы необходимо соблюдение
имеющихся предписаний по технике безопасности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию по эксплуатации, прежде чем Вы начнете монтаж
станка и работу на нем. Храните инструкцию по эксплуатации, защищая
ее от грязи и влаги, рядом со станком и передавайте ее дальше новому владельцу станка.
На станке не разрешается проводить какие-либо изменения, дополнения и перестроения.
Ежедневно перед включением токарного станка проверяйте безупречную работу и наличие необходимых
защитных приспособлений. Необходимо сообщать об обнаруженных
недостатках на станке или защитных приспособлениях и устранять их с привлечением
уполномоченных для этого работников. В таких случаях не проводите на станке никаких
работ, обезопасьте станок посредством вытягивания сетевого штекера.
Для защиты длинных волос необходимо надевать головной убор или косынку.
Работайте в плотно прилегающей одежде. Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не работайте в прогулочной обуви.
Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций.
При работе на станке не надевать перчатки. Во время работы надевайте защитные очки.
Станок должен быть установлен так, чтобы было достаточно места для его обслуживания и
подачи заготовок. Следите за хорошим освещением. Следите за тем, чтобы станок устойчиво стоял
на твердом и ровном основании. Следите за тем, чтобы электрическая проводка
не мешала рабочему процессу и чтобы об нее нельзя было споткнуться.
Содержите рабочее место свободным от мешающих заготовок и прочих предметов.
Никогда не пытайтесь схватиться за подвижные элементы станка во время его работы.
Будьте внимательны и сконцентрированы. Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием психотропных средств, таких как
алкоголь и наркотики. Принимайте во внимание,что медикаменты также могут оказывать вредное
воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места.
Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок.
Не используйте станок поблизости от мест хранения горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например
с помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Всегда работайте только с острым инструментом. Никогда не работайте при открытом защитном
экране и кожухе ремня. Перед началом работы удалите из патрона ключ и другие инструменты.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
Удалять стружку и заготовки только при остановленном станке.Не становитесь на станок.
Работы на электрическом оборудовании станка разрешается проводить только
квалифицированным электрикам. Немедленно заменяйте поврежденный силовой кабель.
Сохраняйте безопасное расстояние между Вашими пальцами и вращающимися элементами и стружкой.
Соблюдайте правильность установки кулачков патрона. Перед началом обработки проверьте, что
заготовка надежно закреплена. Не превышайте размер зажима патрона.
Консольно зажимайте только короткие заготовки. Если длина зажимаемой заготовки в 3 и более
раз превышает ее диаметр, необходимо использовать заднюю бабку. Старайтесь не обрабатывать заготовки с
небольшим зажимным диаметром и большим диаметром обработки. Старайтесь не обрабатывать заготовки с
небольшой зажимной длиной. Заготовка должна плотно прилегать к кулачкам.
Не превышайте ограничение числа оборотов зажимных устройств. Нарезайте резьбу и обрабатывайте
несбалансированные заготовки на малом числе оборотов. Работайте с закрытым защитным экраном шпинделя.
Высокая опасность травмы! При обработке длинных заготовок используйте люнет. Длинная и тонкая заготовка может
согнуться при обработке. Никогда не переставляйте заднюю бабку или
пиноль задней бабки во время работы станка. Удаляйте стружку только при отключенном
станке, используйте специальный крюк. Не останавливайте зажимной патрон или заготовку рукой.
Производите контрольные и регулировочные работы только при выключенном станке.
Работы по переоснащению, регулировке и очистке станка производить только при полной
остановке станка и при вытащенном сетевом штекере.
3.3 Остаточные опасности
Даже при использовании станка в соответствии с инструкциями имеются следующие остаточные
опасности: Опасность от вращающейся заготовки и зажимного патрона.
Опасность из-за разлетающейся стружки и горячих частей заготовок.
Опасность из-за шума и пыли. Обязательно надевать средства индивидуальной
защиты, такие как защитные очки и наушники. Опасность поражения электрическим током при
неправильной прокладке кабеля.
4. Спецификация станка
4.1 Технические характеристики BD-920W
| Диаметр обработки над станиной | 225 мм |
| Диаметр обработки над суппортом | 135 мм |
| Длина обработки | 500 мм |
| Конус шпинделя | MK-3 |
| Крепление шпинделя | 38 x 8 TPI |
| Проходное отверстие шпинделя | 22 мм |
| Частота вращения шпинделя | 110-1700 об/мин |
| Ход пиноли задней бабки | 40 мм |
| Конус пиноли задней бабки | MK-2 |
| Ход поперечного суппорта | 125 мм |
| Ход верхнего суппорта | 45 мм |
| Макс размер крепления инструмента | 12 x 12 мм |
| Шаг ходового винта | 1,5 мм |
| Передача | 0,5 / 1 / 2 |
| Диапазон подач | 0,02–0,5 мм/об |
| Метрическая резьба | 0,4–3,5 мм/об |
| Дюймовая резьба | 60 – 8 TPI |
| Диапазон подвижного люнета | 12-90 мм |
| Диапазон неподвижного люнета | 9,5-190 мм |
| Вес станка | 110 кг |
| Сетевое питание | 230В ~1/N/PE 50 Гц |
| Полезная мощность | 0,55 кВт (0.75 л.с.) |
| Рабочий ток | 4 A |
| Сечение силового кабеля (H07RN-F) | 3 x 1 мм² |
| Устройство защиты | 10 A |
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации
оборудования без уведомления потребителя. Настройка, регулировка, наладка и техническое
обслуживание оборудования осуществляются покупателем.
4.2 Уровень шума
Уровень мощности звука ( согласно EN 11202):
Холостой ход
Максимальное число оборотов 71,2 дБ(A)
Приведенные значения относятся к уровню испускания шума и не являются необходимым
уровнем для безопасной работы. Эта информация пригодна для того, чтобы дать
возможность пользователю станка лучше оценить подвержение опасности и возможные риски.
4.3 Объем поставки
Четырехпозиционный резцедержатель
Однопозиционный резцедержатель
Подвижный люнет
Неподвижный люнет
Комплект сменных шестерен
Невращающийся центр MK-2
Невращающийся центр MK-3
Резьборезный механизм
Натяжная панель
Четырехкулачковая планшайба Ø180 мм
Универсальный трехкулачковый патрон Ø100 мм
Крепежная планшайба Ø180 мм
Принадлежности для монтажа
Инструкция по эксплуатации
Список запасных частей
Сертификат точности
5. Транспортировка и пуск в эксплуатацию
5.1. Транспортировка и установка
Установка станка должна производиться в закрытом помещении, при этом являются
вполне достаточными условия обычной мастерской. Станок может быть установлен как на ровном
устойчивом к нагрузкам столе, так и на специальной станине (принадлежность).
5.2 Монтаж
Если Вы при распаковке обнаружили повреждения вследствие транспортировки,
немедленно сообщите об этом Вашему продавцу, не запускайте станок в работу!
Утилизируйте, пожалуйста, упаковку в соответствии с требованиями охраны
окружающей среды. Удалите защитную транспортную смазку спомощью мягких растворителей.
Чтобы избежать перекоса станины станка, поверхность установки должна быть абсолютно ровной.
Внимание: Станок тяжелый! Будьте осторожны и не пытайтесь установить станок самостоятельно.
5.3 Подключение к электрической сети
Подсоединение к сети со стороны клиента, а также применяемые силовые кабели должны
соответствовать предписаниям. Обратите внимание на то, чтобы напряжение и частота
тока в сети соответствовали параметрам, указанным на фирменной табличке станка.
Установленное изготовителем защитное устройство должно быть рассчитано на 10 А.
Применяйте для подсоединения только кабели с обозначением H07RN-F.
Подключение и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам.
5.4 Пуск в эксплуатацию
Станок включается посредством нажатия зеленого выключателя: С помощью красного
выключателя производится остановка станка. С помощью переключателя направления может
быть установлено как левое, так и правое вращения шпинделя.
Внимание:
Запрещается переключать направление хода во время резания.
6. Работа станка
Внимание:
Работы по переоснащению, регулировке и очистке станка производить только при полной
остановке станка и при вытащенном сетевом штекере. Производите контрольные и регулировочные
работы только при выключенном станке. Перед началом работы проверьте, надежно ли зажата заготовка.
Не останавливайте зажимной патрон или заготовку рукой. Сохраняйте безопасное расстояние между
Вашими пальцами и вращающимися элементами и стружкой. Удаляйте стружку только при отключенном
станке, используйте специальный крюк. Никогда не работайте при открытом защитном
экране патрона и крышке ременной передачи. Нарезайте резьбу и обрабатывайте
несбалансированные заготовки на малом числе оборотов. Запрещается обрабатывать магний-
высокая опасность возгорания!
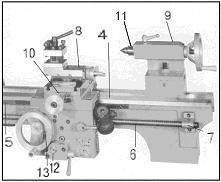
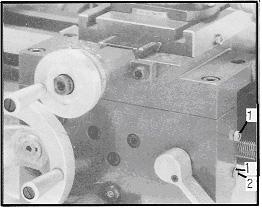
6.1 Элементы управления
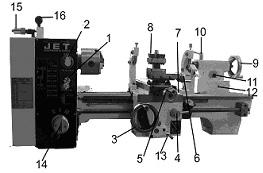 |
1. Основной выключатель мотора
2. Переключатель направления вращения мотора
3. Маховик продольного суппорта
4. Рычаг гайки ходового винта
5. Маховик поперечного суппорта
6. Ручка верхнего суппорта
7. Зажимной винт продольного суппорта
8. Четырехпозиционный резцедержатель
9. Маховик пиноли задней бабки
10. Зажимной рычаг пиноли задней бабки
11. Фиксатор задней бабки
12. Поперечная регулировка задней бабки
13. Рычаг автоматической подачи
14. Переключатель скорости подачи
15. Рычаг направления подачи
16. Рычаг натяжения ремня
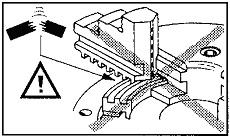
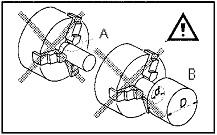
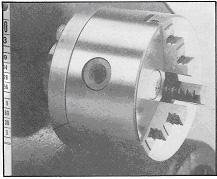
6.2 Зажим заготовки
Соблюдайте правильность установки кулачков. Зубцы кулачков и архимедова спираль патрона
должны находиться в полном зацеплении. Выступающие кулачки могут сломаться и
вылететь в процессе работы (Рис. 2).
 |
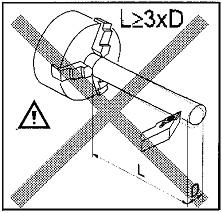
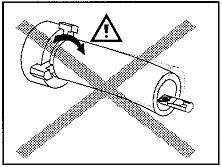
Избегайте консольно зажимать длинные заготовки. Они могут погнуться (Рис. 3) или
вырваться (Рис. 4). Используйте заднюю бабку или люнет.
 |
 |
 |
6.3 Зажим резца
Угол резания только тогда будет иметь необходимое значение, когда режущая кромка
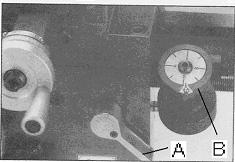
резца установлена по центру оси заготовки. Контролировать правильность установки высоты
резца с помощью подкладок можно по центру задней бабки (Рис. 6).
 |
Зажимайте резец в четырехпозиционном резцедержателе, по меньшей мере, двумя винтами.
Не затягивайте винты слишком сильно. Избегайте значительного вылета резца.
6.4 Выбор числа оборотов вращения шпинделя
Необходимое число оборотов шпинделя зависит от типа обработки, диаметра обработки,
материала заготовки и инструмента. Рекомендации по выбору числа оборотов
действительны для диаметра обработки 10 мм и использования инструмента из Р6М5
(быстрорежущая сталь).
Алюминий, латунь 1500 об/мин
Чугун: 1000 об/мин
Сталь (Сталь 15): 800 об/мин
Сталь (Сталь 45): 600 об/мин
Нержавеющая сталь: 300 об/мин
При использовании инструментов из твердых сплавов число оборотов может быть увеличено в 5 раз.
Т.е. чем больше диаметр обработки, тем ниже возможное число оборотов.
Например:
Для стали (Сталь 15) с диаметром 20 мм возможное число оборотов.
400 об/минс инструментами из Р6М5
2000 об/минс инструментами из Т15К6
Установка числа оборотов:
Отключите станок от сети, вытащив сетевой штекер.
Открутите предохранительный винт и откройте кожух ремня.
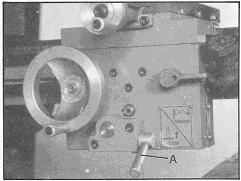
Ослабьте натяжение ремня, подняв рычаг натяжения ремня (A, Рис. 7).
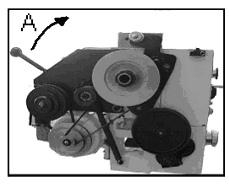 |
Установите ремень в соответствии со схемой положения ремня в зависимости от числа оборотов.
Натяните ремень. Закройте и зафиксируйте предохранительный кожух ремня.
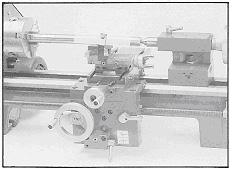
6.5 Ручная обработка
Для продольной и диаметральной обработки суппорт станка (продольный, поперечный и
верхний) может перемещаться посредством маховиков (Рис. 8).
 |
6.6 Автоматическое продольное перемещение
Рычаг передач подачи обеспечивает три различных варианта автоматической обработки.
Возможно также установить и другие величины подач, используя сменные колеса.
Автоматическая подача включается посредством подъема переключающего рычага на фартуке суппорта(A, Рис. 9).
 |
зажатия заготовки, глубины резки и требуемого качества обработки.
Например:
Наружная обработка хорошо зажатой 20мм заготовки из стали (Сталь 15) с использованием
инструмента из Р6М5 при скорости 350 об/мин. Установка следующих сменных колес (Рис. 10)
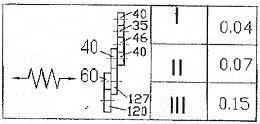 |
Черновая обработка:
Глубина резания 1,5 мм
Подача мм на оборот 0,15 мм/об
(III передача)
Получистовая обработка:
Глубина резания 0,5 мм
Подача мм на оборот 0,07 мм/об
(II передача)
Чистовая обработка:
Глубина резания 0,2 мм
Подача мм на оборот 0,04 мм/об
(I передача)
При черновой обработке заготовки большого диаметра уменьшайте глубину резания!
6.7 Нарезание резьбы
Резьба нарезается за несколько проходов с использованием специального профильного резца.
Глубина резания должна составлять около 0,2 мм, а для последнего чистового прохода еще меньше.
Нарезание метрической и дюймовой резьб: Установите необходимый шаг и глубину
обработки для первого прохода. Закройте гайку ходового винта (A, Рис. 11).
Гайка остается во время всего процесса нарезания резьбы закрытой.
- Включите станок на наименьшем числе оборотов.
- После окончания резания остановите мотор и одновременно отведите поперечный суппорт с
резьбовым резцом от заготовки (Внимание - инерция: Заблаговременно останавливайте мотор).
- Запустите мотор в противоположном направлении, дождитесь, пока резец не возвратится в свое
исходное положение.
- Установите снова глубину резания Повторите эти этапы до получения полного профиля резьбы.
Внимание:
Запрещается переключать направление вращения во время работы!
 |
Нарезание метрической резьбы с шагом 0,4/ 0,5/0,75/0,8/1 /1,5 /2 /3 мм:
Эта резьба может быть нарезана с помощью резьборезного механизма (B, Рис. 11).
В этом случае после каждого выполненного прохода гайка ходового винта может быть
открыта, и продольный суппорт возвращается маховиком в исходное положение.
Гайка может быть закрыта только у отметок маркировки (каждые 12 мм на винторезном
винте) резьборезного механизма.
Скользящая передача:
Чтобы избежать ненужных перегрузок привода, самая низкая ременная передача (110 об/мин)
снабжена предохранительной передачей. При случае необходимо уменьшить глубину резания.
6.8 Сверление
Для крепления спирального или центровочного сверла необходим быстрозажимной
самоцентрирующий сверлильный патрон с конусом Морзе-2 (опция).
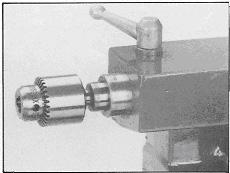 |
Чтобы вынуть сверлильный патрон, полностью закрутите пиноль задней бабки.
7. Работы по наладке и регулировке
Общие указания
Перед работами по наладке и регулировке станок должен быть предохранен от
непроизвольного включения. Вытащите сетевой штекер!
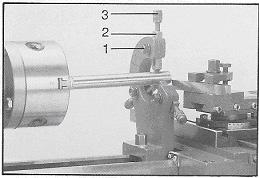
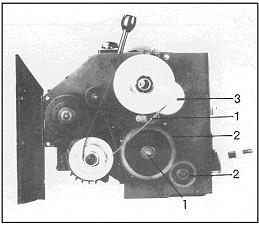
7.1 Установка сменных колес
Отключите станок от сети, вытащив сетевой штекер.
Открутите предохранительный винт и откройте кожух ремня.
-Открутите винт (1, Рис. 13)
-Снимите винт (2), шайбу (3) и сменное колесо (6)
-Открутите осевой болт (7), пока он не сможет перемещаться.
-Открутите гайки (5), снимите шайбу (4) и сменное колесо (8).
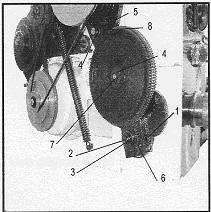 |
Сборка производится посредством установки необходимых сменных колес.
Соедините все сменные колеса. Установка необходимого значения бокового
зазора между зубцами достигается благодаря зажатию между зубцами полоски обычной бумаги
(…не забудьте затем извлечь ее!). Закройте и зафиксируйте кожух ремня.
7.2 Обработка в центрах
Оденьте хомут на заготовку. Зажмите заготовку в центрах.
Вращение передается на хомут водилом планшайбы (Рис. 14).
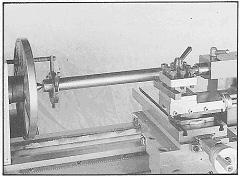 |
Смазывайте жесткий центр задней бабки, чтобы избежать износа.
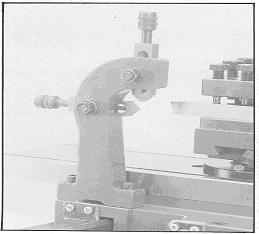
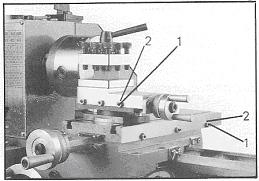
7.3 Обточка конуса с использованием задней бабки
До угла в 5° длинные конусы могут быть выточены посредством поперечного
перемещения задней бабки. Для перемещения открутите зажимный винт задней бабки (1, Рис. 15).
Выкрутите регулировочный винт на передней стороне (2) и соответствующим образом
отрегулируйте на задней стороне (3). Снова затяните регулировочные винты и
зажимный винт задней бабки. Заготовка должна быть зажата между центрами.
Вращение передается на хомут водилом планшайбы.
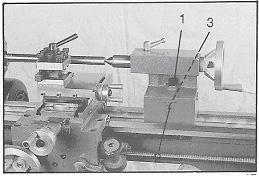 |
По окончании конической обработки задняя бабка возвращается в свое исходное положение.
Включите станок и при необходимости отрегулируйте его, чтобы снова установить.
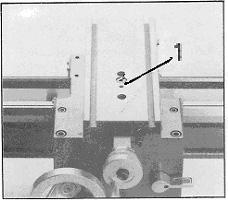
7.4 Коническая обработка с использованием верхнего суппорта
Посредством перемещения верхнего суппорта могут быть получены изделия конической формы.
После того, как Вы открутили обе шестигранные гайки (1, Рис. 16), верхний суппорт может быть
установлен в необходимое Вам положение на основе градусной шкалы.
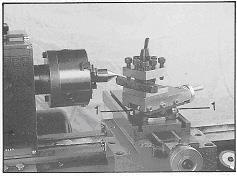 |
Верхний суппорт может быть повернут в любом положении.
7.5 Универсальный трехкулачковый патрон
С помощью универсального трехкулачкового патрона могут быть зажаты цилиндрические,
треугольные и шестигранные заготовки (Рис. 17).
 |
Для зажима заготовок большого диаметра используется набор из трех обратных кулачков.
Кулачки всегда должны устанавливаться в правильной последовательности.
Для скольжения губок по спирали патрона JET рекомендует использовать пасту Моликот или
равноценное смазочное вещество.
Внимание: Универсальный трехкулачковый патрон и планшайба снабжены резьбовым штифтом в
приемном фланце. Это исключает возможность проскальзывания основного шпинделя.
Перед снятием патрона или планшайбы с основного шпинделя сначала удалите резьбовой штифт.
При каждой сборке устанавливайте резьбовой штифт и надежно зажимайте его,
чтобы избежать ослабление крепления зажимного устройства во время работы.
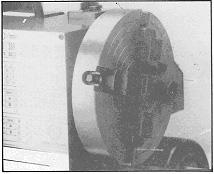
7.6 Четырехкулачковый патрон
Этот патрон имеет четыре отдельно устанавливаемые кулачки (Рис. 18).
Это обеспечивает возможность зажима четырехугольных и несимметричных заготовок, а
также точное выравнивание по центру цилиндрических заготовок.
 |
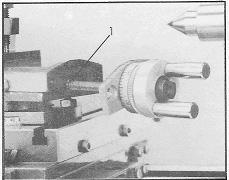
7.7 Вращающийся центр (опция)
Центр крепится в пиноли задней бабки и должен обязательно использоваться при частоте
вращения более 500 об/мин.
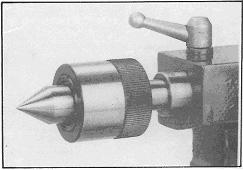 |
Чтобы извлечь центр, полностью открутите назад пиноль задней бабки.
7.8 Неподвижный и подвижный люнет
Неподвижный люнет
Люнет предназначен, преимущественно, для опоры длинных заготовок и обеспечивает
надежную обработку без вибраций. Неподвижный люнет крепится на станине токарного станка
с помощью нижней панели.Вращайте винты с накатной головкой (3, Рис. 20)
пока все упорные губки (2) не соприкоснутся с заготовкой, не зажимая ее.
Затяните шестигранные гайки (1). Во время хода основательно смажьте скользящие губки.
 |
Люнет устанавливается на продольном суппорте и повторяет движения резца. Он помогает
избежать прогиба длинных и тонких заготовок под давлением резца (Рис. 21).
 |
Установите губки без зазора, но и без зажима.
8. Техническое обслуживание и контроль
Общие указания
Перед работами по техническому обслуживанию и очистке станок должен быть предохранен от
непроизвольного включения. Вытащите сетевой штекер! Производите очистку станка через равномерные
отрезки времени. Немедленно заменяйте поврежденные защитные устройства.
Подключение и ремонт электрического оборудования разрешается проводить только
квалифицированным электрикам. Учитывайте, что приводные ремни (плоские,
клиновые, поликлиновые), используемые в конструкции станка, относятся к деталям
быстроизнашивающимся, требуют контроля износа и натяжения и периодической замены.
Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из пластика
и алюминия, используемые в конструкции станка, выполняют предохранительные функции. Замене
по гарантии такие детали не подлежат.
8.1 План смазочных работ
См. Рис. 22 и Рис. 23.
Еженедельно смазывать:
1…Болт колеса – пресс-масленка
3…Слегка смазать зубцы реверсивной передачи
4…Слегка смазать направляющие станины
6…По всей длине смазать ведущий винт
7…Опора ведущего винта – пресс-масленка
8…Направляющую и винт верхнего суппорта
9…Заднюю бабку – пресс-масленка
10..Суппорт – пресс-масленка
12..Ось рычага подачи
13..Фартук суппорта – пресс-масленка
Еженедельно смазывать:
2…Слегка смазать зубцы сменных колес
5…Полностью смазать зубчатую рейку
11..Полностью смазать пиноль задней бабки
 |
 |
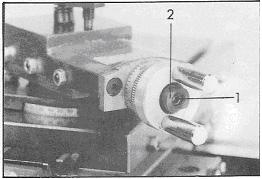
8.2 Регулировка подшипника шпинделя
Роликовый подшипник основного шпинделя был установлен без зазора на заводе-производителе.
Если после длительного использования образовался зазор, необходимо отрегулировать подшипники.
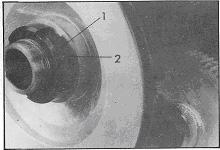 |
Освободите резьбовой штифт (1, Рис. 24). Осторожно вытащите гайку с канавкой (2), используя специальный ключ.
Шпиндель должен свободно проворачиваться, слишком сильное натяжение может повредить подшипник.
Снова зажмите резьбовой штифт.
8.3 Установка направляющей суппорта
Оба суппорта оборудованы регулировочными планками и могут быть установлены посредством винтов
(1, Рис. 25) и контргаек (2) без зазора.
 |
8.4 Регулировка поперечного суппорта
Снимите верхний суппорт и отрегулируйте резьбовой штифт (1, Рис. 26) таким образом,
чтобы винт был снова без зазора соединен с гайкой.
 |
8.5 Установка верхнего суппорта
Открутите опору винта, как показано на рисунке. Отрегулируйте резьбовое кольцо (1, Рис. 27)
таким образом, чтобы винт был снова без зазора соединен с гайкой.
 |
8.6 Регулировка винта верхнего суппорта
Освободите резьбовой штифт (1, Рис. 28). Отрегулируйте гайку (2) таким образом, чтобы
винт не имел зазора в радиальном направлении. Закрутите гайку на резьбовом штифте.
 |
8.7 Регулировка гайки ходового винта
Открутите две гайки (1, Рис. 29) справа на фартуке суппорта и отрегулируйте установочный
винты (2) таким образом, чтобы половинки гайки ходового винта без зазора были расположены в
своих направляющих. Закрутите гайки и винты.
 |
8.8 Замена штифта ведущего шпинделя
Если предохранительный штифт переломился вследствие перегрузок, его необходимо
заменить новым. Удалите старый штифт, используя пробойник. Совместите отверстия и установите новый штифт.
9. Устранение неисправностей
Мотор не работает
*Нет тока- Проверить соединительные провода и предохранитель.
*Дефект мотора, выключателя или кабеля - вызвать электрика.
Сильная вибрация станка
*Не сбалансирована заготовка - сбалансировать, уменьшить число оборотов.
*Плохо зажата заготовка - увеличить длину зажима или диаметр, использовать заднюю бабку.
*Плохо зажат инструмент - уменьшить вылет инструмента.
*Люфт суппорта - отрегулировать регулировочные планки.
*Направляющие суппорта работают всухую - смазать направляющие.
*Затупилась режущая кромка инструмента - заточить или заменить инструмент.
*Давление резания слишком велико -уменьшить глубину или длину резания.
Накаляется резец
*Скорость резания слишком высока - снизить число оборотов.
*Износилась режущая кромка инструмента- заточить инструмент.
Конусность заготовки
*Смещена задняя бабка - выставить заднюю бабку.
*Перекошена станина станка -поверхность натяжения должна быть ровной.
Не происходит автоматического перемещения
*Сломан штифт - заменить штифт.
10. . Поставляемые принадлежности
Артикул номер 321374
Станина станка
Артикул номер 465302
Вращающийся центр MK-2
Артикул номер 708343K
Быстрозажимной сверлильный патрон 13 мм
MK-2