DT45
1. ОБЩИЕ УКАЗАНИЯ
Сверлильно-присадочный станок DT45 предназначен для сверления пазов и фрезерование в пластях
и кромках щитовых деталей из древесины. Четырехсторонний шаблон позволяет выбирать шаг от 1"
до 2,5" (1 дюйм = 2,54 см (25,4 мм).
Не разрешается обрабатывать никакие металлические материалы.
Обработка других материалов является недопустимой или в особых случаях может производиться
после консультации с производителем станка.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуатации, и
особыми предписаниями Вашей страны необходимо принимать во внимание общепринятые техниче-
ские правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное при-
менение и продавец не несет ответственность за повреждения, произошедшие в результате этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до
станка должен быть не менее 3x1,5мм² (желательно медный, трёх жильный, с сечением каждой жи-
лы не менее 1,5 квадрата).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техническим
обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно со-
общите об этом Вашему продавцу.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | DT 45 |
| Артикул | 1791304 |
| Мин. габариты заготовки | 200 x 75 мм |
| Макс. габариты заготовки | 790 x 280 |
| Мин. высота соединения | 4,5 мм |
| Макс. высота соединения | 19 мм |
| Мин. глубина захода фрезы вертикально | 7 мм |
| Макс. глубина захода фрезы вертикально | 45 мм |
| Мин. глубина захода фрезы горизонтально | 7 мм |
| Макс. глубина захода фрезы горизонтально | 30 мм |
| Кол-во шпинделей | 1 |
| Частота вращения | 18,500 об/мин |
| Шаг | 1", 1 1/2", 2", 2 1/2" |
| Высота стола от пола | 890 мм |
| Габаритные размеры | 840 x 840 x 1550 мм |
| Двигатель | Герметичный с воздушным охлаждением (TEFC), 0,75 л.с., 1 ф., 220 В |
| Диаметр вытяжного штуцера | Передний 60 мм, задний 100 мм |
Мин. необходимая производительность всасывания подключаемой
|
~1000 м3/час |
| Вес брутто/нетто | 447/345 мм |
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации обо-
рудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
3. ОПИСАНИЕ
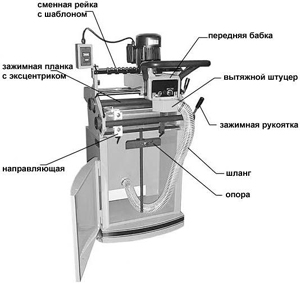
Терминология
Ниже представлены термины, используемые в данном руководстве
.
Распаковка
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу, не запускайте станок в работу! Не выбрасывайте упаков-
ку, пока не запустите станок в работу. Проверьте комплектность станка. Если Вы обна-
ружите недостающие детали, сообщите об этом Вашему продавцу.
Внимательно прочитайте инструкцию по монтажу, техническому обслуживанию и технике безо-
пасности.
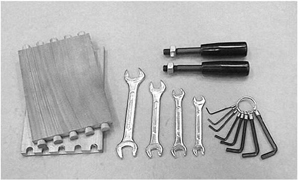
Комплект поставки
1 сверлильно-присадочный станок
2 рукоятки (с шестигранными гайками)
1 набор гаечных ключей (8-10, 11-13, 12-14 и
17-19 мм)
1 набор шестигранных ключей (1.5 – 6 мм)
2 Детали как образец соединения
1 Инструкция по эксплуатации
 |  |
Внимательно прочитайте инструкцию перед установкой и работой!
Несоблюдение правил техники безопасности может привести к серьезным повреждениям
и травмам!
Установка и сборка
Инструменты для монтажа
* Подъемник или таль со стропами / ремнями
* Ключ 11 мм (в комплекте поставки)
* Шестигранные ключи 4 and 5 мм (в комплекте поставки)
* Нож или кусачки
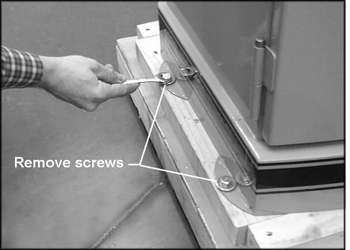
1. При помощи ключа 11 мм открутите 4 винта и
4 плоские шайбы, фиксирующие станок к
паллету (Рис. 1).
 |
или тали поднимите станок с паллеты и переместите в место установки. Устанавливайте
станок в хорошо освещенном сухом помещении. Обеспечьте достаточно места для работы
и технического обслуживания.
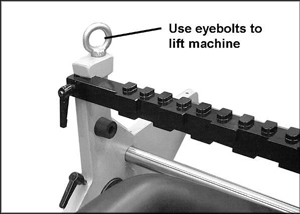 |
3. После установки станка рым-болт (Рис. 2) можно открутить.
4. Если необходимо, можно зафиксировать станок на полу при помощи винтов с квадратной
головкой через 4 отверстия в основании станины.
Внимание! Перед монтажом отключите станок от эл. сети.
5. Ремень фиксирует переднюю бабку к рымболту, чтобы избежать падения во время
транспортировки.
6. Металлические детали станка (стол, сменная рейка, зажимы, штифты и т.д.) смазаны на
заводе защитным средством. Его необходимо удалить мягкой тряпкой при помощи бензина
или растворителя. Не обрабатывайте растворителем пластиковые и прорезиненные дета-
ли, это приведет к повреждению деталей.
Монтаж ручки
Прорезиненная ручка (Рис. 3) была установлена наоборот для транспортировки, переверните
ручку перед началом работы.
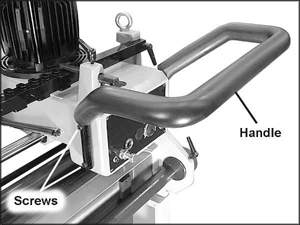 |
показано на Рис. 3.
2. При помощи 4 крепежных болтов зафиксируйте ручку к передней бабке.
3. Затяните 4 крепежных винта.
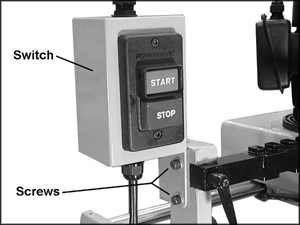
Установка выключателя
1. Снимите защитную упаковку с выключателя.
2. При помощи шестигранного ключа открутите
2 винта на левой стороне рамы. См. Рис. 4.
3. Установите корпус выключателя с пластиной к отверстиям и снова установите 2 винта, как
показано на Рис. 4.
 |
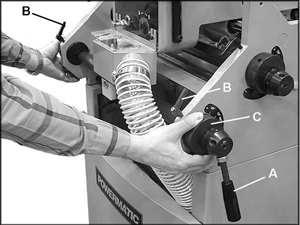
Монтаж вытяжного штуцера
1. Достаньте из подставки вытяжной кожух, подсоединенный к шлангу.
2. При помощи 4 мм шестигранного ключа ослабьте 2 крепежных винта на передней стен-
ке передней бабки (Рис. 5).
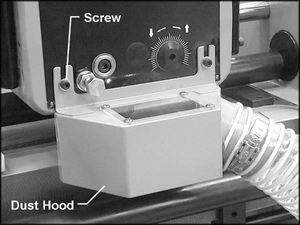 |
4. Затяните оба крепежных винта.
Монтаж зажимной рукоятки
С правой стороны станка находятся два эксцентрика прижима деталей (Рис. 6).
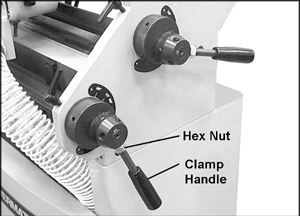 |
(в каждом эксцентрике три отверстия – выберете
такие отверстия, чтобы рукоятки не мешали друг другу).
После установки рукояток затяните шестигранные гайки при помощи гаечного ключа.
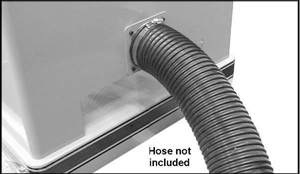
Подключение вытяжной установки
Рекомендуется подключать к станку вытяжную установку. Производительность всасывания вы-
тяжной установки должна быть не меньше 1000м3/час. Подсоедините шланг вытяжной уста-
новки к вытяжному штуцеру 100 мм на задней стенке корпуса (Рис. 7).
 |
Внимание: перед регулировочными работами отключите станок от эл.питания. Иначе
возможны серьезные травмы!
Нижняя опора под заготовку
Внутри корпуса станка находится опора под заготовку (Рис. 13), которая позволяет придержи-
вать заготовку в вертикальном положении. Для перемещения опоры вверх-вниз ослабьте сто-
порную ручку (А, Рис. 13). Затяните рукоятку, чтобы зафиксировать положение.
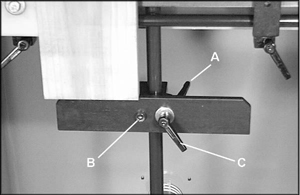 |
Рис. 13) при помощи 6 мм ключа и зажимную рукоятку (С, Рис. 13). Отрегулируйте опору и за-
фиксируйте положение при помощи стопорной рукоятки (С, Рис. 13) и стопорного винта (В, Рис.13).
Зажимные рукоятки
Все зажимные рукоятки (как, например, на Рис. 13) можно вращать, если они мешают двигаю-
щимся деталям станка. Потяните рукоятку и поверните, затем ослабьте, чтобы убедиться, что
рукоятка установлена правильно.
Прижимы детали
Прижимы детали крепятся в корпусе станка при помощи эксцентриковых зажимов. Вращайте ру-
коятку (А, Рис. 14), пока заготовка не будет зафиксирована. Не перетяните рукоятку, чтобы из-
бежать повреждения заготовки.
 |
товки. Толщина заготовки отображается на шкале, установленной на корпусе станка.
1. Ослабьте две зажимные рукоятки на передней стенке станины (В, Рис. 14).
2. Вращайте регулировочную рифленую ручку (С, Рис. 14) по обеим сторонам станка, пока
указатель на ручке не совпадет с необходимым значением толщины на шкале. Чтобы вы-
ставить прижимную планку параллельно столу, вращайте ручки одинаково.
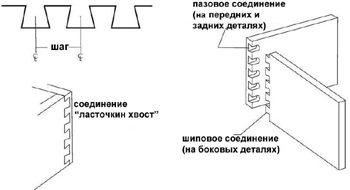
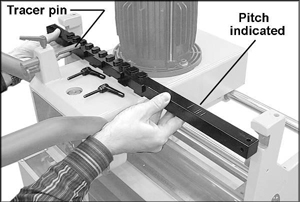
3. Затяните зажимные рукоятки (В, Рис. 14). Шаблон Четырехсторонний шаблон (Рис. 16) поможет
сделать соединения, где соединение шип-паз видно только с одной стороны. Соединение типа
«ласточкин хвост» можно сделать с разными шагами или формами. Возможные шаги:
1”, 1-1/2”, 2” и 2-1/2” (1 дюйм = 25,44 мм) Чтобы изменить шаг, следуйте указаниям:
1. Ослабьте один конец пружины на левой стороне передней бабки (Рис. 15) и тяните пе-
реднюю бабку по направлению к передней стенке станка, пока не появится копироваль-
ный палец шаблона (Рис. 16).
2. Ослабьте и снимите зажимные рукоятки с каждой стороны шаблоны.
3. Вытащите шаблон (Рис. 16), переверните в нужное положение и установите обратно.
4. Установите переднюю бабку назад и снова подсоедините пружину (Рис. 15).
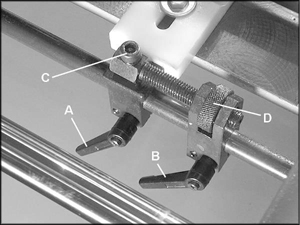
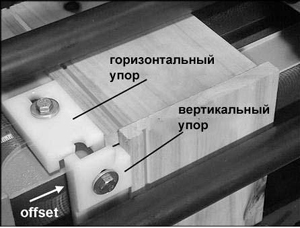
Горизонтальный и вертикальный упоры
Во время обработки заготовки должны располагаться перпендикулярно относительно друг дру-
га. На направляющих зафиксированы два упора из пластика, они обеспечивают эффект «струж-
коломателя», предотвращает выкрошивание заготовки с левого края. Упоры изготовлены таким
образом, что они не повреждаются, даже если в них входит фреза.
Для регулировки направляющих выполните следующие операции:
1. Положите лицевую/торцевую заготовку на горизонтальный стол вплотную к упору. Пе-
реместите переднюю бабку к левому краю заготовки, затем передвиньте вправо так, чтобы
копировальный палец немного зашел в паз шаблона. Это даст представление о том, где
будет сделан пропил, и как они будут располагаться по ширине заготовки.
 |
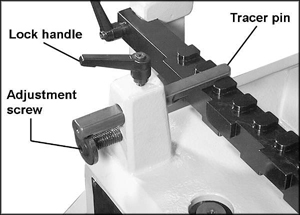
 |
горизонтальном упоре (А и В, Рис. 17) установите упор в нужное положение. На гори-
зонтальном упоре есть возможность регулирования; ослабьте зажимную рукоятку (А,
Рис. 17), зажимную рукоятку (В) не ослабляйте. Ослабьте винт (С, Рис. 17) при помощи 6
мм ключа и вращайте рифленую круглую гайку (D, Рис. 17), чтобы точно выставить гори-
зонтальный упор. после регулировки затяните винт (С, Рис. 17) и зажимную рукоятку (А, Рис. 17).
3. Продолжайте проверять расстояние между пазами, перемещая переднюю бабку, пока
пазы типа «ласточкин хвост» не будут распределены по всей ширине заготовки.
 |
мо точно определить положение соединений на заготовке, воспользуйтесь дюймовой и метриче-
ской шкалой, расположенной на столе.
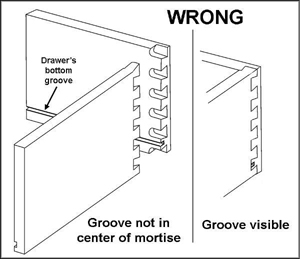
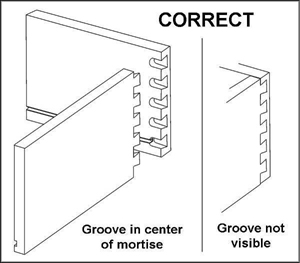
4. Положение горизонтального упора влияет на положение вертикальной направляющей. По-
этому, если Вы делаете ящик с пазом внизу, вертикальная направляющая устанавливается
так, чтобы паз проходил в центре соединения «ласточкиного хвоста» (это необходимо для
вытачивания шипов).
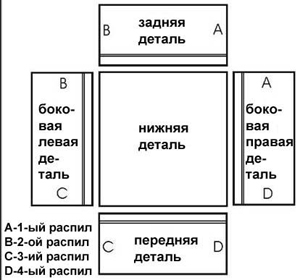
5. Посмотрите внимательно картинки на рисунке 18 и на рисунке 19. После этого в своём ва-
рианте деталей расположите правильно относительно длинного паза.
Внимание: чтобы правильно сделать соединение «ласточкин хвост», упоры всегда должны
быть смещены относительно друг друга на полшага по шаблону.
 |  |
| шаг | смещение |
| 1" | 1/2” |
| 1-1/2" | 3/4” |
| 2" | 1” |
| 2-1/2" | 1-1/4” |
Шаг шкалы 1/16”.
6. Выровняйте вертикальный упор с горизонтальным, затем сместите вертикальный упор
ровно на полшага по шаблону (Рис. 20).
7. Таким образом, вертикальная заготовка будет немного смещена вправо от горизонтального
упора. При сборке пазы точно будут соответствовать друг другу.
Затяните стопорную рукоятку вертикального упора.
Всего на станке 4 упора – 2 вертикальных и 2 горизонтальных. Это позволяет обрабатывать
сразу два набора заготовок. Если необходимо, можно установить другие упоры так же, как и
первые. Помните только, что вертикальный упор необходимо смесить на полшага.
Упоры из пластика
Пластмассовые упоры (показаны на Рис. 20) фиксируются к направляющим через пазы при
помощи винтов. Может понадобиться переустановить эти упоры.
Например, если зажимная планка отрегулирована для разной толщины неоднородной заготовки,
или, чтобы упоры не касались прижимной планки.
Чтобы отрегулировать упоры, ослабьте два шестигранных болта (Рис. 20) при помощи 13 мм
ключа, переместите упоры. Снова затяните шестигранные болты.
 |
Высоту шипа можно менять, насколько глубоко необходимо. Регулировка на передней панели
бабки. (Рис. 21)
 |
1. Отключите станок от эл. сети.
2. Ослабьте стопорный винт шпинделя (Рис. 21), повернув его против часовой стрелки 6 мм
ключом.
3. Поверните 5 мм ключом регулировочный винт высоты шпинделя, по часовой стрелке, чтобы
поднять фрезу (уменьшить глубину захода фрезы) или против часовой стрелки, чтобы
опустить фрезу (увеличить глубину захода фрезы).
4. Затяните стопорный винт шпинделя, повернув его по часовой стрелке.
Глубина отверстия
Регулировка глубины отверстия позволяет
1. Отключите станок от питания.
2. Ослабьте шестигранную гайку регулировочного болта (Рис. 21)
3. Ослабьте шестигранную гайку установочного винта по глубине (Рис. 21), повернув гайку
против часовой стрелки ключом 17 мм.
4. Чтобы уменьшить глубину паза, поверните винт по часовой стрелке. Чтобы увеличить
глубину паза, поверните винт против часовой стрелки.
5. Затяните шестигранную гайку.
Толщина шипа
Чтобы отрегулировать толщину шипа, измените высоту (глубину захода) копировального пальца
(Рис. 22).
 |
1. Отключите станок от эл. сети.
2. Ослабьте стопорную ручку на верхушке копировального пальца (Рис. 22), повернув против
часовой стрелки.
3. Поверните регулировочный винт при помощи 5,5 мм ключа (Рис. 22). Чтобы уменьшить
толщину шипа, поверните регулировочный винт против часовой стрелки. Чтобы увели-
чить толщину шипа, поверните винт по часовой стрелке.
4. Затяните стопорную рукоятку.
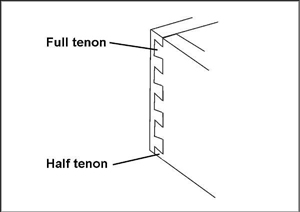
Плотность соединения / подгонка шипа
Правильно изготовленное соединение «ласточкин хвост» должно быть аккуратным, без зазо-
ров. Соединение не должно быть слишком плотным, чтобы клей свободно заполнил соединение.
Если соединение изготовлено правильно, но оно слишком плотное или слишком свободное, сде-
лайте следующее.
1. Отключите станок от эл. сети.
2. Снимите вытяжной штуцер с передней стенки станка.
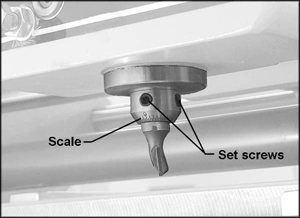
3. Обратите внимание на фрезу на Рис. 23, она немного смещена от центра шпинделя. Экс-
центриковый шпиндель позволяет устанавливать фрезу в различных положениях.
 |
Фреза очень острая! Будьте внимательны во время работы.
4. Ослабьте оба установочных винта на шпинделе (Рис. 23), повернув их против часовой
стрелки при помощи 4 мм ключа.
5. Шкала со знаками (+) и (-) расположена прямо над фрезой. Перемещая режущую кромку
фрезы к знаку (+) на шкале, можно увеличить размер паза и уменьшить размер шипа.
Перемещая режущую кромку фрезы к знаку (-) на шкале, можно уменьшить размер паза и уве-
личить размер шипа.
6. Рукой осторожно вращайте хвостовую часть фрезы по направлению к (+) или (-).
7. После регулировки затяните регулировочные болты.
8. Снова установите вытяжной штуцер.
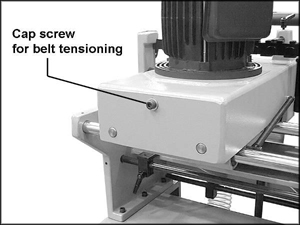
Натяжение приводного ремня
Натяжение приводного ремня шпинделя отрегулировано на заводе. Дополнительная регулиров-
ка необходима после того, как станок поработает какое-то время. Ремень может растянуться в
процессе работы. Натяжение ремня осуществляется при помощи
винта на задней стенке бабки (Рис. 24). При помощи винта двигатель можно перемещать отно-
сительно оси шпинделя: ближе или дальше. Для натяжения ремня поверните винт по часовой
стрелке при помощи 6 мм шестигранного ключа. Чтобы ослабить натяжение ремня, вращайте винт
против часовой стрелки. Ремень должен быть натянут правильно, чтобы не соскальзывал со шки-
ва.
 |
Фреза очень острая, будьте осторожны во время работы. Отключите станок от эл. сети!
Несоблюдение правил техники безопасности может привести к серьезной травме!
Для замены фрезы ослабьте оба установочных винта (Рис. 23) и осторожно опускайте фрезу,
пока она не выйдет из шпинделя. Установите новую фрезу и затяните установочные болты.
РАБОТА
Примечание: это базовые операции по изготовлению соединения
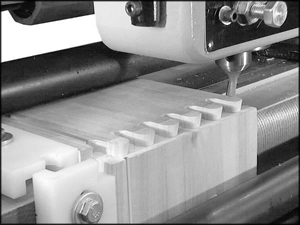
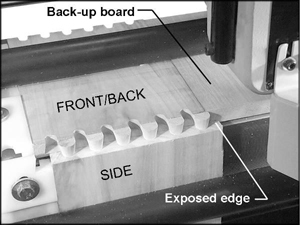
Внимательно посмотрите фотографии и рисунки с рис. 25 по рис 29, это поможет вам быстрее ра-
зобраться, как располагать детали в зависимости от части корпуса. Далее экспериментальным
путём уберёте все недостатки и погрешности.
 |  |
 |  |
 | |
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Внимание! Перед проведением работ по техническому обслуживанию станка отключить
станок от источника электропитания. Несоблюдение правил техники безопасности может
привести к серьёзным повреждениям!
Если силовой кабель разорван, разрезан или повреждён, немедленно замените.
Регулярно очищайте стол и другие незащищённые металлические детали, проводите профилактику
против коррозии.
После каждого использования очищайте строгальный вал, стол двигатель и т.д. от пыли и стружки.
Зажимные планки должны быть чистыми, чтобы к ним не прилипала стружка, которая может оста-
вить задиры на заготовке.
Регулярно очищайте ходовые штифты, которые перемещают переднюю бабку.
Смазка
Цилиндрические закрытые подшипники передней бабки смазаны на заводе и не требуют дополни-
тельной смазки.
Смазывайте подшипник шпинделя по необходимости в соответствии с режимом работы станка. Вво-
дите смазку VG-120 при помощи патрубка на шпинделе (#10 в списке деталей на странице 20).
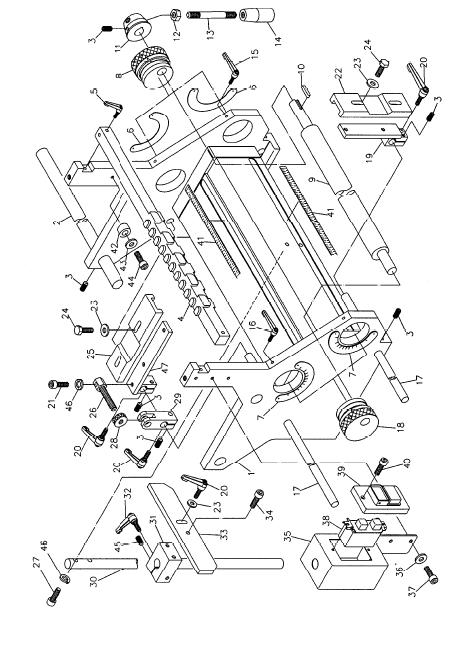
Parts List: Base Assembly
| № | ||||
| 1 | DT45-101 | Worktable | 1 | |
| 2 | DT45-102 | Base Guide Rod | 2 | |
| 3 | TS-1523041 | Socket Set Screw | M6x12 | 15 |
| 4 | DT45-104 | Copying Template | 1 | |
| 5 | DT45-105 | Locking Handle | M6x35 | 2 |
| 6 | DT45-106 | Scale | 2 | |
| 7 | DT45-107 | Scale | 2 | |
| 8 | DT45-108 | Adjustment Piece | 2 | |
| 9 | DT45-109 | Clamp Bar | 2 | |
| 10 | DT45-110 | Key | 6x6x30 | 2 |
| 11 | DT45-111 | Hub | 2 | |
| 12 | TS-1540081 | Hex Nut | M12 | 2 |
| 13 | DT45-113 | Lever | 2 | |
| 14 | DT45-114 | Handle | 2 | |
| 15 | DT45-115 | Locking Handle | M6x25 | 2 |
| 16 | DT45-116 | Locking Handle | M6x45 | 2 |
| 17 | DT45-117 | Sliding Rod | 2 | |
| 18 | DT45-118 | Adjustment Piece | 2 | |
| 19 | DT45-119 | Fence | 2 | |
| 20 | DT45-120 | Locking Handle | M8x25 | 6 |
| 21 | TS-1504061 | Socket Head Cap Screw | M8x30 | 1 |
| 22 | DT45-122 | Buffer Pad | 2 | |
| 23 | TS-1550061 | Flat Washer | M8 | 9 |
| 24 | TS-1490031 | Hex Cap Screw | M8x20 | 8 |
| 25 | DT45-125 | Buffer Pad | 2 | |
| 26 | DT45-126 | Adjustment Screw | 1 | |
| 27 | TS-1504071 | Socket Head Cap Screw | M8x35 | 2 |
| 28 | DT45-128 | Knurled Knob | 1 | |
| 29 | DT45-129 | Adjustment Seat | 1 | |
| 30 | DT45-130 | Guide Rod | 1 | |
| 31 | DT45-131 | Clamping Seat | 1 | |
| 32 | DT45-132 | Locking Handle | M8x35 | 1 |
| 33 | DT45-133 | Adjustment Plate | 1 | |
| 34 | TS-1504041 | Socket Head Cap Screw | M8x20 | 1 |
| 35 | DT45-135 | Switch Box | 1 | |
| 36 | TS-1550041 | Flat Washer | M6 | 2 |
| 37 | TS-1503041 | Socket Head Cap Screw | M6x16 | 2 |
| 38 | DT45-138 | Contactor | 1 | |
| 39 | DT45-139 | Switch Cover | 1 | |
| 40 | TS-1502031 | Socket Head Cap Screw | M5x12 | 2 |
| 41 | DT45-141 | Scale | 2 | |
| 42 | DT45-142 | Buffer Pad | 2 | |
| 43 | TS-1550041 | Flat Washer | M6 | 2 |
| 44 | TS-1503051 | Socket Head Cap Screw | M6x20 | 2 |
| 45 | TS-1524041 | Socket Set Screw | M8x16 | 1 |
| 46 | TS-2361081 | Lock Washer | M8 | 3 |
| 47 | DT45-147 | Fence | 2 |
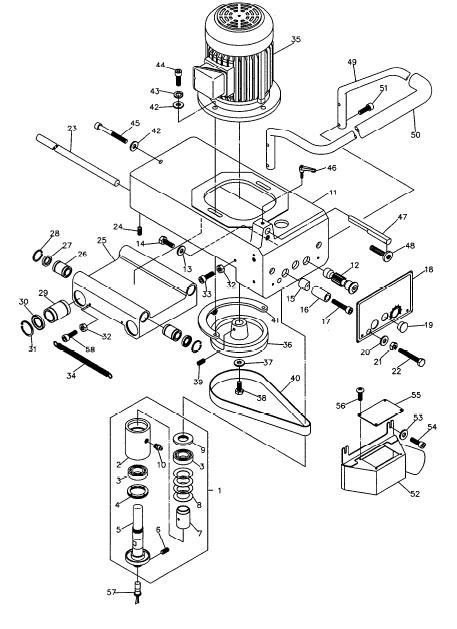
| 1 | DT45-201 | Spindle Assembly (Index #2 thru #10) | 1 | |
| 2 | DT45-202 | Spindle Bearing Housing | 1 | |
| 3 | DT45-203 | Ball Bearing (special) | 6005 B.P63 | 2 |
| 4 | DT45-204 | Fixing Nut | 1 | |
| 5 | DT45-205 | Eccentric Spindle | 1 | |
| 6 | TS-1524021 | Socket Set Screw | M8x10 | 2 |
| 7 | DT45-207 | Spacer | 1 | |
| 8 | DT45-208 | Disc Spring | 4 | |
| 9 | DT45-209 | Fixing Nut | 1 | |
| 10 | DT45-210 | Grease Nipple | 1 | |
| 11 | DT45-211 | Spindle Slide Seat | 1 | |
| 12 | DT45-212 | Gear Shaft | 1 | |
| 13 | TS-1550061 | Flat Washer | M8 | 1 |
| 14 | TS-1490031 | Hex Cap Screw | M8x20 | 1 |
| 15 | DT45-215 | Clamping Piece | 1 | |
| 16 | DT45-216 | Bushing | 1 | |
| 17 | TS-1504121 | Socket Head Cap Screw | M8x60 | 1 |
| 18 | DT45-218 | Panel | 1 | |
| 19 | DT45-219 | Plug | 1 | |
| 20 | TS-1550071 | Flat Washer | M10 | 1 |
| 21 | TS-1540071 | Hex Nut | M10 | 1 |
| 22 | DT45-222 | Hex Head Bolt | M10x185 | 1 |
| 23 | DT45-223 | Guide Rod | 2 | |
| 24 | TS-1523041 | Socket Set Screw | M6x12 | 4 |
| 25 | DT45-225 | Carriage | 1 | |
| 26 | DT45-226 | Linear Bushing | LM16UU | 4 |
| 27 | DT45-227 | Seal | 16x28x7 | 4 |
| 28 | DT45-228 | Retaining Ring | R28 | 4 |
| 29 | DT45-229 | Linear Bushing | LM25UU | 4 |
| 30 | DT45-230 | Seal | 25x40x7 | 4 |
| 31 | DT45-231 | Retaining Ring | R40 | 4 |
| 32 | TS-1540031 | Hex Nut | M5 | 2 |
| 33 | TS-1502051 | Socket Head Cap Screw | M5x20 | 1 |
| 34 | DT45-234 | Spring | 1 | |
| 35 | DT45-235 | Motor | 1 | |
| 36 | DT45-236 | Motor Pulley | 1 | |
| 37 | DT45-237 | Fixing Washer | 1 | |
| 38 | TS-1482041 | Hex Cap Screw | M6x20 | 1 |
| 39 | TS-1522031 | Socket Set Screw | M5x10 | 1 |
| 40 | DT45-240 | Flat Belt | 670-25 | 1 |
| 41 | DT45-241 | Belt Tension Adjustment Holder | 1 | |
| 42 | TS-1550061 | Flat Washer | M8 | 3 |
| 43 | TS-2361081 | Lock Washer | M8 | 2 |
| 44 | TS-1504071 | Socket Head Cap Screw | M8x35 | 2 |
| 45 | TS-2238911 | Socket Head Cap Screw | M8x100 | 1 |
| 46 | DT45-246 | Locking Handle | M6x20 | 1 |
| 47 | DT45-247 | Tracer Pin | 1 | |
| 48 | DT45-248 | Adjustment Screw | 1 | |
| 49 | DT45-249 | Handle | 1 | |
| 50 | DT45-250 | Sponge Coating | 1 | |
| 51 | TS-1503071 | Socket Head Cap Screw | M6x30 | 4 |
| 52 | DT45-252 | Dust Hood | 1 | |
| 53 | TS-1550031 | Flat Washer | M5 | 2 |
| 54 | TS-1502031 | Socket Head Cap Screw | M5x12 | 2 |
| 55 | DT45-255 | Window | 1 | |
| 56 | TS-2171012 | Machine Screw | M4x6 | 4 |
| 57 | DT45-257 | Cutter | 1 | |
| 58 | TS-1502081 | Socket Head Cap Screw | M5x35 | 1 |
| 1 | DT45-301 | Cabinet | 1 | |
| 2 | DT45-302 | Door | 1 | |
| 3 | DT45-303 | Door Latch | 1 | |
| 4 | TS-2361081 | Lock Washer | M8 | 6 |
| 5 | TS-1504061 | Socket Head Cap Screw | M8x30 | 6 |
| 6 | TS-1524021 | Socket Set Screw | M8x10 | 6 |
| 7 | DT45-307 | Flexible Hose | 2-1/2” | 1 |
| 8 | DT45-308 | Hose Clamp | 2-1/2” | 2 |
| 9 | DT45-309 | Eye Bolt | M10 | 2 |
| 10 | DT45-310 | Pin | 2 | |
| 11 | DT45-311 | Dust Chute | 1 | |
| 12 | TS-1502031 | Socket Head Cap Screw | M5x12 | 4 |
 |  |