JWS-34КX
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для фрезерования изделий из дерева и деревоподобных материалов.
Не разрешается обрабатывать никакие металлические материалы.
Обработка других материалов является недопустимой или в особых случаях может произво-
диться после консультации с производителем станка.
Наряду с указаниями по технике безопасности , содержащимися в инструкции по эксплуата-
ции, и особыми предписаниями Вашей страны необходимо принимать во внимание общеприня-
тые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Для станков 220В: Соединительный кабель (или удлинитель) от автомата защиты и от ис-
точника электропитания до станка должен быть не менее 3x1,5мм² (желательно медный, трёх-
жильный, с сечением каждой жилы не менее 1,5 мм2).
Для станков 380В: Соединительный кабель (или удлинитель) от автомата защиты и от ис-
точника электропитания до станка должен быть не менее 4x1,5мм² (желательно медный, четы-
рёхжильный, с сечением каждой жилы не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техниче-
ским обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2. КОМПЛЕКТ ПОСТАВКИ
1. 30 мм шпиндель с переходными кольцами
2. Адаптер с цанговым патроном 8 и 12 мм
3. Защитный кожух шпинделя
4. Распорная доска
5. Устройство для прижима
6. Набор для фрезерования по кругу
7. Упор для фрезерования под углом
8. Толкатель
9. Инструмент для обслуживания
10. Принадлежности для монтажа
11. Инструкция по эксплуатации
12. Список деталей
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ФРЕЗЕРНОГО СТАНКА
| Число оборотов холостого хода | 1700/3500/6000/8000 об/мин |
| Размер стола | 540 x 635 мм |
| Высота стола | 830 мм |
| Диаметр шпинделя | 30 мм |
| Подъем шпинделя | 80 мм |
| Зажимная высота | 70 мм |
| Посадочное место цангового патрона | 8 и 12 мм |
| Диаметр отверстия стола | 160 мм |
| Диаметр инструмента макс | 180 мм |
| Высота инструмента над столом макс. | 120 мм |
| Диаметр всасывающего патрубка | 100 мм |
| Масса станка | 145 кг |
| Сетевое питание | 230В ~1/N/PE 50гц |
| Выходная мощность | 1,5 кВт (2 л.с) S1 |
| Рабочий ток | 10 A |
| Соединительный провод | 3 x 1,5 мм² |
| Устройство защиты | 16 A |
| Сетевое питание | 400В ~3/PE 50гц |
| Выходная мощность | 2,2 кВт (3 л.с.) S1 |
| Рабочий ток | 5 A |
| Соединительный провод | 4 x 1,5мм² |
| Устройство защиты | 16А |
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации
оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
4. ОБЩИЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Деревообрабатывающие станки при неквалифицированном обращении представляют опре-
деленную опасность. Поэтому для безопасной работы необходимо соблюдение имеющихся
предписаний по технике безопасности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию по эксплуатации, прежде чем Вы начнете мон-
таж станка и работу на нем.
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со станком и пе-
редавайте ее дальше новому владельцу станка.
На станке не разрешается проводить какие-либо изменения, дополнения и перестроения
Ежедневно перед включением станка проверяйте крепление инструмента и наличие необхо-
димых защитных приспособлений.
Необходимо сообщать об обнаруженных недостатках на станке или защитных приспособле-
ниях и устранять их с привлечением уполномоченных для этого работников.
В таких случаях не проводите на станке никаких работ, обезопасьте станок посредством от-
ключения от Эл.сети.
Для защиты длинных волос необходимо надевать фуражку или сетку для волос.
Носите плотно прилегающую одежду.
Снимайте украшения, кольца и наручные часы.
Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций.
Для безопасного обращения с фрезерным инструментом используйте подходящие рабочие
перчатки.
Принимайте во внимание разделы, содержащиеся в этой инструкции по эксплуатации, по
безопасным способам работы.
Учитывайте время пробега станка при торможении, оно не должно превышать более 10 секунд.
Удаляйте заклинившие заготовки только при выключенном Эл.моторе и при полной останов-
ке станка.
Станок должен быть установлен так, чтобы было достаточно места для его обслуживания и
направления заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об нее
нельзя было споткнуться.
Содержите рабочее место свободным от обрезков заготовок и прочих предметов.
Никогда не работайте на станке под воздействием психотропных средств, алкоголя и нарко-
тиков. Принимайте во внимание, что медикаменты также могут оказывать вредное воздействие
на Ваше рабочее состояние.
Удаляйте детей и посторонних лиц с рабочего места.
Не удаляйте стружку, заготовки и обрезки заготовок до полной остановки станка.
Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок от Эл.питания.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли – все-
гда применяйте подходящую вытяжную установку.
Древесная пыль является взрывоопасной и вредной для здоровья.
Перед обработкой удалите из заготовок гвозди и другие инородные предметы.
Никогда не работайте на станке с демонтированными защитными приспособлениями –
высокая опасность получения травмы!
В зависимости от назначения применяйте соответствующее защитное приспособление, кото-
рое обеспечит надежное перемещение заготовки.
Подстраивайте защитное приспособление точно по месту назначения и к размерам заготовки.
Правильно подбирайте число оборотов шпинделя с диаметром инструмента.
Всегда соблюдайте достаточное расстояние от фрезерного инструмента.
При перемещении заготовки никогда не ставьте руки под защитное приспособление фрезы!
Обрабатывайте только те заготовки, которые устойчиво лежат на столе.
Перемещайте заготовку только против направления вращения фрезы.
При заготовках длиной до 300 мм необходимы специальные вспомогательные средства
(например, толкающий шток).
Не обрабатывайте заготовки, которые невозможно провести от фрезерного инструмента на
достаточном безопасном расстоянии.
Нарезка шипов и проушин на торце заготовок требует поставляемого в виде опции
шипонарезного приспособления.
В случае обработки концов узких заготовок необходимо использовать толкающий шток.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
Удалять стружку и заготовки только при остановленном станке.
Всегда работайте только с острым фрезерным инструментом.
При обработке длинных заготовок применяйте перед станком и после станка роликовые опоры.
Содержите в чистоте поверхность фрезерного стола, постоянно удаляйте остатки смолы.
Работы с электрическим оборудованием станка разрешается проводить только квалифициро-
ванным электрикам
Немедленно заменяйте поврежденный сетевой кабель.
Не становитесь на станок.
Работы по переоснащению, регулировке и очистке станка производить только при полной
остановке станка и при отключенном Эл.питании.
4.1. ВНИМАНИЕ опасности
Даже при использовании станка в соответствии с тех. требованиями возможны следующие
опасности:
Касание строгального вала в области реза. Для полноценной защиты защитный брусок
ножей должен быть всегда подогнан к заготовке.
Опасность обратного удара. Заготовка захватывается вращающимся инструментом и отбра-
сывается в сторону работающего.
Подверженность опасности из-за разлетающихся частей заготовок.
Подверженность опасности из-за шума и пыли.
Обязательно надевать средства индивидуальной защиты, такие как очки для глаз и
наушники. Использовать вытяжную установку.
Подверженность опасности поражения электрическим током при неправильной прокладке
кабеля.
4.2. Звуковая эмиссия
Значения определяют согласно стандарту EN 1807:1999 и EN 848-1 (Коэффициент погреш-
ности измерения 4 дБ (А).
Заготовка из ели:
Ш=100 мм, Д=1000 мм, влажность 8,5%
Уровень мощности звука (согласно EN 3746):
| Холостой ход | 83,4 дБ (A) |
| Обработка | 90,2 дБ (A) |
Уровень звукового давления (согласно EN 11202):
| Холостой ход | 74,2 дБ (A) |
| Обработка | 83,6 дБ (A) |
Приведенные значения относятся к уровню издаваемого шума и не являются необходимым
уровнем для безопасной работы.
Хотя имеется связь между уровнем издаваемого звука и его вредного воздействия, из этого
нельзя сделать точного вывода о том, нужны ли дополнительные меры по безопастности.
Факторы, оказывающие влияние на фактический уровень вредного воздействия на рабочем
месте, охватывают продолжительность работы, характеристику помещения, другие источники
шума и т.д., например, количество станков и другие соседние обрабатывающие процессы.
Кроме того допустимый уровень вредного воздействия отличается в разных странах.
Несмотря на это, эта информация служит для того, чтобы дать возможность пользователю
станка лучше оценить подверженность опасности и определить возможные меры снижения.
4.3. Уровень пыли
Фрезерный станок типа JWS-34КX был оценен с точки зрения вредного воздействия пыли
при скорости воздуха 20 м/сек на всасывающем патрубке диаметром 100мм:
Разрежение 800 Пa
Объемный поток 565 м³/час
Действительное в настоящее время предельное допустимое значение концентрации пыли 2
мг/м³ надежно соблюдается на рабочем месте.
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1. ТРАНСПОРТИРОВКА И УСТАНОВКА
Для транспортировки используйте стандартный штабелер или погрузчик. Предохра-
няйте станок при транспортировке от падения.
Установка станков должна производиться в закрытых помещениях, при этом являются
достаточными условия обычной столярной мастерской.
Поверхность, на которой устанавливается станок, должна быть достаточно ровной и
способной выдерживать нагрузки. При необходимости станок можно жестко закрепить
на устанавливаемой поверхности. По соображениям упаковки станок по-
ставляется не полностью смонтированным. Если Вы при распаковке обнаружили по-
вреждения вследствие транспортировки, немедленно сообщите об этом Вашему продав-
цу, не запускайте станок в работу!
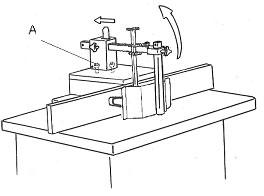
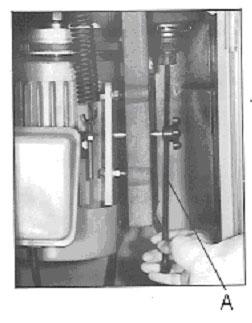
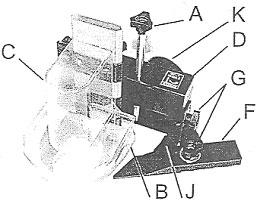
5.2. Монтаж
Удаляйте защитную смазку от ржавчины с помощью мягких растворителей.
Вкрутите ручку в маховик. Установите прижим заготовки сверху и
сбоку с помощью прилагаемых винтов (A, рис. 1) на крышке защитного кожуха шпин-
деля и инструмента для фрезерования. Для переустановки прижима заготовки нажмите
рычаг назад.
 |
5.3. Подключение к электрической сети
Подсоединение к сети со стороны потребителя, а также применяемые удлинитель-
ные провода должны соответствовать техническим характеристикам станка.
Установленное пользователем защитное устройство должно быть рассчитано на 16 А.
Обратите внимание на то, чтобы напряжение в сети соответствовало параметрам, ука-
занным на фирменной табличке станка. Подключение и ремонт электрического
оборудования разрешается проводить только квалифицированным электрикам.
При перегрузке мотор отключается сам. После охлаждения в течение примерно 10
минут можно снова включить мотор.
5.4 Подсоединение вытяжной вентиляции
Перед пуском в эксплуатацию станок должен быть подключен к вытяжной уста-
новке таким образом,чтобы при включении
станка автоматически включалась вытяжная
вентиляция. Минимальная скорость воздуха на всасывающем патрубке должна составлять 20
м/сек. Всасывающие шланги должны характеризоваться по качеству как „тяжело горючие“
и соединены с заземлением станка.
5.5. Пуск в эксплуатацию
Станок включается посредством нажатия зеленого выключателя: С помощью красного
выключателя производится остановка станка. Проверьте правильность направления
вращения фрезерного шпинделя (против часовой стрелки).
6. РАБОТА СТАНКА
Правильное рабочее положение: Становитесь сбоку от загрузочного стола (Рис. 2)
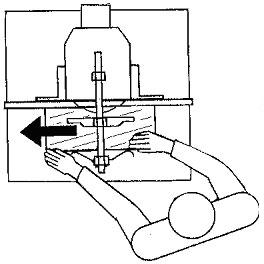 |
зочному столу. При этом держите пальцы сомкнутыми и удерживайте заготовку ладо-
нями рук. Никогда не ставьте руки под защитный кожух фрезерного инструмента.
Всегда выдерживайте достаточное безопасное расстояние от вращающегося фре-
зерного инструмента. Перемещайте заготовку только против направления вращения фрезы.
В случае обработки узких концов заготовок необходимо использовать толкающий шток.
При заготовках длиной до 300 мм необходимы специальные вспомогательные средства
Всегда фрезеруйте заготовку по всей ее длине.
Начало фрезерования допускается только с использованием подходящих продольных
упоров (Рис. 3).
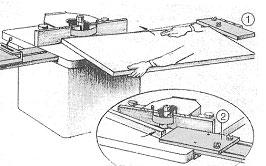 |
дежного перемещения заготовок. Для нарезки шипов и проушин в торце за-
готовки требуется, поставляемая как опция, шипорезная каретка (смотри раздел 7.9).
Перед обработкой заготовки произведите пробное фрезерование на ненужном куске
заготовки. Длинные заготовки необходимо поддерживать с помощью роликовых опор
или удлинения стола.Всегда обрабатывайте по одной заготовке. Для применения станка
по назначению обратите внимание также на Приложение А
«Безопасная работа»
| A.1 | фрезерование плит |
| A.2 | фрезерование продольных сторон |
| A.3 | фрезерование поперечных сторон |
| A.4 | фрезерование торцов |
| А.5 | фрезерование контуров |
7. РАБОТЫ ПО НАЛАДКЕ И РЕГУЛИРОВКЕ
Общие указания
Перед работами по наладке и регулировке станок должен быть предохранен от непро-
извольного включения. Проверяйте отключение от Эл.сети!
Проверяйте свободное вращение инструмента после каждой работы по наладке и ре-
гулировке.
7.1. Установка числа оборотов
Внимание:
Число оборотов фрезерного шпинделя устанавливается в соответствии с диаметром
фрезерного инструмента. Число оборотов регулируется посредством
перестановки поликлинового ремня. Диапазон числа оборотов: 1700, 3500, 6000, 8000 об/мин
Установленное число оборотов можно проверить через смотровое окно.
Скорость фрезерования в м/сек, соответствующая диаметру инструмента и числу
оборотов указана на табличке на передней стороне станка.
При малых диаметрах инструмента и при низком числе оборотов имеется повышенная
опасность обратного удара.Концевые фрезы применяйте только при
самом большом числе оборотов (8000 об/мин).
Шлифовальные валы применяйте только при самом низком числе оборотов (1700
об/мин).
7.2 Монтаж фрезерного шпинделя
Фрезерный шпиндель закрепляется с помощью винта и дифференциальной гайки на
шпинделе станка. Для монтажа фрезерного шпинделя сле-
дуйте следующим указаниям. Демонтаж производите в обратном порядке.
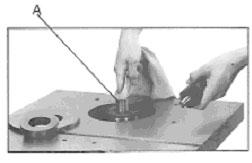
Отключить станок от Эл.питания. Задействовать стопор вращения шпинделя.
Вытащить закладные кольца стола. Очистить конус фрезерного шпинделя и
посадочное место на шпинделе (A, рис. 4).
 |
Сильно затянуть дифференциальную гайку с помощью поставленного ключа (A, рис.5).
 |
гаемого гаечного ключа.
 |
Освободить стопор вращения шпинделя. Снова подключить Эл.питание.
Включить станок.
7.3. Монтаж цангового патрона
Отключить станок от Эл.питания. Вытащить фрезерный шпиндель (смотри
раздел 7.2). Установить адаптер цангового патрона
(цанговый патрон в специальной гайке). Вставить концевую фрезу и сильно затя-
нуть гайку с помощью гаечного ключа. Освободить стопор шпинделя.
Снова подключить Эл.питание.
7.4. Монтаж фрезерного инструмента
Замену инструмента разрешается производить только при установленной блокиров-
ке шпинделя и при отключенном Эл.питании. Фрезерный инструмент очень острый. Для
его замены всегда надевайте рабочие перчатки.
Содержите поверхности фрезерного инструмента и фрезерного шпинделя в чистоте,
очищайте их с помощью растворителей от смолы (не применяйте для очистки раствори-
тели, которые могут разъедать детали из легких металлов).
Не используйте инструмент имеющий внешние изьяны или большую выработку
Не допускается монтаж инструмента для шлифовки или полировки не имеющих со-
ответствующее конусное посадочное место и резьбовое соединение с валом станка.
Фрезерный инструмент должен быть установлен на фрезерном шпинделе как можно
ниже (Рис. 7).
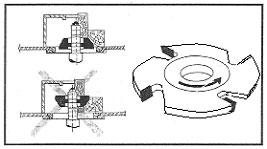 |
тив часовой стрелки). Фрезерный инструмент выставляется до
верхней прижимной шайбы с помощью колец на фрезерном шпинделе.
Сильно затяните винт прижимной шайбы фрезерного шпинделя шестигранником или-
гаечным ключом - рукой (не применяйте никакого удлинения инструмента или ударов
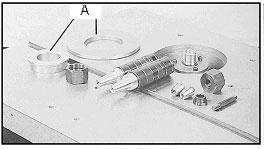
молотком для затягивания). Закрыть свободное пространство вокруг
шпинделя в зависимости от диаметра фрезерного инструмента с помощью закладных
колец (рис. 8).
 |
7.5. Вертикальное перемещение шпинделя
После освобождения стопорной ручки можно установить высоту шпинделя вращая
маховик. Один оборот соответствует подъему на 8 мм (2 мм на каждую четверть оборота).
7.6. Монтаж упора для фрезерования заготовки
Сначала устанавливается корпус упора заготовки. Для этого ввинчиваются оба ба-
рашковых винта в резьбовые отверстия стола станка.
Установите упорную доску на расстоянии примерно 5 см от окружности, описываемой
инструментом. Для безопасного направления (перемеще-
ния) узких заготовок применяйте упорную доску. Упорная доска является быстроизна-
шивающейся деталью и должна вновь изготавливаться, если свободное пространство
вокруг инструмента становится слишком большим.
По возможности применяйте для правильного позиционирования и установки упора
для фрезерования обрезки заготовок. Для безопасного и устойчивого ведения
заготовки и для защиты от непреднамеренного касания инструмента используйте при-
жим заготовки в зоне вращения фрезы. Прижим заготовки закрепляется на крыш-
ке корпуса фрезерного узла и для наладки откинут вверх.
Закрепить упор для ведения заготовки с кожухом к вытяжной установке стружки.
Перед пуском станка проверьте свободное вращение фрезерного инструмента и убеди-
тесь, что все элементы станка надежно затянуты.
7.7. Монтаж упора для фрезерования закруглений
Упор для фрезерования закруглений, поставляемый вместе со станком, может быть
закреплен на столе станка и позволяет применять инструмент с максимальным диамет-
ром 150 мм.
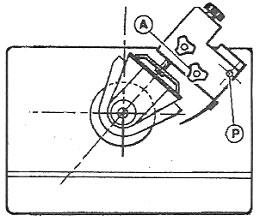 |
одно резьбовое отверстие M8 (A, рис. 9) и одно фиксирующее отверстие диаметром 8
мм (P, рис. 9).
 |
заготовки и диаметра инструмента. Установите желаемый съем стружки на рукоятке (E, рис. 11).
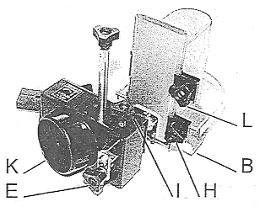 |
Опустите прозрачный защитный кожух (C, рис. 10) на заготовку.
Подсоединить вытяжную установку к патрубку (K, рис. 11).
Перед пуском станка проверьте свободное вращение фрезерного инструмента и убеди-
тесь в том, что все элементы станка надежно затянуты.
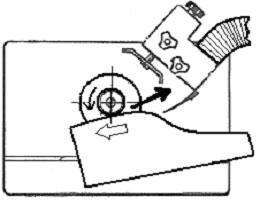
Начните обработку, направляя заготовку вдоль подающей планки (F, рис. 10). При
этом заготовка медленно и безопасно входит в зону окружности, описываемой инструмен-
том. Максимальный съем стружки указывается разметочной стрелкой.
Проведите заготовку дальше мимо разметочной стрелки. Таким образом обеспечивается
равномерный съем стружки.
7.8. Монтаж вала для шлифования
Валы для шлифования, поставляемые в виде опции, могут быть смонтированы вме-
сто фрезерного шпинделя.Замену валов разрешается производить
только при задействованной блокировке шпинделя и отключенном Эл.питании.
Могут применяться шлифовальные валы с диаметрами 25, 38, 50, 75 и 100 мм.
Свободное пространство вокруг шлифовальных валов в зависимости от диаметра
шлифовальной втулки закрывается с помощью закладных колец стола.
Подсоедините упор для фрезерования закруглений к вытяжной установке (Рис. 12).
 |
Внимание:
Шлифовальные валы разрешается использовать только при самом низком числе
оборотов (1700 об/мин). Перед пуском станка проверьте свободное
вращение шлифовального вала и убедитесь в том, что все элементы станка надежно за-
тянуты. Перемещайте заготовку ровно по столу. При этом держите пальцы сомкнутыми и
удерживайте заготовку ладонями рук. Выдерживайте всегда достаточное безопасное
расстояние до вращающегося шлифовального вала.
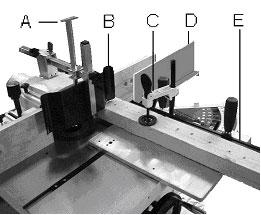
7.9. Монтаж шипорезной каретки
Шипорезная каретка, поставляемая в виде опции, перемещается по столу станка по Т-
образному пазу. Прижим заготовки (C, рис. 13) и направ-
ляющая линейка с упором (E) обеспечивают устойчивость заготовки во время обработки.
Шипорезная каретка оснащена пластиной для защиты в конце резки (D), который слу-
жит также как ограничение высоты заготовки.
Устанавливайте упор и линейку для упоров в соответствии с диаметром инструмента.
Горизонтальный прижимной ползунок (А) устанавливается поверх заготовки.
Вертикальный прижим (В) поднимается на максимальную высоту.
 |
Перед пуском станка проверьте свободное вращение фрезерного инструмента и убеди-
тесь в том, что все элементы станка надежно затянуты.
Начинайте рабочий ход посредством передвижения каретки в направлении инстру-
мента При этом прижимайте заготовку обеими руками к упору (Е).
Всегда выдерживайте достаточное безопасное расстояние до вращающегося фре-
зерного инструмента. Указание: Нарезка шипов требует повышенной мощ-
ности и вращающего момента. В большинстве случаев лучшие результа-
ты достигаются при числе оборотов, равном 3500 об/мин
8. КОНТРОЛЬ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие указания
Перед работами по техническому обслуживанию и очистке станок должен быть предохранен
от непроизвольного включения.
Отключите станок от Эл.питания!
Производите очистку станка через равномерные отрезки времени.
Ежедневно проверяйте достаточную работоспособность вытяжной системы.
Немедленно заменяйте поврежденные защитные устройства.
Сразу устанавливайте все защитные приспособления после монтажа или ТО.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки, пло-
ские, поликлиновые, клиновые и другие ремни, а также цепи, используемые в конструкции
станка, относятся к деталям быстроизнашивающимся (расходные материалы) и требуют перио-
дической замены. Гарантия на такие детали не распространяется. Защитные кожуха, отдельные
детали из пластика и алюминия, используемые в конструкции станка, выполняют предохрани-
тельные функции. Замене по гарантии такие детали не подлежат.
Подключение и ремонт электрического оборудования разрешается проводить только квали-
фицированным электрикам.
Привод
Необходимо регулярно проверять натяжение приводного ремня.
Тормоз двигателя электромеханический (тормозной двигатель). Если время торможения
превышает 10 секунд, свяжитесь с сервисной службой.
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока – проверить соединительные провода и предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
*сработала защита от перегрузки – дать мотору остыть и снова включить;
*включена блокировка шпинделя;
не повышается число оборотов
*инструмент слишком большой и слишком тяжелый – выбирайте более низкие обороты;
*подводящий провод слишком длинный или слабый – проверить электропроводку;
*натяжение ремня слишком слабое – отрегулировать натяжение ремня или заменить;
неправильное направление вращения шпинделя
*перепутаны фазы трехфазного двигателя – переключить клеммы подводящего кабеля;
сильные вибрации станка
*станок стоит неровно – установить станок;
*поврежденный фрезерный инструмент – немедленно заменить инструмент;
плохое качество обрабатываемой поверхности
*тупой фрезерный инструмент – заменить инструмент;
*фрезерный кожух забился стружкой – удалить стружку;
*слишком большой съем стружки – фрезеровать заготовку за несколько проходов;
*обработка против волокон – обрабатывать заготовку с другого конца;
*неоднородная заготовка;
*слишком сырая заготовка;
образование ступенек при фрезеровании
*плохо установлен упор для заготовки – если возможно используйте упорную доску;
*свободное пространство в отверстии стола слишком большое – применяйте закладные кольца;
*слабый прижим заготовки – улучшить регулировку защитного прижима в зоне вращения фре-
зерного инструмента;
перемещение по высоте происходит с трудом
*недостаточная смазка – смазать рейку подъёма оси шпинделя;
*заклинило ось;
мощность фрезерования слишком мала
*проскальзывает приводной ремень мотора – натянуть ремень или заменить;
*поверхности стола запачканы смолой – очистить стол и нанести смазку для улучшения сколь-
жения.
10. ПРИНАДЛЕЖНОСТИ
Артикул номер 10000251 Сменный фрезерный шпиндель30 мм с кольцами.
Артикул номер 10000252 Шлифовальные втулки 25, 38, 50, 75, 100 мм
-Для шлифовальных втулок разной зернистости смотри JET-прайс-лист (JOVS-10).
Артикул номер 10000253 Шипорезная каретка
Артикул номер 708495 Роликовая опора