ML-292
Модель ML-292 – это многоцелевой деревообрабатывающий станок, который является
надежным благодаря своему чугунному корпусу и удобным по своему набору различных
функций, таких как строгание, распиливание, сверление, выпиливание шипов, выбор четверти,
при помощи единого пильного диска, зенкование и т.п. Он может широко применяться для
частного использования в строительстве, изготовлении мебели, отделке, производстве
деревянных поделок.
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для пиления и обработки изделий из дерева и подобных материалов, а
также полимерных материалов.
Нельзя пилить изделия из металла.
Обработка других материалов недопустима, или может производиться только после консультации
с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуатации, и
особыми предписаниями Вашей страны необходимо принимать во внимание общепринятые
технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до
станка должен быть не менее 3x1,5мм² (желательно медный, трёхжильный, с сечением каждой жилы
не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техническим
обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу. Не запускайте станок в работу!
2. КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ
Этот станок разработана с использованием специальной конструкции комбинированных
блоков верстачного типа, которая известна своим чрезвычайным удобством и простотой
установки, регулировки, применения и обслуживания.
Станок состоит из переднего и заднего стола, правого и левого оснований корпуса
подшипников, усиленного основания, ножевого вала, оси пилы, мотора и компактной системы
передачи, имеющей множество функций.
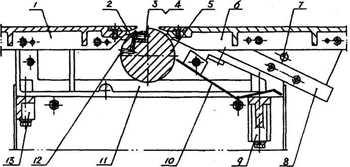
Рис. 1 Схема станка
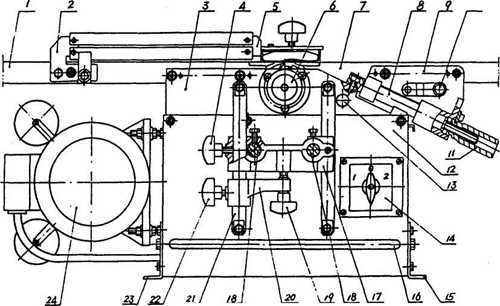
1. задний стол
2. опора
3. основание корпуса подшипников
4. фиксирующая кнопка
5. поперечный кожух
6. сверлильный патрон
7. передний стол
8. роликовая направляющая
9. скользящее основание
10. стопорная пластина
11. поднимающая рукоятка
12. левый корпусный лист
13. установочный штифт
14. выключатель
15. передняя опора
16. рукоятка
17. подвижное основание
18. сверлильные детали
19. винт для тонкой регулировки
20. основание винта для тонкой регулировки
21. вертикальная стойка
22. фиксирующая рукоятка
23. задняя опора
24. мотор
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ комбинированного станка ML-292 UNI-PRO
| Общие | |
| Выходная мощность | 1,5 кВт, 220 В (S1) |
| Потребляемая мощность мотора | 2,1 кВт, 220 В (Р1) |
| Макс. диаметр сверления | 13 мм |
| Макс. глубина сверления | 90 мм |
| Макс. глубина фальцевания | 10 мм |
| Габаритные размеры (ДxШxВ см) | 106x108x49 |
| Масса | 98 кг |
| Распиливание | |
| Макс. размер диска | 250 x 3,2 x 30мм |
| Скорость вращения диска | 3500 об/мин |
| Макс. глубина реза | 70 мм |
| Макс. ширина поперечного разреза | 300 мм |
| Угол регулировки масштабной линейки | +- 45° |
| Строгание | |
| Диаметр ножевого вала | Ø 74 мм |
| Количество ножей | 3 шт. |
| Скорость вращения ножевого вала | 3500 об/мин |
| Размеры ножей | 210 x 30 x 3 мм |
| Макс. ширина строгания | 200 мм |
| Длина стола | 960 мм |
| Макс. глубина строгания | 3 мм |
| Угол наклона направляющей | 0-45° |
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации
оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Деревообрабатывающие станки могут быть опасны при неправильном использовании.
Поэтому для безопасной работы необходимо соблюдение указаний по технике безопасности
для предотвращения несчастных случаев.
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем.
Всегда храните инструкцию, предохраняя ее от грязи и влажности, передавайте дальнейшим
пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых защитных
устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно
устранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите ее из эл. сети.
Применяйте необходимые согласно предписаниям средства личной защиты.
Надевайте плотно прилегающую одежду, снимайте украшения, кольца и наручные часы.
Для работы с пильным диском надевайте рабочие перчатки.
Если у Вас длинные волосы, надевайте защитную сетку для волос или головной убор.
При работе с длинными заготовками используйте соответствующие удлинения стола,
роликовые опоры.
Перед началом работы проверьте правильное направление вращения пильного диска.
Пильный диск должен достичь максимального числа оборотов, прежде чем начать пиление.
Не допустима остановка пильного диска путем бокового нажатия.
Избегайте обратного удара заготовки.
Всегда применяйте расклинивающий нож и защитный кожух пильного диска. Расстояние
между пильным диском и расклинивающим ножом должно составлять от 2 до 5 мм.
При пилении круглых заготовок закрепляйте заготовку от проворачивания. При пилении
больших заготовок применяйте соответствующие вспомогательные средства для опоры.
Следите за тем, чтобы все заготовки были надежно закреплены во время работы, и было
обеспечено их безопасное движение.
Никогда не удерживайте заготовку просто руками.
Поперечные распилы выполняйте только с помощью упора.
Никогда не хватайтесь за вращающийся пильный диск.
При продольном пилении коротких заготовок (меньше чем 120 мм) применяйте толкатель.
Следите за тем, чтобы отпиленный материал не был захвачен зубьями пильного диска и
отброшен вверх.
Отпиленные, закрепленные заготовки удаляйте только при выключенном моторе и полной
остановке пильного диска.
Следите за тем, чтобы вентиляционные шлицы мотора были всегда чистыми и открытыми.
Устанавливайте станок таким образом, чтобы оставалось достаточно места для его
обслуживания и для ведения заготовок.
Обеспечьте хорошее освещение.
Следите за тем, чтобы станок был надежно закреплен на ровной поверхности.
Следите за тем, чтобы электропроводка не препятствовала рабочему процессу и, через нее
нельзя было споткнуться.
Держите рабочее место свободным от посторонних предметов.
Будьте внимательны и сконцентрированы во время работы.
Никогда не работайте под воздействием алкоголя или наркотических веществ. Учитывайте,
что и другие медикаменты могут оказывать влияние на Ваше состояние.
Не допускайте к станку посторонних, особенно детей.
Не оставляйте без присмотра включенный станок. Всегда выключайте его, прежде чем
покинете рабочее место.
Не используйте станок вблизи горючих жидкостей или газов. Обычное искрение щеток
может привести к возгоранию.
Следите за соблюдением мер по противопожарной безопасности, например наличие
огнетушителя на рабочем месте.
Не используйте станок во влажных помещениях, не оставляйте его под дождем.
Следите за тем, чтобы не образовывалась большая концентрация пыли– всегда применяйте
соответствующие вытяжные установки.
Древесная пыль может быть взрывоопасной и опасной для здоровья
Перед работой удалите из заготовки гвозди и других посторонние предметы.
Необходимо соблюдать указания о мин. и макс. размерах заготовок.
Не перегружайте станок. Он будет намного лучше и дольше работать, если Вы будете
применять его в соответствии с его мощностью.
Стружку, опилки и части заготовок удаляйте только при выключенном эл. питании.
Работы по электрической части станка должны выполняться только электриками.
Удлинительный кабель всегда отматывайте от барабана полностью.
Немедленно заменяйте поврежденный сетевой кабель.
Никогда не используйте станок, если возникли проблемы с эл. выключателем.
Все работы по установке, монтажу, чистке должны производиться только после выключения
станка из эл. сети.
Нельзя применять пильные диски из быстрорежущей стали (HSS).
Поврежденные диски, ножи, свёрла немедленно заменяйте.
Изношенный вкладыш стола немедленно заменяйте.
4.1. ВНИМАНИЕ опасности
Даже при правильном использовании станка остаются приведенные ниже опасности.
Опасность ранения свободно вращающимся пильным диском.
Опасность из-за излома пильного диска.
Опасность ранения отлетевшими частями заготовок.
Опасность из-за шума и образующейся пыли.
Обязательно надевайте средства личной защиты (защита глаз, ушей и дыхательных путей).
Применяйте вытяжные установки!
Опасность удара током, при несоответствующей прокладке кабеля.
4.2 Техника безопасности для оператора станка
4.2.1 Общие требования
Обязательно, чтобы оператор прошел необходимое обучение для использования такого рода
станков до начала работы, а также был не моложе минимально допустимого возраста,
установленного законами страны, в которой он работает. Перед запуском станка внимательно
прочитайте инструкцию по эксплуатации.
• Использование станка может представлять опасность для оператора. Пожалуйста,
проверяйте затяжку пильного диска, строгальных ножей и сверла в патроне, каждый раз после
длительного не использования станка .
• Убедитесь, что выключатель работает правильно. Немедленно останавливайте станок в
случае неожиданных проблем с выключателем и для предостережения несчастного случая.
• Носите подходящую рабочую одежду, обувь и головной убор, убирайте длинные волосы.
• Надевайте наушники, головной убор и защитную маску во время работы. Используйте
предусмотренные защитные приспособления и стойте в правильном рабочем положении.
• Перед началом работы проверьте, чтобы заготовки не имели никаких металлических вставок,
гвоздей или опасных трещин. Всегда обрабатывайте рабочий материал по направлению
волокон.
• Станок подходит только для обработки древесины, не используйте его для обработки металла
и других материалов.
• Никогда не обрабатывайте слишком маленькие, слишком большие или длинные рабочие
заготовки, а также изогнутые детали.
• Для обработки длинных заготовок всегда устанавливайте подходящие опоры с подающими и
разгрузочными роликами.
• Не трогайте руками вращающиеся детали станка.
• Рабочая зона должна быть хорошо освещена, не иметь препятствий. Никогда не кладите
инструменты или другие предметы на станок.
• Перед любой очисткой или обслуживанием выключите главный выключатель на станке и
выдерните вилку из розетки. Убедитесь, что никто не сможет случайно включить станок.
• Никогда не оставляйте включенный станок без присмотра. Убедитесь, что поблизости в
рабочей зоне нет детей, когда вы работаете на станке или останавливаете его.
• Никогда не работайте на станке, если вы находитесь под воздействием алкоголя,
психотропных лекарств или наркотиков.
4.2.2 Правила безопасности
Помимо общих требований, содержащихся в части 4.1, оператор всегда должен обращать
внимание на следующие вещи:
• Необходимо одевать защитные перчатки и использовать специальный инструмент при
регулировке, установке, замене режущего инструмента и при чистке станка.
• Держитесь подальше от вращающихся деталей станка. Не снимайте намеренно защитные
детали станка. Медленно подавайте заготовку.
• Используйте поставляемые защитные устройства, надевайте защитные очки и держите
режущий инструмент надежно установленным и хорошо отбалансированным.
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
5.1. Транспортировка и установка
На станке имеется пара крюков, убедитесь, что они до упора закручены и не болтаются.
Осторожно переносите и опускайте его.
Постарайтесь поместить станок в просторное и сухое помещение, установите его на прочное
основание и затем закрепите.
Станки упакованы в транспортировочные ящики. Заказчик должен установить
демонтированные части в соответствии с последовательностью и методами, указанными ниже.
Установка сверлильного узла: Имеется два типа блоков такого рода деталей. Тип A (см. Рис.
2) и тип В (см. Рис. 3). Мы обычно предоставляем сверлильный блок типа В, однако по запросу
клиента, мы можем также предоставить и тип А. После установки сверлильного блока типа А,
как показано на Рис. 2, поместите роликовые направляющие 1 и 7 в контрольные отверстия
подвижного основания 17, как показано на Рис. I, и закрепите его. Либо после установки
сверлильного блока типа В, как показано на Рис. 3, поместите роликовые направляющие 6 и 8
в контрольные отверстия подвижного основания 17, как показано на Рис. I, и закрепите его.
Закрепите поперечный стол: Соедините вкладыш 18, основание роликовых направляющих
19 и основание отрезного стола 21 при помощи винта 20, следите, чтобы роликовая
направляющая 17 была вертикальна по отношению к оси ножевого вала 2. Закрепите
поперечный стол 11 на роликовой направляющей 17. Правильно отрегулируйте роликовую
опору В, и обоприте ролик 14 на роликовую направляющую 17 сильно, но плавно. Затем
прикрепите масштабную линейку 10 к поперечному столу 11.
Очистите стол после окончания сборки и протрите каждую не покрашенную деталь бензином
или скипидаром.
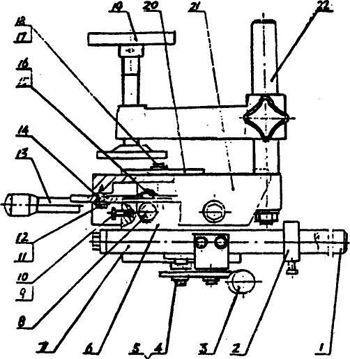 | 1. роликовая направляющая 2. установочное кольцо 3. подъемная тяга 4. регулировочный винт 5. винт Мб 6. средний ползунок 7. роликовая направляющая 8. поперечная роликовая направляющая 9. болт M8X16 10. опорный штырь 11. болт M6X16 12. большая шайба 6-140HV 13. подъемный рычаг 14. сжимающая муфта 15. регулировочный винт 16. гайка 17. болт M6012 18. большая шайба 6-140HV 19. зажим 20. установочная пластина 21. сверлильный узел 22. стойка |
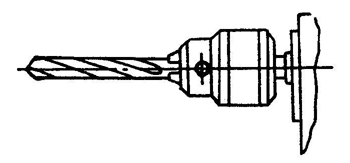
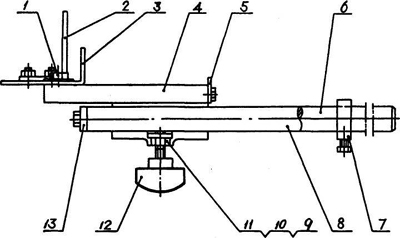 | 1. болт M6»12 2. ограждение 3. установочная пластина 4. сверлильный узел 5. ограничитель 6. роликовая направляющая 7. установочное кольцо 8. роликовая направляющая 9. гайка М6 10. регулировочный винт 11. нажимная пластина 12. стопорная пластина 13 соединительная пластина |
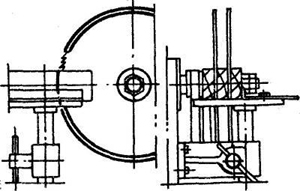
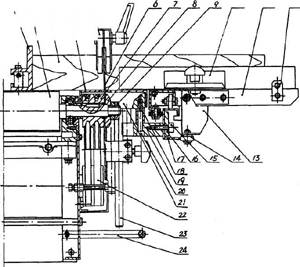 | 1. направляющая 2. фрезерный шпиндель 3. деревянный брусок 4. отрезной стол 5. кожух пилы 6. циркулярная пила 7. шкив 8. фланец 9. гайка 10. масштабная линейка 11. поперечный стол 12 установочная пластина 13. опора ролика 14. ролик 15. винт M8*55 16. нажимная пластина 17. роликовая направляющая поперечной пилы 18. вкладыш h9X25 19. опора роликовой направляющей 20. винт M8X55 21. основание пилы 22. клиновой ремень A800 23. вспомогательная опора отрезного стола 24. рукоятка |
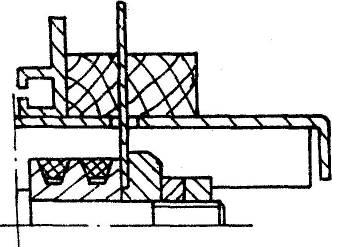
 | 1. несущий стол 2. режущее лезвие 3. болт ножа 4. нажимная режущая пластина 5. ножевой вал б. передний стол 7. блокирующий рычаг 8. роликовая направляющая 9. усиленное основание 10. ограждение шпинделя 11. основание подшипника 12. регулировочное отверстие 13. усиленное основание |
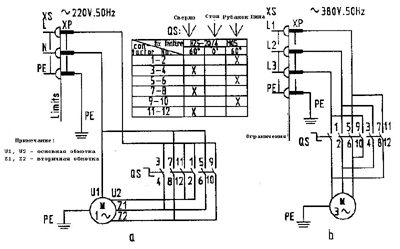
Рис.6 Электрическая схема
Электрическая схема показана на Рис. 6 a или b. Станок может поставляться с трехфазным
или однофазным мотором, в зависимости от запроса заказчика. Работа по подключению должна
проводиться специалистом, необходимо проверить, чтобы станок был заземлен. Напряжение,
частота, ток источника питания должны соответствовать требованиям указанным на станке,
погрешность напряжения допускается в пределах ± 5 %.
Трехфазный мотор: Соедините выключатель панели с трехфазным силовым кабелем, и
используйте желто-зеленый провод в качестве провода заземления. Запустите машину и
проверьте направление вращения ножевого вала. Если оно неправильное, поменяйте два из
трех проводов.
Однофазный мотор: Соедините источник питания с 16A автоматом защиты, затем вставьте
вилку станка в розетку.
5.2 Наладка
Перед проведением монтажно-наладочных работ отключите станок от эл. сети!
Удалите защитную смазку от ржавчины с помощью мягких растворителей.
Установите станок на плоскую поверхность.
5.2.1 Замена ножей
Станок поставляется с 3–мя уже установленными ножами; однако каждый раз, когда будет
необходимо их наточить или сменить, действуйте следующим способом: Отключите станок.
Отсоедините вилку из розетки, и убедитесь, что никто не сможет случайно запустить станок.
Наденьте защитные перчатки. См. Рис. 5. Ослабьте болт ножа 3, вставьте отвертку в отверстие
12, вытяните механизм 2 наружу, затем немного закрутите болт 3, поместите плоскую линейку
на среднюю часть краевой пластины заднего стола 1. Поверните ножевой вал 5, лезвие 2 будет
вдавлено в ножевой вал 5. Дайте лезвию 2 соприкоснуться с плоской линейкой, затем сделайте
так, чтобы лезвие 2 уперлось в поверхность стола на той же высоте, вначале закрепите
средний болт, затем два по краям, повторите эти операции несколько раз, чтобы закончить
установку 3 лезвий. Положите на поверхность стола плоскую пластину, проверьте слева и
справа, поверните рукой ножевой вал 5, чтобы посмотреть, касается ли лезвие пластины под
одним и тем же углом, отрегулируйте, если надо.
Внимание: Никогда не используйте вместе, ножи разного типа и серий. Производите заточку
ножей таким образом, чтобы они имели одинаковую высоту и угол (38° ~42°). Ножи можно
затачивать до минимальной высоты 21мм. (Новый нож имеет размеры 210 X 30 X 3мм).
5.2.2 Строгание поверхностей

Подготовка: Выключите станок и отсоедините провод из розетки, ослабьте стопорную пластину 10 на Рис. 1,
поверните поднимающую рукоятку 11, когда передний стол 7 будет под нужным вам углом, поверните стопорную
пластину 10 так, чтобы она зафиксировала передний стол 7. Отрегулируйте направляющие для строгания по бокам в
соответствии с шириной рабочей заготовки, которую нужно
обработать. Направляющие могут быть повернуты от 0 до 45° угол.
Во время работы стойте с левой стороны переднего стола. Положите левую руку перед
правой по верх заготовки. Плавно продвигайте заготовку, когда заготовка проходит ножевой
вал на 50 мм, придавите ее на заднем столе левой рукой. В то же время правой рукой
надавливайте на заготовку. Никогда не кладите руки под ограждение, после того, как
закончите строгание одной стороны, поверните заготовку на 90°, сделайте так, чтобы первая
сторона примыкала к направляющим. Положите вторую сторону для строгания на поверхность
переднего стола. Поместите заготовку с левой стороны от направляющей, если заготовка для
строгания меньше 60 мм по ширине, передвиньте защиту в сторону ближе к направляющей и
поместите ее над заготовкой. Если заготовка, которая должна быть прострогана, больше 60 мм
шириной, передвиньте защиту в сторону к левой стороне заготовки и соедините ее с
поверхностью стола, другая сторона заготовки должна опираться о направляющую. Медленно
подавайте, убедитесь, что в заготовке отсутствуют трещины или опасные сучки. Вогнутую
поверхность кладите вниз, для длинных заготовок используйте опоры на выходе со станка.
Избегайте обрабатывать короткие и малоразмерные заготовки, если необходимо, используйте
специальный толкатель. Держите ножи достаточно острыми. При любой неожиданной ситуации
с инструментом, заготовками или несчастном случае сразу отключайте станок.
После работы отключите станок, очистите его от опилок и закройте ножи при помощи
специальной защиты.
5.2.3 Пазование
Подготовка: Выключите станок и отсоедините провод из розетки, снимите защиту. См. Рис.
1. Наденьте перчатки, убедитесь, чтобы один или больше из трех ножей был выставлен на ту
высоту, что и уступ паза, который планируется выбрать или на 0.5 мм больше.
Опустите передний стол рейсмуса до такой высоты, чтобы он
соответствовал глубине планируемого паза. Направляющая должна
стоять параллельно по отношению уступу.
Во время работы стойте с левой стороны переднего стола,
плавно толкайте заготовку, когда заготовка пройдет 10 мм
ножевого вала, прижмите заготовку на заднем столе левой рукой,
при этом одновременно толкайте ее правой рукой. Подавайте
медленно, убедитесь, что в заготовке нет трещин или опасных
сучков. Вогнутую поверхность кладите вниз, для длинных
заготовок используйте опоры на разгрузке. Избегайте обработки
коротких и маломерных заготовок. Если необходимо, используйте специальные толкатели.
Держите ножи достаточно острыми. При любой неожиданной ситуации с инструментом,
заготовками или несчастном случае сразу отключайте станок.
После работы отключите станок, очистите его от опилок и закройте ножи при помощи
специальной защиты.
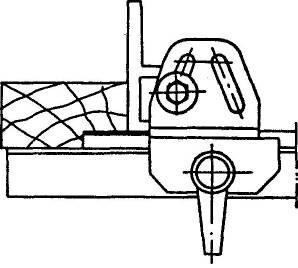
5.2.4 Снятие фасок
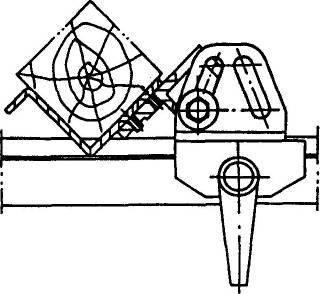
Подготовка: Выключите станок и отсоедините провод из розетки,
опустите передний стол рейсмуса до требуемой высоты. Поставьте
упор для фасок с направляющей и соедините направляющую с
основанием, как показано слева на Рис. 5. В общем, установите
направляющую с правой стороны стола. Закройте ножевой вал
специальной защитой.
Во время работы стойте с левой стороны станка, поместите
заготовку на упор для снятия фасок, при этом нужная поверхность
должна примыкать к поверхности стола. Держите левую руку перед
правой, прижимая заготовку, плавно подавайте заготовку, и когда
она пройдет 10 мм ножевого вала, прижмите её на заднем столе
левой рукой, при этом одновременно толкайте ее правой рукой. Внимание:
Убедитесь, что в заготовке нет трещин или опасных сучков. Держите ножи достаточно острыми. При любой
неожиданной ситуации с инструментом, заготовками или несчастном случае сразу отключайте
станок.
После работы отключите станок, очистите его от опилок и закройте ножи при помощи
специальной защиты.
5.2.5 Установка пильного диска
Выключите станок и отсоедините провод из розетки, снимите нижний кожух пилы, ослабьте
стопорную пластину, демонтируйте распиловочный стол. См. Рис. 4. Поместите отвертку в
отверстие 12 ножевого вала 5, чтобы застопорить шпиндель, отвинтите гайку при помощи
гаечного ключа, будьте осторожны, чтобы не повредить резьбу, снимите фланец, тщательно
очистите фланец и пильный диск, чтобы они идеально подходили друг к другу, установите
пильный диск на фланец, а затем установите их вместе со шпинделем, зафиксировав двойной
гайкой, затем установите распиловочный стол, нижний кожух, и одновременно поставьте
распиловочный стол на 0.5~1 мм выше заднего стола.
5.2.6 Распиливание
Подготовка: Выключите станок и отсоедините провод из
розетки, установите пильный диск и распиловочный стол, как
указано в части 5.2.5, затем установите на распиловочный стол
расклинивающий нож, держите центр расклинивающего ножа
на уровне пильного диска. Установите на расклинивающий нож,
кожух пильного диска. Расположите направляющие в
соответствии с шириной пропила для проведения продольного
распиливания. Направляющая может использоваться наоборот
и под углом 0~45° . Установите поперечный стол для
проведения поперечных распилов или распилов под углом
±45°. Во время работы надевайте защитные очки, стойте с правой стороны распиловочного
стола, помещайте одну часть рабочей заготовки напротив направляющей, а другую часть
упирайте в поверхность стола, подавайте медленно.
Осторожно: Избегайте прохождения слишком мелких заготовок, если необходимо,
пользуйтесь специальными плоскими прижимами заготовки. Для длинных заготовок
используйте специальные опоры или роликовые столы. Убедитесь, что в заготовке нет трещин
или опасных сучков, не очищайте стол во время работы. Держите пильный диск острым. При
любой неожиданной ситуации с инструментом, заготовками или несчастном случае сразу
отключайте станок.
После работы выдерните вилку и отключите основное питание. Очистите столы и уберите
опилки, снимите пильный диск. Установите и зафиксируйте фланец на шпинделе, в конце
установите распиловочный стол и крепко зафиксируйте.
5.2.7 Изготовление шипа
Подготовка: Выключите станок и отсоедините провод из розетки. См. Рис. 5. Ослабьте и
снимите стопорную пластину 7, поверните кожух переднего стола 6, вытащите установочный
штифт 13 на Рис. 3, поверните кожух ножевого вала 10 вверх, замените установочный штифт
13. Демонтируйте распиловочный стол, установите пильный диск на конце шпинделя,
установите на стойку заготовку, расположите блок в соответствии с высотой рабочей
заготовки, отрегулируйте центральную линию рабочей заготовки и ось шпинделя механизма в
одной горизонтальной плоскости, зафиксируйте установку, затем отрегулируйте установочную
пластину так, чтобы две вертикальные базовые плоскости рабочей заготовки плотно
соприкасались с установкой. Запустите станок, используйте защитные очки, стойте перед
установкой, подавайте медленно. Осторожно: Убедитесь, что в заготовке нет трещин или
опасных сучков, не очищайте стол во время работы. Держите
пильный диск острым. При любой неожиданной ситуации с
инструментом, заготовками или несчастном случае сразу отключайте станок.
После работы выдерните вилку и отключите основное питание.
Очистите столы и уберите опилки, снимите пильный диск.
Установите и зафиксируйте фланец на шпинделе, в конце
установите распиловочный стол и крепко зафиксируйте на 0.5~1 мм выше, чем задний стол.
5.2.8 Сверление
Подготовка: Выключите станок и отсоедините провод из розетки. Установите сверлильный
патрон и сверло, отрегулируйте высоту стола в соответствии с размером рабочей заготовки.
Если подъем слишком велик, см. Рис. 1, сначала ослабьте стопорную пластину 4,22,
передвиньте подвижное основание 17 вверх или вниз в подходящее положение, затем
зафиксируйте пластину 22, поверните винт
тонкой регулировки 19.
После установки сверлильного блока на
требуемую высоту для конкретной рабочей
заготовки затяните стопорную пластину 3,
расположите установочную пластину в
положении в соответствии с заготовкой,
сделайте на заготовке отметку, включите станок
в розетку.
Стойте лицом к сверлу, поместите заготовку
на верстак, см. Рис. 3. Для сверлильного станка
типа В держите заготовку и с двух сторон на установочной пластине 3, подавайте медленно и
легко, чтобы просверлить намеченное отверстие. Чтобы контролировать глубину сверления,
используйте установочное кольцо 7. См. Рис. 2 для сверлильного станка типа А. Когда
заготовка размещается на установочной пластине 20, зафиксируйте заготовку при помощи
зажима 19, используйте поднимающуюся пластину 3, чтобы просверлить намеченное отверстие.
Контролируйте глубину при помощи установочного кольца 2; используйте подъемную пластину
13, длина может контролироваться штифтом выталкивателя 10. Установочная пластина 20
может быть размещена на верстаке 21 поперечно или продольно, чтобы соответствовать
различным требованиям.
Внимание: Пользуйтесь достаточно острым сверлом, Подавайте медленно и легко,
регулярно меняйте сверло. Убедитесь, что в заготовке нет трещин или опасных сучков, не
очищайте стол во время работы. При любой неожиданной ситуации с инструментом,
заготовками или несчастном случае сразу отключайте станок.
После работы отключите питание, демонтируйте сверло и очистите стол.
6 Обслуживание и уход
Для длительного срока службы и высокого качества работы очищайте станок от древесных
опилок и мусора немедленно после работы. Периодически проверяйте и подтягивайте детали
станка и его электрические элементы. Каждые 1000 рабочих часов наносите консистентную
смазку на два подшипника на концах шпинделя строгального вала. Очищайте поверхности
каждого устройства, а также все скользящие поверхности, держите их в сухом месте, чтобы
избежать ржавчины. Перед каждым новым использованием станка проверяйте мотор на
предмет его изоляции.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки,
плоские, поликлиновые, клиновые и другие ремни, а также цепи, используемые в конструкции
станка, относятся к деталям быстроизнашивающимся (расходные материалы) и требуют
периодической замены. Гарантия на такие детали не распространяется. Защитные кожуха,
отдельные детали из пластика и алюминия, используемые в конструкции станка, выполняют
предохранительные функции. Замене по гарантии такие детали не подлежат.
Всегда держите хорошо заточенными строгальные ножи, пильный диск, а также другие
инструменты, немедленно затачивайте их. Для хорошего скольжения смазывайте все
скользящие поверхности.
7. ОСНОВНЫЕ СТАНДАРТНЫЕ ИНСТРУМЕНТЫ И ДЕТАЛИ
Название Характеристики Количество Примечание
Радиальный шариковый
Подшипник ..................... 204 ................................. 2 ....................................................
Пильный диск .................. 250X3.2X30 ..................... 1 ....................................................
Клиновой ремень ............. A800 ............................... 2 ....................................................
Сверлильный патрон ........ JS13/2a ........................... 1 ....................................................
Строгальный нож ............. 260X30X3 ........................ 3 ....................................................
8. ИСПОЛЬЗУЕМЫЕ ИНСТРУМЕНТЫ
Следующие инструменты должны использоваться во время наладки и обслуживания
Отвертка с плоской головкой ......... 100X6; 75X4
Крестовая отвертка ....................... 100X8; 75X5
Шестигранный торцевой ключ ................ 8; 6; 5
Двусторонний торцевой ключ ........ 12X14; 8X10
Разводной гаечный ключ ...................... 250X30
Свинцовый груз ......................................0,5 кг
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не крутится, хотя выключатель включен.
*нет подачи переменного тока или перегорел предохранитель – проверьте источник питания;
*проблемы с выключателем, прибор разболтался или сломался – проверьте соединение;
*проблемы с выключателем – проверьте выключатель;
мотор перегревается
*короткое замыкание в моторе – проверьте мотор;
*перегрузка мотора – снизьте скорость подачи;
*подача питания с пониженным напряжением – проверьте подачу напряжения
подшипник перегревается
*плохая смазка подшипников – нанесите или смените смазку;
*внутри подшипника грязь;
вращение ниже нормальной скорости
*подача переменного тока пониженного напряжения – восстановите подачу напряжения;
*ремень ослаблен – натяните ремень;
качество строгания становится хуже
*ножи затупились – заточите ножи;
*неправильная установка ножей – переустановите ножи;
станок бьет током
*изоляция отдельных деталей электрической системы повреждена, и происходит утечка
электричества – отремонтируйте или замените их.
10. ПОСТАВЛЯЕМЫЕ ПРИНАДЛЕЖНОСТИ
Пильные диски с различным количеством зубьев, ножи для строгания - Вы найдете в прайс-
листе Jet.