JTS 10
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для пиления изделий из дерева и подобных материалов, а также
твердых полимерных материалов.
Нельзя пилить изделия из металла.
Обработка других материалов недопустима, или может производиться только после
консультации с представителями компании. Наряду с указаниями по технике безопасности,
содержащимися в инструкции по эксплуатации, и особыми предписаниями Вашей страны
необходимо принимать во внимание общепринятые технические правила работы на
деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии.
Соединительный кабель (или удлинитель) от автомата защиты и от источника
электропитания до станка должен быть не менее 3x1,5мм² (желательно медный, трёхжильный,
с сечением каждой жилы не менее 1,5 мм2).
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой,
техническим обслуживанием и предупреждены о возможных опасностях.
Данный станок является машиной для индивидуального применения, т. е. по своим
конструктивным особенностям и техническим характеристикам станок не предназначен для
использования на производстве.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
2. КОМПЛЕКТ ПОСТАВКИ
1. Корпус станка
2. Нижняя подставка к станку
3. 2 расширения стола
4. Удлинение стола
5. Параллельный упор
6. Упор для распилов под углом
7. 2 ручные рукоятки
8. 2 крючка для толкателя
9. Пильный диск 254 мм
10. Расклинивающий нож
11. Защитный кожух пильного диска
12. Соединительный шланг и Y-образный переходник
13. Толкатель
14. Инструменты для обслуживания
15. Инструкция по эксплуатации
16. Список деталей
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ JТS-10
| Сетевое подключение | 220 В ~1/N/PE 50 Гц |
| Потребляемая мощность | 1500 Вт |
| Рабочий ток | 6,5 A |
| Проводка (H07RN-F) | 3x1,5 мм² |
| Предохранитель | 16 A |
| Класс защиты | I |
| Обороты пильного диска | 4500 об/мин |
| Внешний диаметр пильного диска | 254 мм |
| Внутренний диаметр пильного диска | 30 мм |
| Высота пропила при 90°/45° | 80 / 55 мм |
| Ширина распила | 410 мм |
| Угол наклона диска | 0°- 45° слева |
| Рабочий стол | 430x640 мм |
| С дополнит. столиком | 940x950 мм |
| Вытяжной патрубок | 57 / 100 мм |
| Габаритные размеры (ДхШхВ) | 780х570х320 (мм) |
| Масса станка | 37 кг |
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации
оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем.
Всегда храните инструкцию, предохраняя ее от грязи и влажности, передавайте дальнейшим пользователям.
Ежедневно перед включением пилы проверяйте функционирование необходимых защитных устройств.
Установленные дефекты пилы или защитных устройств необходимо незамедлительно
устранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях пилу, выключите ее из эл. сети.
Применяйте необходимые согласно предписаниям средства личной защиты.
Надевайте плотно прилегающую одежду, снимайте украшения, кольца и наручные часы.
Для работы с пильным диском надевайте рабочие перчатки.
Если у Вас длинные волосы, надевайте защитную сетку для волос или головной убор.
При работе с длинными заготовками используйте соответствующие удлинения стола, роликовые опоры.
Перед началом работы проверьте правильное направление вращения пильного диска.
Пильный диск должен достичь максимального числа оборотов, прежде чем начать пиление.
Обратите внимание на время замедления диска до полной остановки, оно не должно превышать 10 сек.
Не допустима остановка пильного диска путем бокового нажатия. Избегайте обратного удара заготовки.
Всегда применяйте расклинивающий нож и защитный кожух пильного диска. Расстояние
между пильным диском и расклинивающим ножом должно составлять от 2 до 5 мм.
При пилении круглых заготовок закрепляйте заготовку от проворачивания. При пилении
больших заготовок применяйте соответствующие вспомогательные средства для опоры.
Следите за тем, чтобы все заготовки были надежно закреплены во время работы, и было
обеспечено их безопасное движение.Использование пильных дисков для выборки пазов, а также пазовых фрез недопустимо. Не
применяйте циркулярную дисковую пилу для шпунтовки, нарезания пазов и шлицов.
Отпиленные, закрепленные заготовки удаляйте только при выключенном моторе и полной
остановке пильного диска.
Следите за тем, чтобы вентиляционные пазы мотора были всегда чистыми и открытыми.
Устанавливайте пилу таким образом, чтобы оставалось достаточно места для обслуживания и
для подачи заготовок.
Обеспечьте хорошее освещение.
Следите за тем, чтобы пила была надежно закреплена на ровной поверхности.
Следите за тем, чтобы электропроводка не препятствовала рабочему процессу и, через нее
нельзя было споткнуться.
Держите рабочее место свободным от посторонних предметов.
Не оставляйте без присмотра включенный станок, всегда выключайте его, прежде чем
покинуть рабочее место.
Не используйте пилу во влажных помещениях, не оставляйте её под дождем.
Не используйте станок вблизи горючих жидкостей или газов. Обычное искрение щеток
может привести к возгоранию.
Следите за соблюдением мер по противопожарной безопасности, например наличие
огнетушителя на рабочем месте.
Следите за тем, чтобы не образовывалась большая концентрация пыли – всегда применяйте
соответствующую вытяжную установку.
Древесная пыль может быть взрывоопасной и опасной для здоровья.
Перед работой удалите из заготовки гвозди и другие инородные тела.
Необходимо соблюдать указания о мин. и макс. размерах заготовок.
Не перегружайте станок, он будет лучше и дольше работать, если Вы будете применять его в
соответствии с его мощностью.
Стружку и части заготовок удаляйте только при выключенном станке.
Работы по электрике станка должны выполняться только электриками.
Удлинительный кабель всегда отматывайте от барабана полностью.
Немедленно заменяйте поврежденный сетевой кабель.
Никогда не используйте пилу, если возникли проблемы с выключателем.
Все работы по установке, монтажу, чистке должны производиться только после отключения
станка из эл.сети.
Нельзя применять пильные диски из быстрорежущей стали (HSS).
Поврежденные диски немедленно замените.
Изношенный вкладыш стола немедленно замените.
4.1. ВНИМАНИЕ опасности
Даже при правильном использовании пилы остаются приведенные ниже опасности.
Опасность ранения свободно вращающимся пильным диском.
Опасность из-за излома пильного диска.
Опасность ранения отлетевшими частями заготовок.
Опасность от шума и пыли.
Обязательно надевайте средства личной защиты (защита глаз, ушей и дыхательных путей).
Применяйте вытяжные установки!
Опасность удара током, при неправильной прокладке кабеля.
4.2. Уровень шума
Значения определяют согласно стандарту EN 1807:1999 (коэффициент погрешности измерения
4 dB)
Заготовка – древесно-стружечная плита 16 мм: Уровень мощности звука (согласно EN 3746):
Холостой ход – 86,1 dB(A), обработка – 89,6 dB(A).
Уровень звукового давления (согласно EN 11202):
Холостой ход – 73,1dB(A), обработка – 77,2 dB.
Приведенные значения относятся к уровню издаваемого шума и не являются необходимым
уровнем для безопасной работы.
Они должны дать возможность пользователю станка лучше оценить возможные опасности и
риски.
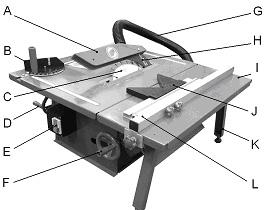
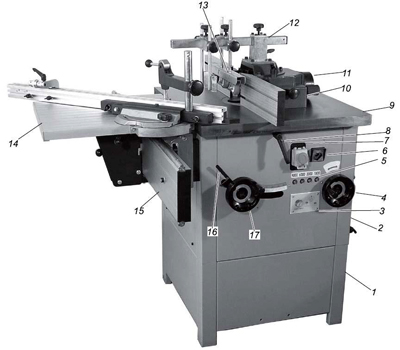
5. ОПИСАНИЕ СТАНКА
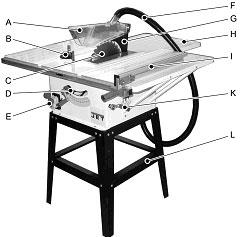
| A | защитный кожух пильного диска |
| B | упор для распилов под углом |
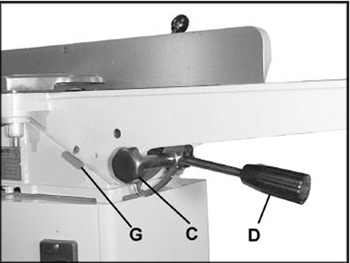
| C | пильный диск |
| D | рукоятка для изменения высота пильного диска |
| E | выключатель |
| F | соединительный шланг |
| G | расклинивающий нож |
| H | удлинение стола |
| I | параллельный упор |
| K | рукоятка для наклона пильного диска |
| L | нижняя подставка |
6. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
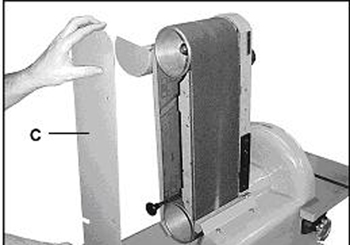
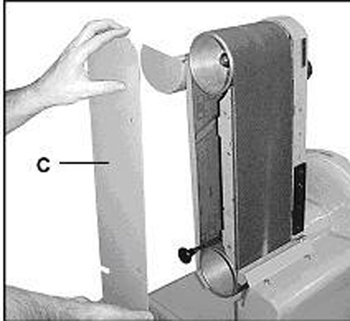
6.1. Транспортировка и установка
При переноске пилы не держите ее за защитные приспособления.
Во время транспортировки верхняя часть диска пилы должна быть закрыта, например,
с помощью защитного кожуха пильного диска.
Установка станка должна производиться в закрытых помещениях, при этом достаточно
условий обычной столярной мастерской.Не используйте станок во влажных помещениях,
не оставляйте его под дождем. Поверхность, на которой устанавливается
станок, должна быть ровной и способной выдерживать нагрузки.
При необходимости станок можно жестко закрепить на поверхности. По соображениям
упаковки станок поставляется не полностью смонтированным.
6.2. Монтаж.
Общие указания
Перед проведением монтажно-наладочных работ отключите станок от эл. сети!
Удалите защитную смазку от ржавчины с помощью мягких растворителей.
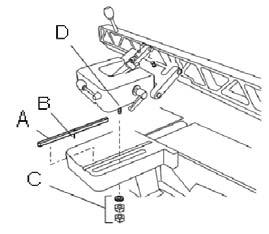
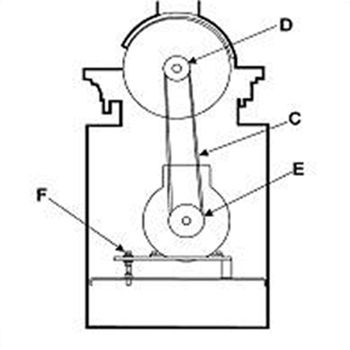
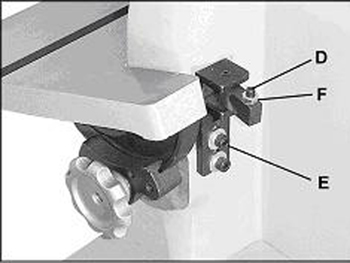
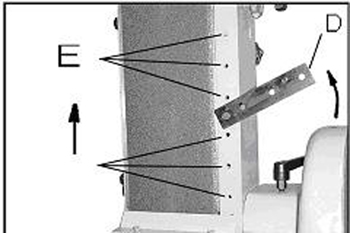
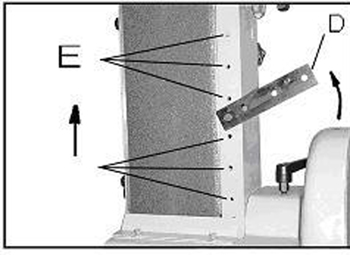
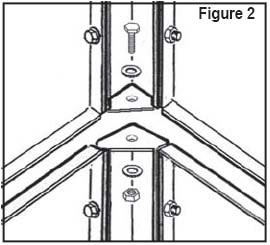
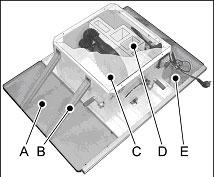
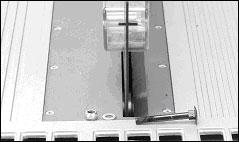
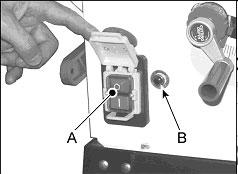
Установите станок на плоскую поверхность.Удаление транспортного
предохранителя Открутите напольную крышку (C, Рис. 2) и
удалите транспортный предохранитель (D).
 |
Снова прикрутите напольную крышку. Монтаж дополнительных столов
Установите левое и правое расширение стола (A и E ), а также удлинение стола
сзади. С обеих сторон и сзади установите по 2 диагональных суппорта (B).
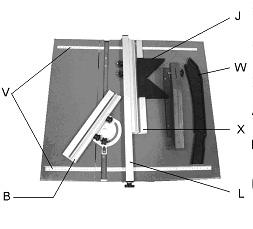
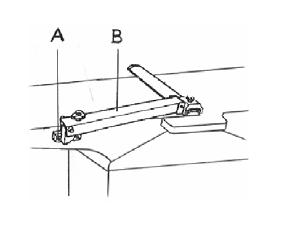
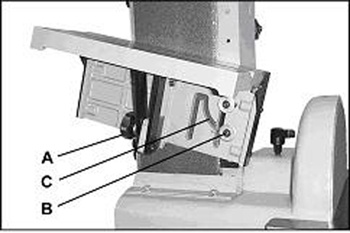
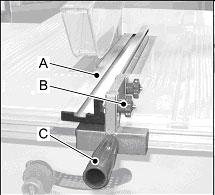
Монтаж базисных шин Установите базовые шины для параллельного упора (A, B, Рис. 3) к
передней части стола.
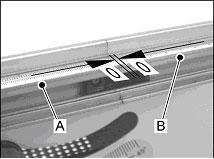 |
2 шкалы должны упереться друг в друга в середине стола.
Монтаж ручных рукояток Установите 2 ручные рукоятки: 1 рукоятку
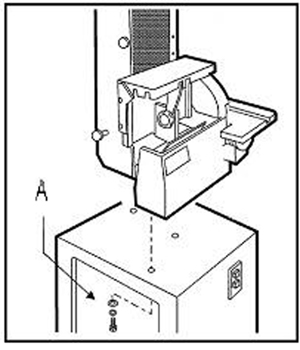
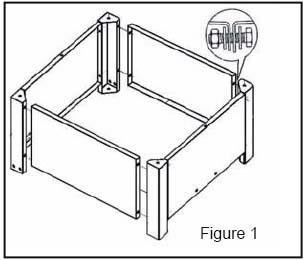
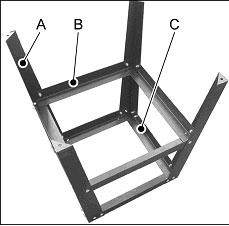
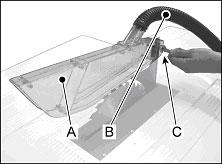
спереди и 1 0/45 ºсбоку. Монтаж нижней подставки
Установите ножки (A, Рис. 4) и поперечные перекладины (B, C) нижней
подставки как на рисунке.
 |
прикрутите его с помощью 4 винтов, гроверных шайб и гаек (Рис. 5).
 |
Выровняйте поверхности дополнительных столов в соответствии с рабочим столом
станка (в качестве линейки применяйте упорную шину).
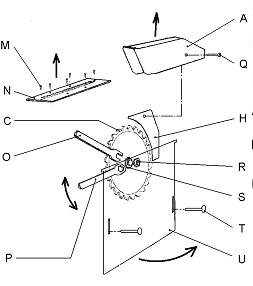
Монтаж пильного диска
Пильный диск должен соответствовать техническим характеристикам.
Применяйте только пильные диски, соответствующие стандартам.
Перед установкой пильный диск нужно проверить на наличие дефектов (царапины,
сломанные зубья, погнутость). Не применяйте поврежденные диски.
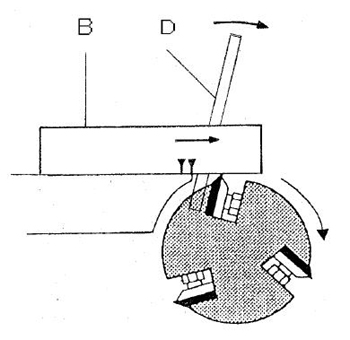
Следите за тем, чтобы зубья пильного диска «смотрели» по направлению пиления (вниз).
Для работы с пильным диском всегда надевайте рабочие перчатки.
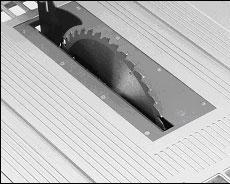
Замену пильного диска проводите только при отключенном от сети станке.
Снимите защитный кожух и вкладыш стола.
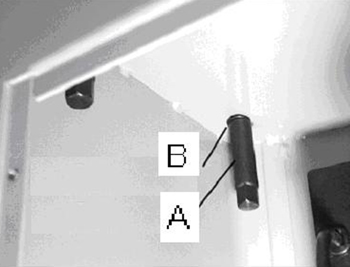
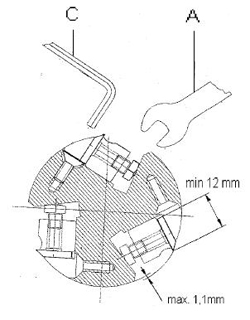
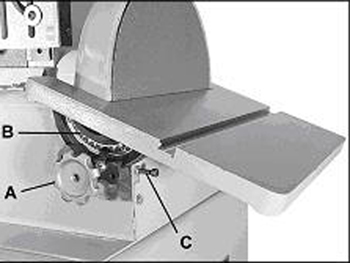
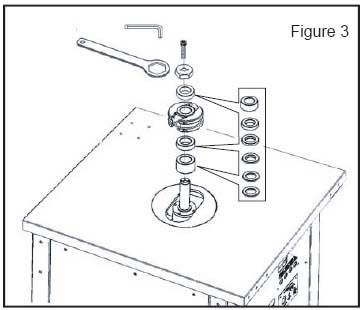
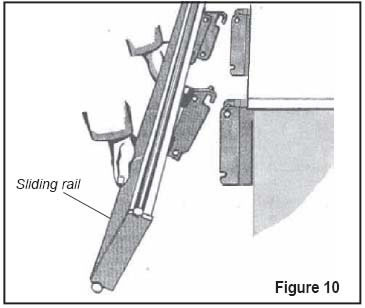
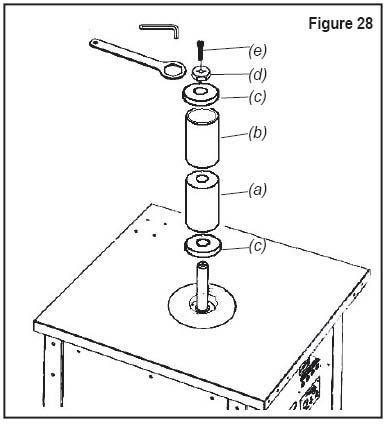
Открутите зажимную гайку с помощью входящего в комплектацию ключа (A, Рис.
10). Зафиксируйте фланец пильного диска с помощью входящего в комплектацию ключа
(B) против вращения.
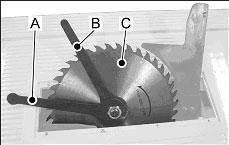 |
вал. Убедитесь в том, чтобы зубья пильного диска «смотрели» по направлению пиления
(спереди вниз). Монтируйте фланец и плотно затяните зажимную гайку.
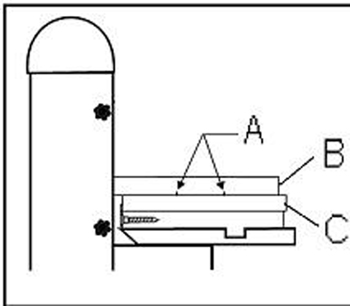
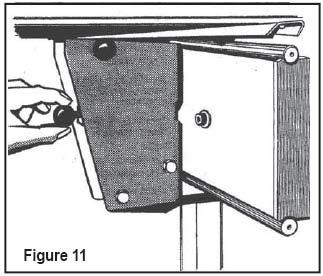
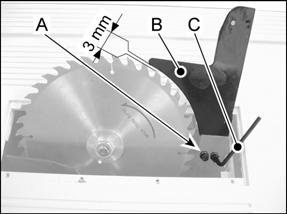
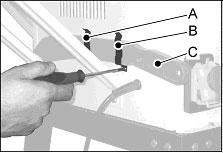
Закрепите вкладыш стола и защитный кожух диска. Moнтаж расклинивающего ножа
Всегда применяйте расклинивающий нож. Отключите станок от эл.сети.
Расклинивающий нож (B), Рис. 11) закрепляется с помощью 2 винтов с
внутренним шестигранником (A). Плотно затяните их с помощью поставляемого ключа (C).
Расстояние между пильным диском и расклинивающим ножом должно составлять
от 2 до 5 мм.
 |
Монтируйте вкладыш стола с помощью 8 винтов с цилиндрической головкой (Рис. 6).
 |
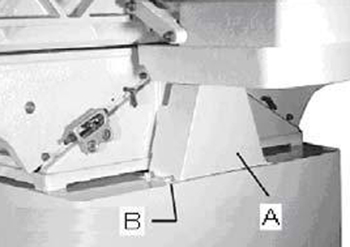
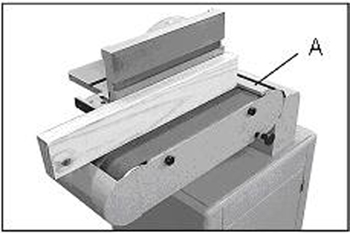
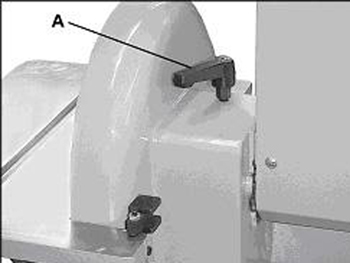
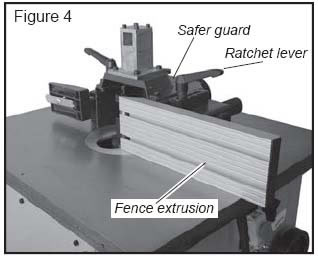
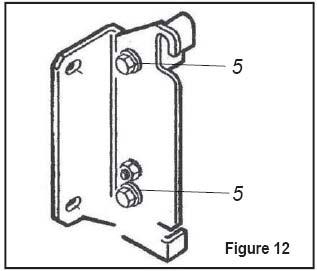
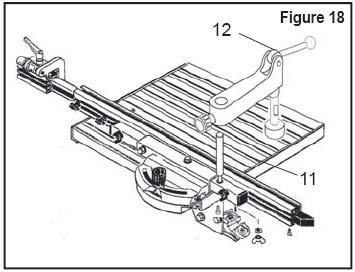
Всегда устанавливайте защитный кожух диска (A, Рис. 12).
Защитный кожух нужно всегда опускать до обрабатываемой заготовки, чтобы как
можно лучше закрывать зубья диска. Никогда не производите перемещение на
включенном станке.
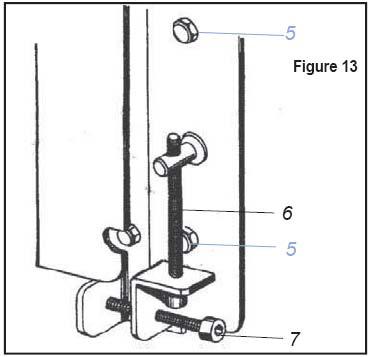
 |
расклинивающему ножу (Рис. 13).
 |
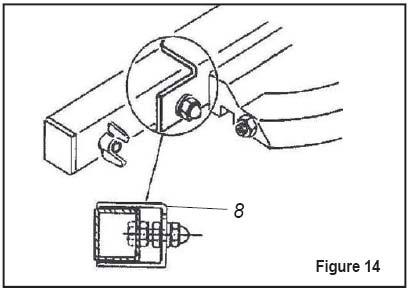
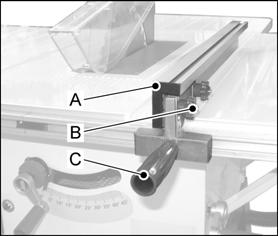
включенном станке. Закрепите параллельный упор с помощью
винта с T-образным шлицем и рукоятки (C, Рис. 14).
 |
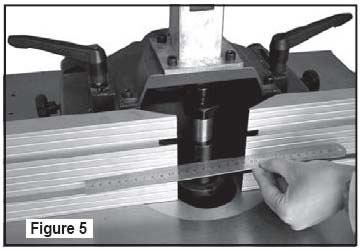
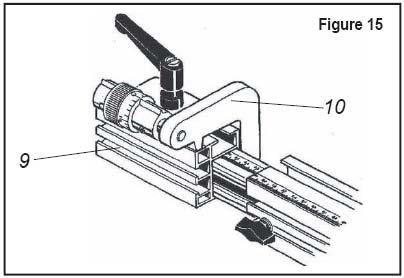
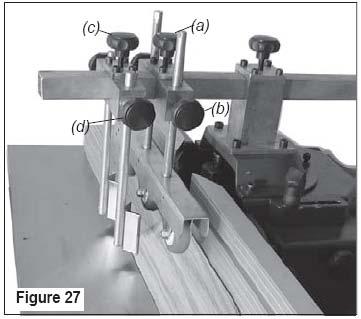
Упорную шину можно перемещать в продольном направлении, а также плоско
размещать на столе.Производите пиление узких заготовок (ширина меньше 120 мм) только с плоско
расположенной на столе упорной шиной (рис. 15).
 |
Moнтируйте 2 крючка для хранения толкателя (A,B, Рис. 7) с помощью 4
шлицевых винтов.
 |
6.3. Подключение вытяжки
Перед эксплуатацией станок нужно подключить к вытяжной установке.
Moнтируйте соединительный шланг (A, Рис. 8) и Y-образный переходник (B) как на
рисунке.
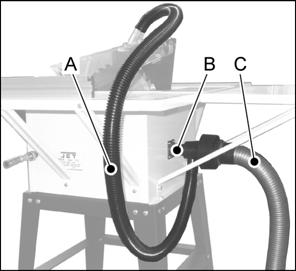 |
Предусмотрено подключение шланга (C) диаметром 100 и 57 мм.
6.4. Подключение к эл. сети
Сетевое подключение и применяемые удлинители должны соответствовать нормам.
Напряжение сети и частота должны совпадать с данными на типовой табличке
станка. Предохранитель сети должен составлять 16 A.
Подключение и ремонт должны проводиться только специалистами- электриками.
6.5. Работы по наладке и регулировке
Общие указания
Перед проведением монтажно-наладочных работ отключите станок от эл. сети!
Регулировка пильного диска
Никогда не производите регулировку при работающем станке.
Используйте переднюю приводную рукоятку (D) для регулировки по высоте.
Используйте левую приводную рукоятку (К) для регулировки наклона.Внимание
Не применяйте пильные диски, максимальное рекомендуемое число
оборотов которых ниже числа оборотов станка.
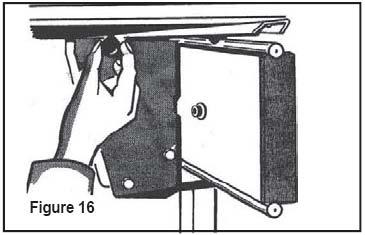
Установка упора для пиления под углом Никогда не производите установку на
включенном станке. Для точной установки применяйте угольник на 90° (Рис. 16)
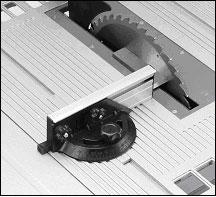 |
Упорную шину всегда плотно приставляйте к пильному диску.
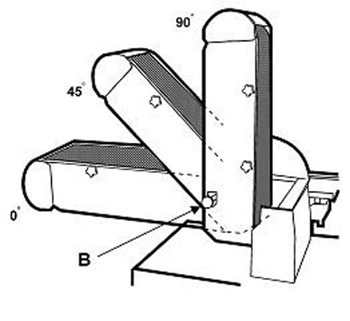
Регулировка поворотных упоров на 45°, 90°
Конечные упоры установлены с завода. Если необходима регулировка:
Отключите станок от эл.сети. Снимите напольную крышку корпуса.
Переставляйте установочные кольца, находящиеся на поворотном шпинделе до
тех пор, пока не произойдет фиксация при 90° или 45°.
Снова установите напольное крышкукорпуса.
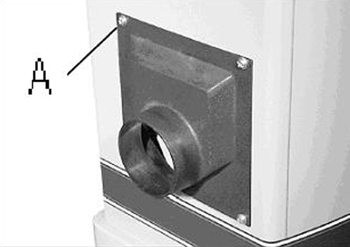
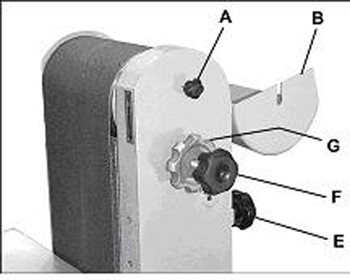
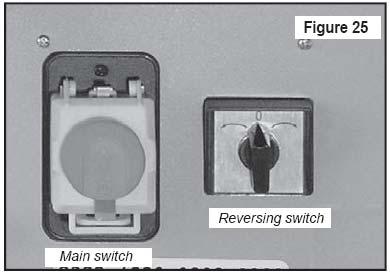
6.6. Пуск в эксплуатацию
Станок включается с помощью зеленой кнопки на основном выключателе: и
выключается нажатием красной кнопки (А, Рис. 9).
 |
При перегрузке мотор автоматически отключается.
После 5 минут остывания станок можно снова включить.Для этого нажмите на защитную кнопку от
перегрузок (B)
7. РАБОТА СТАНКА
Внимание
Перед началом работы проконтролируйте состояние пильного диска.
Работайте только с острым пильным диском!
Всегда применяйте расклинивающий нож и защитный кожух пильного диска.
Проверяйте правильность их положения. Перед началом распила заготовки
пильный диск должен набрать максимальное число оборотов.
При работе всегда устанавливайте все защитные приспособления.
Немедленно производите замену поврежденных защитных приспособлений.
Предохраняйте заготовки круглого сечения от проворачивания за счет
достаточного давления на нее при пилении. Необходимо обращать внимание на то,
чтобы заготовки при распиле надежно удерживались и проводились по станку.
Никогда не распиливайте заготовку, удерживая ее на весу.
Избегайте обратного удара при работе.
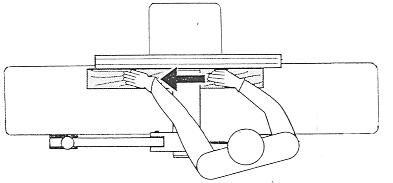
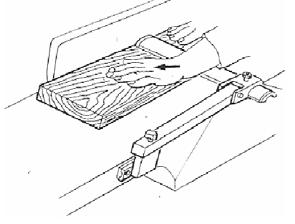
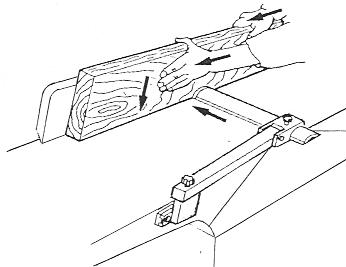
Безопасная работа
A.1.: продольный распил
A.2.: продольный распил с толкателем
A.3.: поперечный распил
A.4.: продольный распил под углом
A.5.: поперечный распил под углом
A.6.: продольный распил плит
7.1. Правильное рабочее положение:
Перед станком за пределами линии пиления (опасной зоны).
7.2. Обращение с заготовкой при работе:
Держите руки за пределами области пиления, положив их на заготовку.
Подавайте заготовку в направлении линии пильного диска.
Подавайте заготовку равномерно, не перекашивая ее.
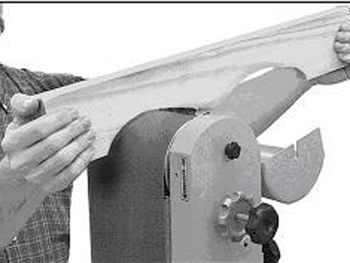
При пилении широких и длинных заготовок применяйте опорные роликовые
стойки. При продольном пилении узких заготовок
(уже 120 мм) используйте деревянные штоки и толкатели.
Смотрите за тем, чтобы отпиленный материал не был захвачен поднимающимся
зубом пильного диска и не отброшен вверх. Отпиленные и заклинившие заготовки
удаляйте только при выключенном моторе и после полной остановки пильного диска.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие указания
Перед проведением работ по техническому обслуживанию, чистке и
ремонту отключите станок от эл. сети! Подключение и ремонт электрического
оборудования разрешается проводить только квалифицированным электрикам.
Ежедневно проверяйте техническое состояние вытяжной установки.Избегайте
скопления опилок и обрезков заготовок в корпусе станка. Вентиляция мотора не
должна быть забита опилками. Очищайте станок регулярно через
равномерные промежутки времени. Учитывайте, что строгальные ножи,
обрезиненные валы привода движения заготовки, плоские, поликлиновые,
клиновые и другие ремни, а также цепи, используемые в конструкции станка,
относятся к деталям быстроизнашивающимся (расходные материалы) и требуют
периодической замены. Гарантия на такие детали не распространяется. Защитные
кожуха, отдельные детали из пластика и алюминия, используемые в конструкции
станка, выполняют предохранительные функции. Замене по гарантии такие детали
не подлежат. Обращайтесь в сервисную службу по
обслуживанию клиентов или подходящий специализированный магазин, если на
циркулярной дисковой пиле, включая защитные приспособления и пильные диски,
появятся повреждения или отклонения от нормальной работы.
Пильные диски
Уход за пильными дисками должен быть поручен только обученному персоналу.
Применяйте только заточенные пильные диски. Немедленно производите замену
поврежденных пильных дисков. Щётки коллектора Контролируйте состояние щеток после 40
часов работы. При длине щетки менее 3 мм ее необходимо заменять. Угольные щетки
относятся к быстро изнашивающимся деталям и на них не распространяются
гарантийные обязательства компании JET.
Артикул заказа JTS10-059.
1. выньте штекер из розетки.
2. снимите напольную крышку корпуса.
3. открутите крышку, закрывающую
щетки
4. установите новые щетки коллектора
(Jet номер заказа: JTS10-059 2 шт).
5. снова установите крышку, закрывающую щетки, и напольную
крышку корпуса.
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
мотор не работает
*нет тока – проверить соединительные провода и предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
сильные вибрации станка
*станок стоит неровно – установить станок;
*загрязнено место установки пильного
диска – очистить вал пилы и фланец;
*поврежден пильный диск – немедленно заменить его;
угол реза не соответствует 90°
*неправильно установлен упор для пиления под углом.
заготовка зажимается на упоре
*упор не параллелен пильному диску – проверить упор и отрегулировать;
*искривленная заготовка или произошло
проворачивание заготовки – выбрать другую
заготовку;
*слишком большое давление на заготовку при пилении – уменьшить подачу;
обратный удар заготовки
*упор не параллелен пильному диску – проверить упор и отрегулировать его;
*не установлен расклинивающий нож – Опасно! Немедленно установить вместе сзащитным кожухом.
плохое качество поверхности распила
*выбран неподходящий диск пилы;
*пильный диск установлен в обратную сторону;
*диск пилы загрязнен смолой;
*тупые зубья диска пилы;
*неоднородная заготовка;
*слишком большое усилие подачи пилы – не перегружайте станок при пилении.
10. ПОСТАВЛЯЕМЫЕ ПРИНАДЛЕЖНОСТИ
Пильные диски с различным количеством зубьев Вы найдете в прайс-листе Jet.