D21441
15 march 2016
Поздравляем Вас!
Вы выбрали электрический инструмент фирмы DEWALT. Тщательная разработка изделий, многолетний опыт фирмы по про-
изводству электроинструментов, различные усовершенствования сделали электроинструменты DEWALT одними из самых надеж-
ных помощников для профессионалов.Уровень вибрации, указанный в данном информационном листке, был рассчитан по
стандартному методу тестирования в соответствии со стандартом EN60745 и может использоваться для сравнения инструментов
разных марок. Он может также использоваться для предварительной оценки воздействия вибрации.
Технические характеристики D21441
| Напряжение питания | 230 В |
| Тип | 2 |
| Потребляемая мощность | 770 Вт |
| Число оборотов х. х. 1-я скорость | 0–1100 об/мин |
| Число оборотов х. х. 2-я скорость | 0–2700 об/мин |
| Максимальный диаметр сверления в металле | 13 мм |
| Максимальный диаметр сверления в дереве | 35 мм |
| Максимальный диаметр сверления в бетоне | - |
| Резьба шпинделя | 1/2" x 20 UNF |
| Диаметр муфты патрона | 43 мм |
| Максимальный размер патрона | 13 мм |
| Вес | 2,3 кг |
| Минимальные электрические предохранители: | |
| Инструменты 230 В | 10 ампер, электросеть |
ВНИМАНИЕ:
применяется не по основному назначению, с другими принадлежностями или содержится в ненадлежащем порядке, уро-
вень вибрации будет отличаться от указанной величины. Это может значительно увеличить воздействие вибрации в течение
всего периода работы инструментом.
состоянии или когда он включен, но не выполняет какую-либо операцию. Это может значительно уменьшить уровень воздействия
в течение всего периода работы инструментом.
уход за инструментом и принадлежностями, содержание рук в тепле, организация рабочего места.
Определения: Предупреждения безопасности
Следующие определения указывают на степень важности каждого сигнального слова. Прочтите руководство по эксплуатации
и обратите внимание на данные символы.
ОПАСНО: Означает чрезвычайно опасную ситуацию, которая приводит к смертельному исходу или получению тяжелой травмы.
ВНИМАНИЕ: Означает потенциально опасную ситуацию, которая может привести к смертельному исходу или получению тяжелой
травмы.
ПРЕДУПРЕЖДЕНИЕ: Означает потенциально опасную ситуацию, которая может привести к получению травмы легкой или средней
тяжести.
ПРЕДОСТЕРЕЖЕНИЕ: Означает ситуацию, не связанную с получением телесной травмы, которая, однако, может привести к повреж-
дению электроинструмента. Риск поражения электрическим током!
Огнеопасность!
Декларация соответствия ЕС
ДИРЕКТИВА ПО МЕХАНИЧЕСКОМУ ОБОРУДОВАНИЮ
D E WALT заявляет, что продукты, обозначенные в разделе «Технические характеристики», разработаны в полном соответствии
со стандартами: 98/37/ЕС (до 28 декабря 2009 г.), 2006/42/ЕС (с 29 декабря 2009 г.), EN 60745-1, EN 60745-2-1.
Данные продукты также соответствуют Директиве 2004/108/EC. За дополнительной информацией обращайтесь по указанному
ниже адресу или по адресу, указанному на последней странице руководства. Нижеподписавшееся лицо полностью от-
вечает за соответствие технических данных и делает это заявление от имени фирмы
D E WALT.

Хорст Гроссманн (Horst Grossmann) Вице-президент по инженерным разработкам
D E WALT, Richard-Klinger-Straße 11 D-65510, Idstein, Germany 03.09.2009
Инструкции по технике безопасности
ВНИМАНИЕ: Внимательно прочтите руководство по эксплуатации для снижения риска получения травмы.
Общие правила безопасности при работе с электроинструментами
ВНИМАНИЕ: Внимательно прочтите все инструкции по безопасности и руководство по эксплуатации. Несоблюдение
всех перечисленных ниже правил безопасности и инструкций может привести к поражению электрическим током, возникновению
пожара и/или получению тяжелой травмы. Сохраните все инструкции по безопасности и руководство по эксплуатации для
их дальнейшего использования Термин «Электроинструмент» во всех приведенных ниже указаниях относится к Вашему
сетевому (с кабелем) или аккумуляторному (беспроводному) электроинструменту.
1 Безопасность рабочего места
a. Содержите рабочее место в чистоте и обеспечьте хорошее освещение. Плохое освещение или беспорядок на
рабочем месте может привести к несчастному случаю.
b. Не используйте электроинструменты, если есть опасность возгорания или взрыва, например, вблизи легко вос-
пламеняющихся жидкостей, газов или пыли. В процессе работы электроинструмент создает искровые разряды,
которые могут воспламенить пыль или горючие пары.
c. Во время работы с электроинструментом не подпускайте близко детей или посторонних лиц. Отвлечение внимания может вызвать
у Вас потерю контроля над рабочим процессом.
2 Электробезопасность
a. Вилка кабеля электроинструмента должна соответствовать штепсельной розетке. Ни в коем случае не
видоизменяйте вилку электрического кабеля. Не используйте соединительные штепсели-переходники, если в
силовом кабеле электроинструмента есть провод заземления. Использование оригинальной вилки кабеля и соот-
ветствующей ей штепсельной розетки уменьшает риск поражения электрическим током.
b. Во время работы с электроинструментом избегайте физического контакта с заземленными объектами, такими
как трубопроводы, радиаторы отопления, электроплиты и холодильники. Риск поражения электрическим
током увеличивается, если Ваше тело заземлено.
c. Не используйте электроинструмент под дождем или во влажной среде. Попадание воды в электроинструмент
увеличивает риск поражения электрическим током.
d. Бережно обращайтесь с электрическим кабелем. Ни в коем случае не используйте кабель для переноски
электроинструмента или для вытягивания его вилки из штепсельной розетки. Не подвергайте электрический
кабель воздействию высоких температур и смазочных веществ; держите его в стороне от острых кромок
и движущихся частей электроинструмента. Поврежденный или запутанный кабель увеличивает риск поражения
электрическим током.
e. При работе с электроинструментом на открытом воздухе используйте удлинительный кабель, предназначенный
для наружных работ. Использование кабеля, пригодного для работы на открытом воздухе, снижает риск поражения
электрическим током.
f. При необходимости работы с электроинструментом во влажной среде используйте источник питания, обо-
рудованный устройством защитного отключения (УЗО). Использование УЗО снижает риск поражения электрическим
током.
3 Личная безопасность
a. При работе с электроинструментами будьте внимательны, следите за тем, что Вы делаете, и руководствуйтесь
здравым смыслом. Не используйте электроинструмент, если Вы устали, а также находясь под действием
алкоголя или понижающих реакцию лекарственных препаратов и других средств. Малейшая неосторожность при
работе с электроинструментами может привести к серьезной травме.
b. При работе используйте средства индивидуальной защиты. Всегда надевайте защитные очки. Своевременное
использование защитного снаряжения, а именно: пылезащитной маски, ботинок на нескользящей подошве, защитного
шлема или противошумных наушников,значительно снизит риск получения травмы.
c. Не допускайте непреднамеренного запуска. Перед тем, как подключить электроинструмент к сети и/или акку-
мулятору, поднять или перенести его,убедитесь, что выключатель находится в положении «выключено». Не пе-
реносите электроинструмент с нажатой кнопкой выключателя и не подключайте к сетевой розетке электроинструмент,
выключатель которого установлен в положение «включено», это может привести к несчастному случаю.
d. Перед включением электроинструмента снимите с него все регулировочные или гаечные ключи. Регулиро-
вочный или гаечный ключ, оставленный закрепленным на вращающейся части электроинструмента, может стать при-
чиной тяжелой травмы.
e. Не пытайтесь дотянуться до слишком удаленных поверхностей. Всегда твердо стойте на ногах, сохраняя рав-
новесие. Это позволит Вам не потерять контроль при работе с электроинструментом в непредвиденной ситуации.
f. Одевайтесь соответствующим образом. Во время работы не надевайте свободную одежду или украшения.
Следите за тем, чтобы Ваши волосы, одежда или перчатки находились в постоянном отдалении от движу-
щихся частей инструмента. Свободная одежда, украшения или длинные волосы могут попасть в движущиеся части
инструмента.
g. Если электроинструмент снабжен устройством сбора и удаления пыли, убедитесь, что данное устройство
подключено и используется надлежащим образом. Использование устройства пылеудаления значительно
снижает риск возникновения несчастного случая, связанного с запыленностью рабочего пространства.
4 Использование электроинструментов и технический уход
a. Не перегружайте электроинструмент. Используйте Ваш инструмент по назначению. Электроинструмент работает
надежно и безопасно только при соблюдении параметров, указанных в его технических характеристиках.
b. Не используйте электроинструмент, если его выключатель не устанавливается в положение включения или
выключения. Электроинструмент с неисправным выключателем представляет опасность и подлежит ремонту.
c. Отключайте электроинструмент от сетевой розетки и/или извлекайте аккумулятор перед регулированием,
заменой принадлежностей или при хранении электроинструмента. Такие меры предосторожности снижают риск
случайного включения электроинструмента.
d. Храните неиспользуемые электроинструменты в недоступном для детей месте и не позволяйте лицам,
не знакомым с электроинструментом или данными инструкциями, работать с электроинструментом. Электро-
инструменты представляют опасность в руках неопытных пользователей.
e. Регулярно проверяйте исправность электроинструмента. Проверяйте точность совмещения и легкость
перемещения подвижных частей, целостность деталей и любых других элементов электроинструмента,
воздействующих на его работу. Не используйте неисправный электроинструмент, пока он не будет полностью
отремонтирован. Большинство несчастных случаев являются следствием недостаточного технического ухода за
электроинструментом.
f. Следите за остротой заточки и чистотой режущих принадлежностей. Принадлежности с острыми кромками
позволяют избежать заклинивания и делают работу менее утомительной.
g. Используйте электроинструмент, аксессуары и насадки в соответствии с данным Руководством и с учетом
рабочих условий и характера будущей работы. Использование электроинструмента не по назначению может создать
опасную ситуацию.
5 Техническое обслуживание
a. Ремонт Вашего электроинструмента должен производиться только квалифицированными специалистами с ис-
пользованием идентичных запасных частей. Это обеспечит безопасность Вашего электроинструмента в дальней-
шей эксплуатации.
Дополнительные правила безопасности при работе дрелями
• Надевайте защитные наушники. Воздействие шума может привести к потере слуха.
• Держите электроинструмент только за изолированные поверхности при выполнении работ, во время которых
режущая принадлежность может задеть скрытую проводку или кабель подключения к электросети. Контакт
насадки с находящимся под напряжением проводом делает непокрытые изоляцией металлические части электроин-
струмента также «живыми», что создает опасность удара электрическим током.
• Используйте струбцины или другие приспособления для фиксации обрабатываемой детали, устанавливая их
только на неподвижной поверхности. Если держать обрабатываемую деталь
руками или с упором в собственное тело, то можно потерять контроль над инструментом или обрабатываемой деталью.
• Надевайте защитные очки или другие средства защиты глаз. При сверлении частицы материала разлетаются во все
стороны. Разлетающиеся частицы могут повредить глаза.
• Сверла и инструменты в процессе работы сильно нагреваются. Прикасайтесь к ним, предварительно надев перчатки.
• Следите, чтобы руки были сухими, чистыми и без следов масла или смазки. Настоятельно рекомендуется ис-
пользовать резиновые перчатки. Это улучшит контроль над инструментом.
Остаточные риски
Следующие риски являются характерными при использовании дрелей:
- Травмы в результате касания горячих или вращающихся частей инструмента. Несмотря на соблюдение соответствующих
инструкций по технике безопасности и использование предохранительных устройств, некоторые остаточные риски невозможно
полностью исключить. К ним относятся:
- Ухудшение слуха.
- Риск защемления пальцев при смене насадок.
- Ущерб здоровью в результате вдыхания пыли при работе с деревом.
- Риск получения травмы от разлетающихся частиц.
- Риск получения травмы, связанный с продолжительным использованием инструмента.
Маркировка инструмента
На инструменте имеются следующие знаки:
Перед использованием внимательно прочтите данное руководство по эксплуатации. Используйте средства защиты органов слуха.
Надевайте защитные очки.
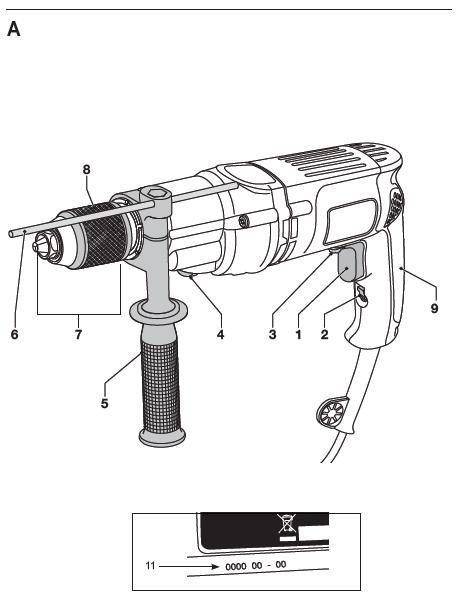
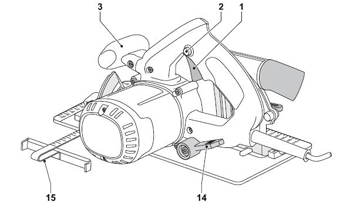
МЕСТО ПОЛОЖЕНИЯ КОДА ДАТЫ (РИС. 1)
Код даты (11), который также включает в себя год изготовления, отштампован на поверхности корпуса инструмента.
Пример:
2009 XX XX
Год изготовления
Комплект поставки
Упаковка содержит:
1 Электрическая дрель
1 Боковая рукоятка
1 Ограничитель глубины сверления
1 Чемодан (только K-модели)
1 Руководство по эксплуатации
1 Чертеж инструмента в разобранном виде
• Проверьте дрель, детали и дополнительные приспособления на наличие повреждений, которые могли произойти
во время транспортировки.
• Перед началом работы необходимо внимательно прочитать настоящее руководство и принять к сведению со-
держащуюся в нем информацию.
Описание (Рис. А, Е)
ВНИМАНИЕ: Ни в коем случае не модифицируйте электроинструмент или какую-либо его деталь. Это может привести к получению
травмы или повреждению инструмента.
1. Клавиша пускового выключателя с регулировкой скорости
2. Кнопка блокировки пускового выключателя
3. Переключатель направления вращения (реверса)
4. Переключатель скоростей
5. Боковая рукоятка
6. Упор-ограничитель глубины сверления
7. Быстрозажимной патрон
8. Муфта патрона
9. Основная рукоятка
10. Винт
Назначение
Ваша электрическая дрель D21441 предназначена для профессиональных работ по сверлению и заворачиванию саморезов.
Не используйте инструмент во влажных условиях или при наличии в окружающем пространстве легко воспламеняющихся
жидкостей или газов. Данная электрическая дрель является профессиональным электроинструментом. Не
разрешайте детям прикасаться к инструменту. Неопытные пользователи должны использовать данный инструмент под руководством
опытного инструктора.
Автоматическая блокировка шпинделя
После выключения электродрели происходит автоматическая блокировка шпинделя. В результате муфту патрона легко можно по-
вернуть одной рукой, удерживая инструмент в другой руке.
Электробезопасность
Электрический двигатель рассчитан на работу только при одном напряжении электросети. Следите за напряжением электрической
сети, оно должно соответствовать величине, обозначенной на информационной табличке электроинструмента.
Ваш инструмент DEWALT имеет двойную изоляцию в соответствии со стандартом EN 60745, исключающей потребность в заземляю-
щем проводе.
ВНИМАНИЕ: Электроинструменты с напряжением 115 В должны управляться через предохранительный изолированный транс-
форматор с заземленным экраном между первичной и вторичной обмоткой. Поврежденный кабель должен заменяться
специально подготовленным кабелем, который можно приобрести в сервисной организации DEWALT.
Использование удлинительного кабеля
При необходимости использования удлинительного кабеля, используйте только утвержденные кабели промышленного
изготовления, рассчитанные на мощность не меньшую, чем потребляемая мощность данного инструмента (см. раздел «Техни-
ческие характеристики»). Минимальный размер проводника должен составлять1 мм2; максимальная длина кабеля не должна превышать 30 м.
При использовании кабельного барабана, всегда полностью разматывайте кабель.
СБОРКА И РЕГУЛИРОВКА
ВНИМАНИЕ: Во избежание травмы, выключите инструмент и отсоедините его от источника электропитания, прежде чем
устанавливать и демонтировать принадлежности, выполнять или изменять настройки, а также перед проведением ремонта.
Убедитесь, что курковый переключатель находится в положении ВЫКЛ. Непреднамеренный запуск инструмента может привести к по-
лучению травмы.
Установка и извлечение насадок (Рис. А)
• Раскройте патрон поворачивая муфту (8) в направлении против часовой стрелки, и вставьте хвостовик насадки.
• Вставьте насадку в патрон до конца и слегка приподнимите ее, прежде чем затянуть.
• Надежно затяните патрон, поворачивая муфту в направлении по часовой стрелке.
• Для извлечения насадки, действуйте в обратном порядке.
Установка боковой рукоятки (Рис. А)
Боковая рукоятка (5) может быть установлена так, чтобы создать удобство для пользователей как с правой, так и с левой рабочей рукой.
ВНИМАНИЕ: Всегда используйте дрель только с правильно установленной боковой рукояткой.
• Ослабьте боковую рукоятку.
• Для пользователей с правой рабочей рукой: установите зажим боковой рукоятки на муфте позади патрона, располагая
боковую рукоятку слева.
• Для пользователей с левой рабочей рукой: установите зажим боковой рукоятки 10 на муфте позади патрона, располагая
боковую рукоятку справа. Поверните боковую рукоятку в требуемое положение и затяните крепление.
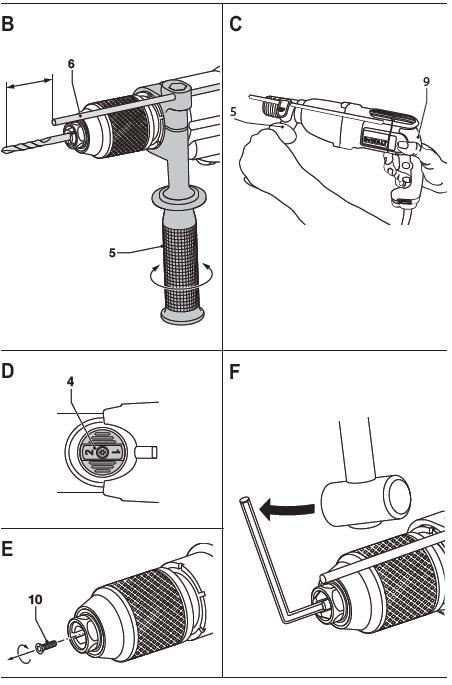
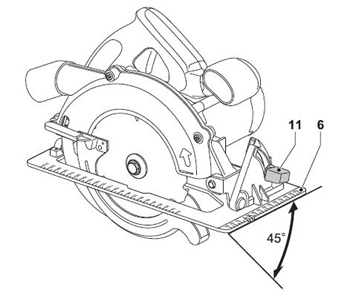
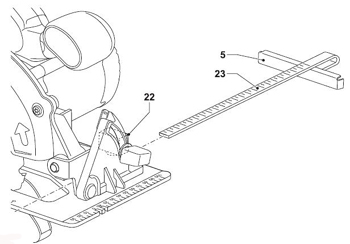
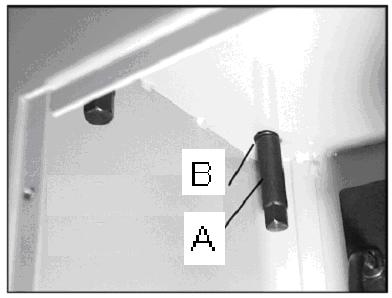
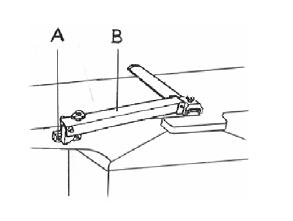
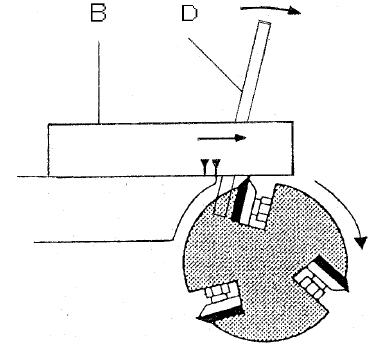
Настройка глубины сверления (Рис. В)
• Вставьте в патрон хвостовик нужного сверла.
• Ослабьте боковую рукоятку (5).
• Установите упор-ограничитель глубины сверления (6) в сквозное отверстие зажима боковой рукоятки.
• Настройте глубину сверления, как это показано на рисунке.
• Затяните боковую рукоятку. Переключатель направления вращения (реверса) (Рис. А)
• Для выбора направления вращения используйте переключатель реверса (3) (см. стрелки на корпусе инструмента).
ВНИМАНИЕ: Прежде чем поменять направление вращения, обязательно дождитесь полной остановки двигателя.
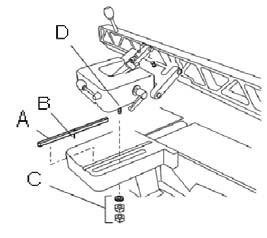
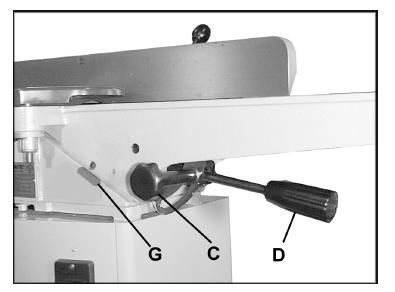
Переключатель скоростей (Рис. D)
Данный инструмент снабжен двухпозиционным переключателем скоростей (4), чтобы менять соотношение скорости/вращающего
момента.
• Разблокируйте клавишу пускового выключателя с регулировкой скорости и выберите нужную позицию. При этом
электродрель может выключиться или продолжить работать на холостом ходу. Всегда совмещайте переключатель со
стрелкой на корпусе редуктора:
1. Низкая скорость/высокий крутящий момент (сверление больших отверстий, заворачивание крупных саморезов).
2. Высокая скорость/низкий крутящий момент (сверление отверстий малого диаметра, сверление в древесине).
Скорость вращения см. в разделе «Технические характеристики».
• Не меняйте положение переключателя при максимальной скорости вращения двигателя или во время операции.
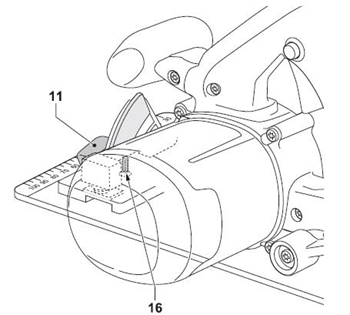
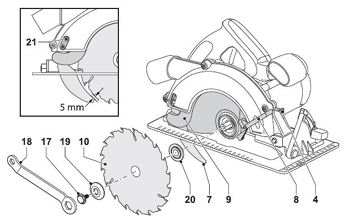
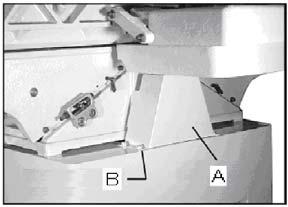
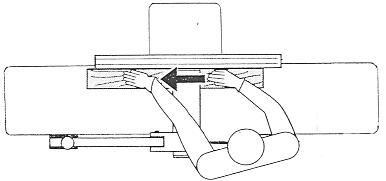
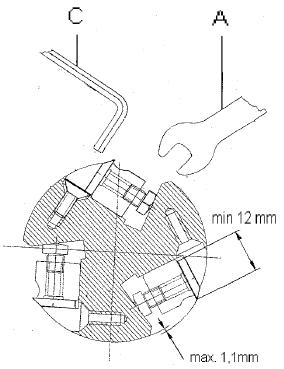
Снятие зажимного патрона (Рис. E и F)
• Максимально раскройте зажимной патрон.
• Выньте стопорный винт (10), находящийся в патроне, открутив его по часовой стрелке с помощью отвертки.
• Зажмите в патроне ключ-шестигранник и ударьте по нему молотком, как показано на рисунке.
Перед началом работ
• Вставьте нужную насадку.
• Точкой отметьте место, в котором необходимо высверлить отверстие.
ЭКСПЛУАТАЦИЯ
Инструкции по использованию
ВНИМАНИЕ: Всегда следуйте указаниям действующих норм и правил безопасности.
ВНИМАНИЕ: Для снижения риска получения серьезной травмы, перед регулировкой или снятием/установкой дополнительных
принадлежностей или насадок выключайте инструмент и отсоединяйте его от электросети.
• При сверлении стен, определите местоположение отопительных труб и электропроводки.
• Не прилагайте к инструменту большую силу. Излишнее давление на инструмент не ускорит процесс сверления, но пони-
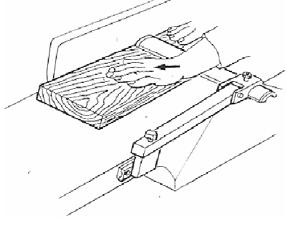
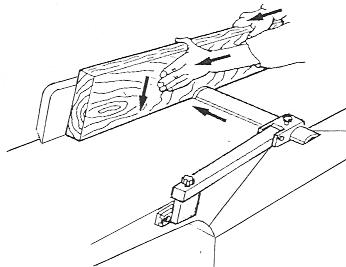
зит эффективность его работы и может сократить срок его службы. Правильное положение рук во время работы (Рис. C)
ВНИМАНИЕ: Для уменьшения риска получения тяжелой травмы,
ВСЕГДА правильно удерживайте электроинструмент, как показано на рисунке.
ВНИМАНИЕ: Для уменьшения риска получения тяжелой травмы,
ВСЕГДА надежно удерживайте инструмент, предупреждая внезапные сбои в работе.
Правильное положение рук во время работы: одной рукой возьмитесь за боковую рукоятку (5), другой рукой удерживайте основную
рукоятку (9).
Включение и выключение (Рис. А)
• Чтобы включить инструмент, нажмите на клавишу пускового выключателя с регулировкой скорости (1). Давление, оказывае-
мое на клавишу выключателя, определяет скорость вращения двигателя.
• При необходимости непрерывного режима работы нажмите кнопку блокировки пускового выключателя (2) и отпустите
клавишу пускового выключателя. Кнопка блокировки работает только при полной скорости и вращении вперед.
• Чтобы выключить инструмент, отпустите клавишу пускового выключателя.
• Для выключения непрерывного режима работы инструмента кратко нажмите и отпустите клавишу пускового выключа-
теля. Всегда выключайте электроинструмент после окончания работы и перед отключением от электросети.
Сверление без удара (Рис. А)
• Нажмите на клавишу пускового выключателя (1).
Заворачивание
• Выберите направление вращения.
• Нажмите на клавишу пускового выключателя (1).
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ваш электроинструмент DEWALT рассчитан на работу в течение продолжительного времени при минимальном техническом
обслуживании. Срок службы и надежность инструмента увеличивается при правильном уходе и регулярной чистке.
ВНИМАНИЕ: Для снижения риска получения тяжелой травмы, выключайте электроинструмент и извлекайте аккумулятор перед
каждой операцией регулировки или снятием/установкой принадлежностей или насадок. Непреднамеренный запуск ин-
струмента может привести к получению травмы.
Смазка
Ваш электроинструмент не требует дополнительной смазки.
Чистка
ВНИМАНИЕ: Выдувайте грязь и пыль из корпуса инструмента сухим сжатым воздухом по мере видимого скопления грязи внутри
и вокруг вентиляционных отверстий. Выполняйте очистку, надев средство защиты глаз и респиратор утвержденного типа.
ВНИМАНИЕ: Никогда не используйте растворители или другие агрессивные химические средствами для очистки неметалли-
ческих деталей инструмента. Эти химикаты могут ухудшить свойства материалов, примененных в данных деталях. Используйте ткань,
смоченную в воде с мягким мылом. Не допускайте попадания какой-либо жидкости внутрь инструмента; ни в коем случае не погружайте
какую-либо часть инструмента в жидкость.
Дополнительные принадлежности
ВНИМАНИЕ: Поскольку принадлежности, отличные от тех, которые предлагает DEWALT, не проходили тесты на данном
изделии, то использование этих принадлежностей может привести к опасной ситуации. Для снижения риска получения травмы пользуй-
тесь только рекомендованными DEWALT принадлежностями. По вопросу приобретения дополнительных принадлежностей обращайтесь к Вашему
дилеру.
Защита окружающей среды
Раздельный сбор. Данное изделие нельзя утилизировать вместе с обычными бытовыми отходами.
Если однажды Вы захотите заменить Ваш электроинструмент DEWALT или Вы больше в нем не нуждаетесь, не выбрасывайте его
вместе с бытовыми отходами. Отнесите изделие в специальный приемный пункт.
Раздельный сбор изделий с истекшим сроком службы и их упаковок позволяет пускать их в переработку и повторно использовать .
Использование переработанных материалов помогает защищать окружающую среду от загрязнения и снижает расход сырьевых материалов.
Местное законодательство может обеспечить сбор старых электроинструментов отдельно от бытового мусора на муниципальных
свалках отходов, или Вы можете сдавать их в торговом предприятии при покупке нового изделия.
Фирма DEWALT обеспечивает прием и переработку отслуживших свой срок изделий. Чтобы воспользоваться этой услугой, Вы можете сдать Ваше изделие
в любой авторизованный сервисный центр, который собирает их по нашему поручению. Вы можете узнать место нахождения Вашего
ближайшего авторизованного сервисного центра, обратившись в Ваш местный офис DEWALT по адресу, указанному в данном
руководстве по эксплуатации. Кроме того, список авторизованных сервисных центров DEWALT и полную информацию о нашем
послепродажном обслуживании и контактах Вы можете найти в интернете по адресу:
www.2helpU.com











 Комплекс профзаболеваний, вызванных ежедневной работой в офисе, весьма демократичен: за компьютером по восемь и более часов в сутки проводят и секретарши, и директора. Страдают от заболеваний спины, поясницы, от ломоты в шее и защемления седалищного нерва представители самых различных профессий: и коммуникабельные, деловые менеджеры, и суровые, погруженные в цифры бухгалтеры, и витающие в облаках творческие работники. Все они в равной степени рискуют своим здоровьем. Ведь витая в облаках или погружаясь в океан финансовых отчетов, мы по-прежнему остаемся за компьютером, в офисном кресле. Даже обеденный перерыв мы чаще всего проводим всё за тем же компьютерным столом, сгорбившись над чашкой кофе и уткнувшись в монитор.
Комплекс профзаболеваний, вызванных ежедневной работой в офисе, весьма демократичен: за компьютером по восемь и более часов в сутки проводят и секретарши, и директора. Страдают от заболеваний спины, поясницы, от ломоты в шее и защемления седалищного нерва представители самых различных профессий: и коммуникабельные, деловые менеджеры, и суровые, погруженные в цифры бухгалтеры, и витающие в облаках творческие работники. Все они в равной степени рискуют своим здоровьем. Ведь витая в облаках или погружаясь в океан финансовых отчетов, мы по-прежнему остаемся за компьютером, в офисном кресле. Даже обеденный перерыв мы чаще всего проводим всё за тем же компьютерным столом, сгорбившись над чашкой кофе и уткнувшись в монитор.