JDP-15M/JDP-15T / JDP-17FM/JDP-17FT
Инструкция по эксплуатации сверлильного станка мод JDP-15 M/T, JDP-17FM/T
ВМХ Тул Груп АГ (WMH Tool Group AG) Банштрассе 24, CH-8603 Шверценбах
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта инструк-
ция разработана для владельцев и обслуживающего персонала сверлильного станка типа JDP-15M/T и
JDP-17FM/FT с целью обеспечения надежного пуска в работу и эксплуатации станка, а также его техни-
ческого обслуживания. Обратите, пожалуйста, внимание на информацию этой инструкции по эксплуата-
ции и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по технике
безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете проводить
работы по техническому обслуживанию. Для достижения максимального срока службы и производитель-
ности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
2. Гарантийные услуги JET
Компания JET стремится к тому, чтобы ее продукты отвечали высоким требованиям клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что каждый продукт не имеет дефектов материалов и дефектов обработки, а именно:
2 ГОДА ГАРАНТИЯ JET НА ВСЕ ПРОДУКТЫ, ЕСЛИ НЕ ПРЕДПИСАНО НИЧЕГО ДРУГОГО.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными
нарушениями, невнимательностью, случайными повреждениями, неквалифицированным ремонтом, недостаточным
техническим обслуживанием, а также естественным износом. Гарантия JET начинается с момента продажи первому покупателю.
Для использования гарантии JET, дефектный продукт или деталь должны быть доставлены уполномоченному торговцу изделиями JET для
исследования. Подтверждение даты приобретения и объяснение претензии должны быть приложены к товару.
Если наш контроль установит дефект, то мы производим ремонт этого продукта или его замену. Если мы в отведенное для этого время не
сможем произвести ремонт или замену, то мы возвращаем его покупную стоимость. JЕТ оставляет за собой право на изменение де-
талей и принадлежностей, если это будет признано целесообразным.
3. Безопасность
3.1 1 Применение согласно предписанию
Данный станок предназначен исключительно для сверления дерева, расщепляемых пластмасс и металлов.
Обработка других материалов является недопустимой или в особых случаях может производиться после консультации с производителем станка.
Запрещается обрабатывать магний - высокая опасность возгорания! Применение по назначению включает в себя
также соблюдение инструкций по эксплуатации и техническому обслуживанию, предоставленных изготовителем.
Станок разрешается обслуживать лицам, которые ознакомлены с его работой и техническим обслуживанием и предупреждены о возможных
опасностях. Необходимо соблюдать также установленный законом возраст рабочего. Наряду с указаниями по технике безопасности,
содержащимися в инструкции по эксплуатации, и особыми предписаниями Вашей страны необходимо принимать во внимание общепринятые
технические правила работы на метало- и деревообрабатывающих станках. Каждое отклоняющееся от этих правил исполь-
зование рассматривается как неправильное применение и изготовитель не несет ответственности за повреждения, происшедшие в результа-
те этого. Ответственность несет только пользователь.
3.2 Общие указания по технике безопасности
Метало- и деревообрабатывающие станки при неквалифицированном обращении представляют определенную опасность. Поэтому для безопас-
ной работы необходимо соблюдение имеющихся предписаний по технике безопасности и нижеследующих указаний.
Прочитайте и изучите полностью инструкцию по эксплуатации, прежде чем Вы начнете монтаж станка и работу на нем.
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со станком и передавайте ее дальше новому владельцу станка.
На станке не разрешается проводить какие-либо изменения, дополнения и перестроения. Ежедневно перед включением станка проверяйте
безупречную работу и наличие необходимых защитных приспособлений. Необходимо сообщать об обнаруженных недостатках на станке или защитных
приспособлениях и устранять их с привлечением уполномоченных для этого работников. В таких случаях не проводите на станке никаких
работ, обезопасьте станок посредством отключения сетевого штекера. Для защиты длинных волос необходимо надевать головной убор или косынку.
Работайте в плотно прилегающей одежде. Снимайте украшения, кольца и наручные часы. Носите защитную обувь, ни в коем случае не ра-
ботайте в прогулочной обуви. Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций.
При работе на станке не надевать перчатки. При работе надевайте защитные очки. Станок должен быть установлен так, чтобы было
достаточно места для его обслуживания и подачи заготовок.
Следите за хорошим освещением. Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и чтобы об нее нельзя было споткнуться.
Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Никогда не пытайтесь схватиться за подвижные
элементы станка во время его работы. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе. Никогда не работайте на станке
под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты также могут оказывать
вредное воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места. Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок. Не используйте станок поблизости от мест хранения горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с помощью расположенных на пожарных щитах огне-
тушителей. Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя. Перед обработкой удалите из заготовок гвозди,
стружку и другие инородные предметы. Используйте для работы только хорошо заточенные инструменты. Обрабатывайте только заготовки, которые на-
дежно лежат на столе. Никогда не эксплуатируйте станок с открытым защитным экраном и кожухом ременной передачи.
Перед началом работы удалите из патрона ключ и уберите прочие инструменты. Удаляйте стружку и заготовки только при остановленном станке.
Не становитесь на станок. Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам.
Немедленно заменяйте поврежденный сетевой кабель. Работы по переоснащению, регулировке и очистке станка производить только при полной оста-
новке станка и при вытащенном сетевом штекере. Сохраняйте безопасное расстояние между Вашими пальцами и вращающимся сверлом, сле-
дите, чтобы Ваши руки или заготовка не соскользнули. Обезопасьте заготовку от прокручивания вместе со сверлом.
Используйте зажимы, тиски или иные вспомогательные устройства для фиксирования заготовки. Никогда не пытайтесь удержать заготовку только
руками. Всегда, когда это только возможно, упирайте заготовку в стойку, чтобы предотвратить ее прокручивание.
Если заготовка для этого слишком короткая, или стол был наклонен, прочно зажмите заготовку на столе. Используйте пазы в столе или устанавливаемые
упоры и прижимы.
Всегда прикручивайте тиски к столу.
Никогда не работайте на весу (свободно удерживаемая заготовка без опоры о стол), кроме полировочных работ.
Проверяйте надлежащее крепление сверлильной головки и сверлильного стола, прежде чем начать работу. Не производите регулировки сверлильной голов-
ки или сверлильного стола, когда станок работает. Если центр тяжести заготовки расположен за пределами стола, прочно закрепите заготовку на
столе или используйте роликовый упор. Не используйте инструменты с проволочными щетками, фрезы, режущие диски и шлифоваль-
ные диски на этом станке. Внимание, летящие элементы при установке возвратной пружины. Точно следуйте указаниям в разделе 7.5.
3.3 Остаточные опасности
Даже при использовании станка в соответствии с инструкциями имеются следующие остаточные опасности:
Опасность травмы вследствие вращающегося сверла.
Опасность из-за шума и пыли.
Обязательно надевать средства индивидуальной защиты, такие как защитные очки и наушники.
Использовать вытяжную установку!
Опасность поражения электрическим током при неправильной прокладке кабеля.
4. Спецификация станка
4.1 Технические характеристики JDP-15M/JDP-15T:
| Вылет | 190 мм |
| Рабочий ход шпинделя | 85 мм |
| Присоединение шпинделя | MK-2/B16 |
| Патрон | 0-16 мм |
| Диаметр стойки | 73 мм |
| Размеры стола | 330 x 330 мм |
| Общая высота | 985 мм |
| Число скоростей | 12 |
| Диапазон оборотов | 210 – 2580 об/мин |
| Масса станка | 74 кг |
| Сетевое питание | 230В ~1/N/PE 50 Гц |
| Отдаваемая мощность | 0,5 кВт (0.7 л.с.) S1 |
| Рабочий ток | 4 A |
| Сечение силового кабеля (H07RN-F) | 3x1 мм² |
| Устройство защиты | 10 A |
| Сетевое питание | 400В ~3/PE 50 Гц |
| Отдаваемая мощность | 0,5 кВт (0.7 л.с.) S1 |
| Рабочий ток | 2 A |
| Силовой кабель (H07RN-F) | 4x1 мм² |
| Устройство защиты | 10 A |
Технические характеристики JDP-17FM/JDP-17FT:
| Вылет | 215 мм |
| Рабочий ход шпинделя | 85 мм |
| Присоединение шпинделя | MK-3/B16 |
| Патрон | 0-16 мм |
| Диаметр стойки | 80 мм |
| Размеры стола | 365 x 365 мм |
| Общая высота | 1625 мм |
| Число скоростей | 16 |
| Диапазон оборотов | 160 – 3030 об/мин |
| Масса станка | 83 кг |
| Сетевое питание | 230В ~1/N/PE 50 Гц |
| Отдаваемая мощность | 0,55 кВт (0.75 л.с.) S1 |
| Рабочий ток | 4 A |
| Сечение силового кабеля (H07RN-F) | 3x1 мм² |
| Устройство защиты | 10 A |
| Сетевое питание | 230В ~1/N/PE 50 Гц |
| Отдаваемая мощность | 0,55 кВт (0.75 л.с.) S1 |
| Рабочий ток | 2 A |
| Сечение силового кабеля (H07RN-F) | 4x1 мм² |
| Устройство защиты | 10 A |
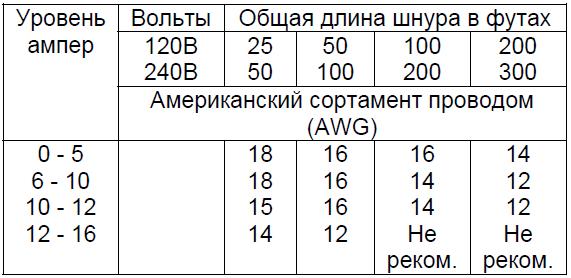
Для станков 220В: Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до станка должен быть
не менее 3x1,5мм² (желательно медный, трёхжильный, с сечением каждой жилы не менее 1,5 мм²).
Для станков 380В: Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до станка должен быть
не менее 4x1,5мм² (желательно медный, четырёхжильный, с сечением каждой жилы не менее 1,5 мм²).
*Примечание: Спецификация данной инструкции является общей информацией. Данные технические характеристики были актуальны на
момент издания руководства по эксплуатации. Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации
оборудования без уведомления потребителя. Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
4.2 Уровень шума
Уровень мощности звука (согласно EN 11202):
Холостой ход .......................................... 71,8 дБ(A)
Обработка .................................................. 84 дБ(A)
Приведенные значения относятся к уровню испускания шума и не являются необходимым уровнем для безопасной работы.
Эта информация пригодна для того, чтобы дать возможность пользователю станка лучше оценить подвержение опасности и возможные риски.
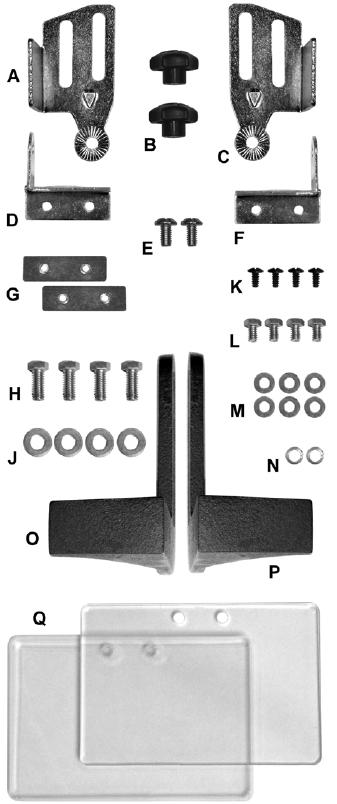
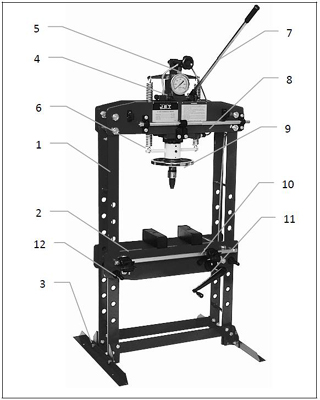
4.3 Объем поставки
Опорная плита станка
Стойка и направляющая стола
Сверлильная головка
Сверлильный стол
Быстрозажимной сверлильный патрон
Патрон шпинделя MK2
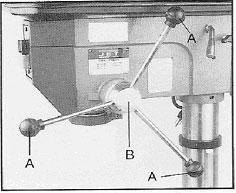
3 рычага подачи
Зажимная ручка направляющей стола
Рукоятка направляющей стола
Пробойный клин
Инструмент для обслуживания
Принадлежности для монтажа
Инструкция по эксплуатации
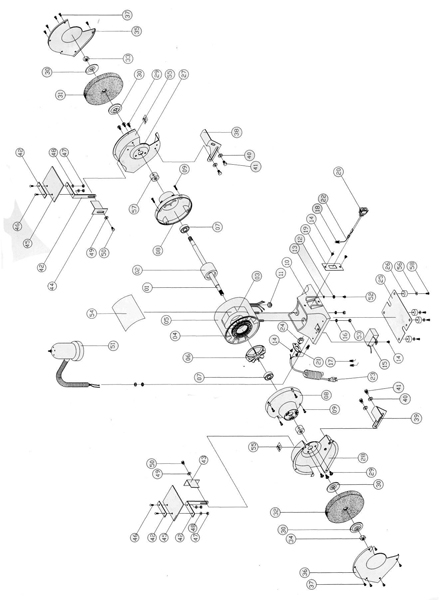
Список запасных частей
5. Транспортировка и пуск в эксплуатацию
5.1. Транспортировка и установка
Установка станка должна производиться в закрытом помещении, при этом являются вполне достаточными условия обычной мастерской.
Поверхность, на которой устанавливается станок, должна быть достаточно ровной и способной выдерживать нагрузки.
При необходимости станок можно жестко закрепить на устанавливаемой поверхности. По соображениям упаковки сверлильный станок поставляется
не полностью смонтированным.
5.2 Монтаж
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно сообщите об этом Вашему продавцу, не запус-
кайте станок в работу! Утилизируйте, пожалуйста, упаковку в соответствии с требованиями охраны окружающей среды.
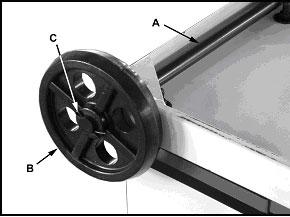
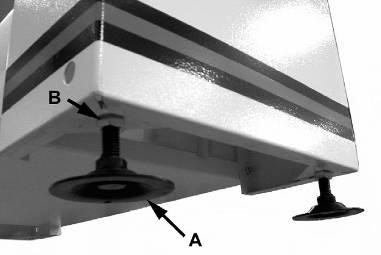
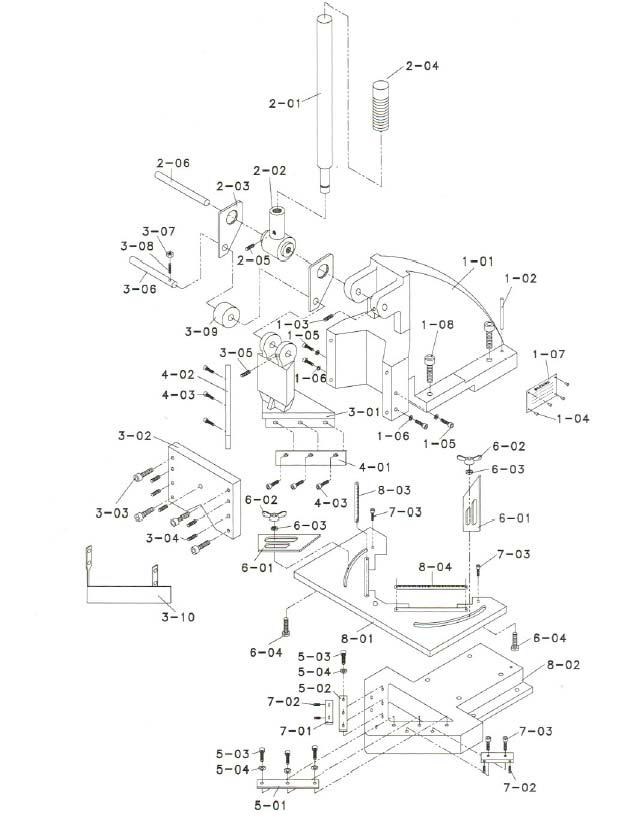
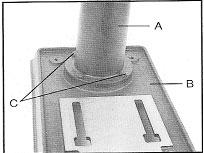
Удаляйте защитную транспортную смазку с помощью мягких растворителей. Закрепите стойку (A, Рис. 1) на опорной плите
станка (B, Рис. 1); хорошо затяните 4 шестигранных винта М10х40 (C, Рис. 1).
 |
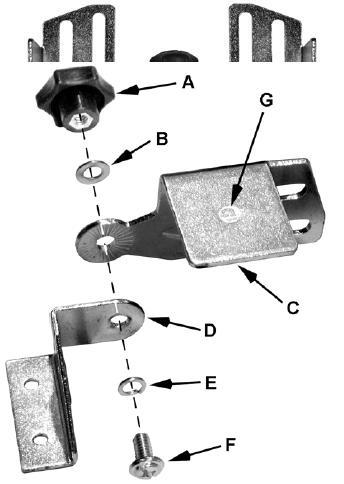
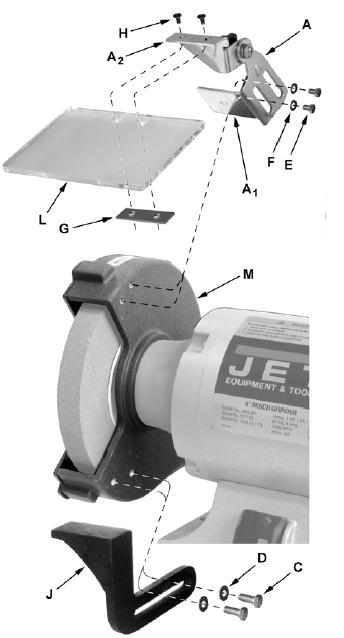
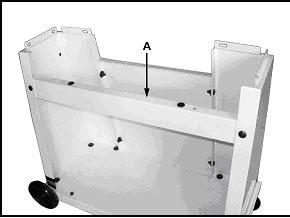
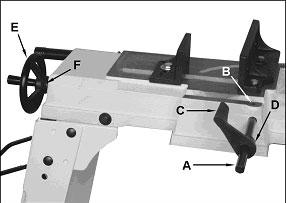
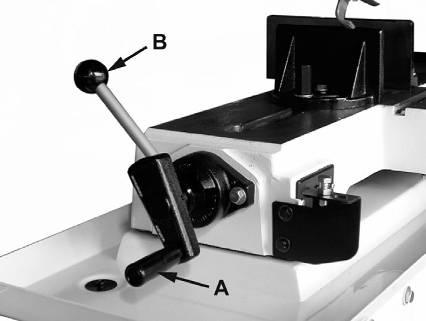
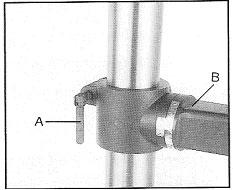
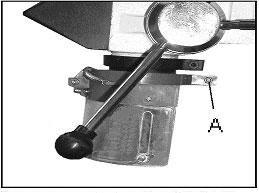
Прикрутите зажимную ручку (A, Рис. 2) к цапфе стола (B, Рис. 2).
 |
 |
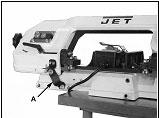
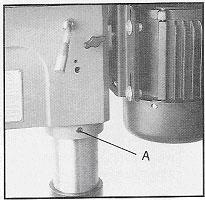
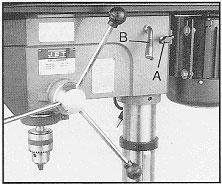
Установите сверлильную головку. Внимание: Сверлильная головка тяжелая! Будьте осторожны и попросите кого-нибудь помочь Вам.
Выровняйте сверлильную головку, чтобы она проходила параллельно опорной плите станка. Затяните 2 резьбовых штифта (A, Рис. 4).
 |
 |
 |
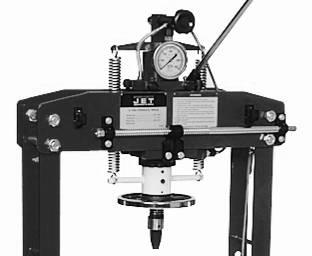
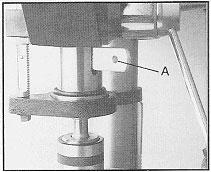
Очистите тканью пиноль шпинделя, посадочные места патрона шпинделя и сверлильного патрона.
Важно: Эти три элемента не должны содержать остатков смазки, в ином случае патрон может вывалиться.
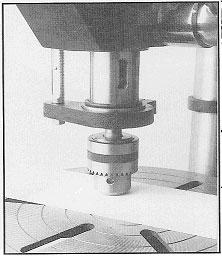
Наденьте сверлильный патрон на патрон шпинделя. Откройте патрон на максимальный диаметр. Вставьте патрон в конус шпинделя.
Вращайте патрон, пока он не зафиксируется в шпинделе. Опустите патрон почти до куска дерева на столе.
Патрон должен прочно удерживаться в шпинделе (см. Рис. 7).
 |
5.3 Подключение к электрической сети
Подсоединение к сети со стороны клиента, а также применяемые силовые кабели должны соответствовать предписаниям. Напряжение и час-
тота тока в сети должны соответствовать параметрам, указанным на фирменной табличке станка. Установленное изготовителем защитное устрой-
ство должно быть рассчитано на 10 А. Применяйте для подсоединения только провод с обозначением H07RN-F.
Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным электрикам.
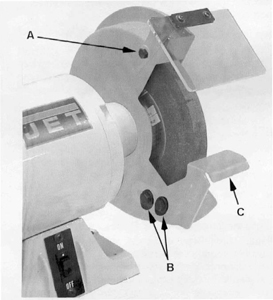
5.4 Пуск в эксплуатацию
Станок включается посредством нажатия зеленого выключателя: С помощью красного выключателя производится остановка станка.
Модель 400В:
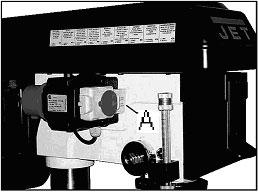 |
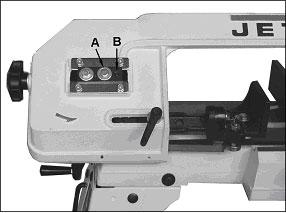
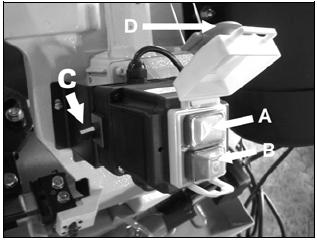
С помощью переключателя направления вращения шпинделя (A, Рис. 8) может быть установлено как правое, так и левое вращение.
Внимание: Запрещается переключать направление вращения во время работы мотора.
6. Работа сверлильного станка
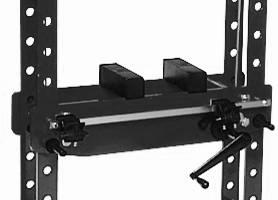
Установите высоту стола и упор глубины сверления так, чтобы избежать сверления стола. Кусок ненужного дерева предохраняет в качестве
подкладки как стол, так и сверло. Обезопасьте заготовку от прокручивания вместе со сверлом. Закрепите ее на столе или установите в тиски.
Выберите силу сверления, чтобы обеспечить непрерывное сверление. Слишком малая мощность сверления приводит к
преждевременному износу сверла и нагреву заготовки, при слишком большой мощности мотор может застопориться, а сверло сломаться.
Рекомендации по числу оборотов для 10 мм сверла из быстрорежущей стали Р6М5.
Дерево: ......................................... 2000 об/мин
Пластмасса: .................................. 1500 об/мин
Алюминий: .................................. 1500 об/мин
Латунь: ......................................... 1500 об/мин
Чугун: ............................................1000 об/мин
Сталь (Cталь 15): ........................ 800 об/мин
Сталь (Cталь 45): ........................ 600 об/мин
Нержавеющая сталь: .................. 300 об/мин
Общее правило:
Чем меньше диаметр сверла, тем выше число оборотов. Для дерева необходимо большее число оборотов, чем для металла.
Сверлите металл на более низких оборотах, при необходимости используйте специальное масло.
Внимание: Сохраняйте безопасное расстояние между Вашими пальцами и вращающимся сверлом, следите, чтобы Ваши руки или заготовка не со-
скользнули. Удалять стружку и заготовки только при остановленном станке. Никогда не эксплуатируйте сверлильный станок с открытым
защитным экраном и кожухом ременной передачи. Всегда прикручивайте тиски к столу. Никогда не работайте на весу (свободно удержи-
ваемая заготовка без опоры о стол), кроме полировочных работ. При работе с длинными заготовками используйте роликовый упор.
Не используйте инструменты с проволочными щетками, фрезы, режущие диски и шлифовальные диски на этом станке.
Запрещается обрабатывать магний - высокая опасность возгорания!
7. Работы по наладке и регулировке
Общие указания
Перед работами по наладке и регулировке станок должен быть предохранен от непроизвольного включения.
Вытащите сетевой штекер!
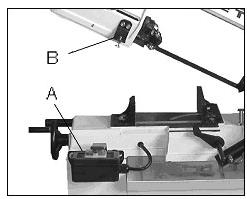
7.1 Смена патрона
Отключите станок от электросети, вытащив сетевой штекер. Опустите пиноль шпинделя. Вращайте шпиндель, пока пазы шпинделя не бу-
дут на одной прямой с пазами патрона. Вставьте пробойный клин (A, Рис. 9) в шлиц и слегка ударьте по нему молотком. Поймайте вы-
битый патрон рукой или дайте ему упасть на сверлильный стол.
 |
7.2 Регулировка упора глубины сверления
Для сверления нескольких отверстий одинаковой глубины используйте упор глубины сверления. Опустите шпиндель с зажатым сверлом на необ-
ходимую глубину сверления. Установите регулировочные гайки (A, Рис. 10) упора глубины сверления (B, Рис. 10) на блок упора.
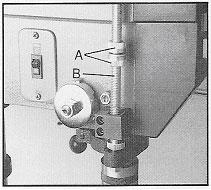 |
Сверло остановится на этой глубине.
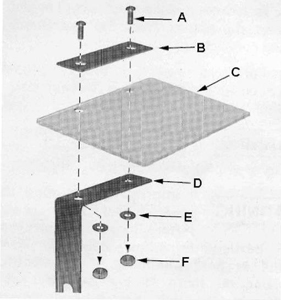
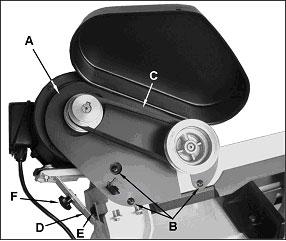
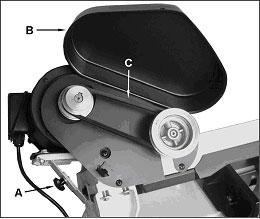
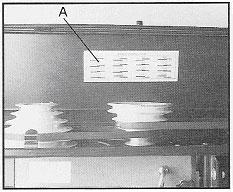
7.3 Смена числа оборотов
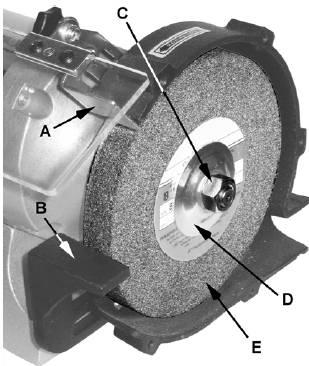
Открутите предохранительный винт и откройте кожух ремня. Схема установки ремней в соответствии с числом оборотов (A, Рис. 11) находится на внутрен-
ней стороне кожуха. При выборе числа оборотов руководствуйтесь этой схемой.
 |
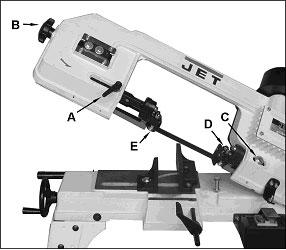
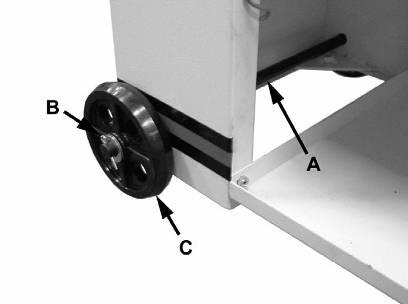
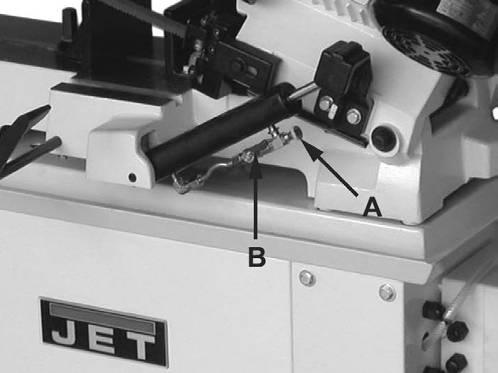
Отключите станок от электросети, вытащив сетевой штекер. С двух сторон ослабьте зажим подвески мотора (A, Рис. 12).
 |
Ослабьте ремень с помощью натяжного рычага (B, Рис. 12). Поменяйте положение ремня в соответствии со схемой.
Натяните ремень с помощью натяжного рычага (B, Рис. 12) и зафиксируйте подвеску мотора (A, Рис. 12).
Необходимое натяжение ремня достигается, когда при нажатии большим пальцем середина ремня прогибается на 10 мм.
Закройте кожух ремня и зафиксируйте его предохранительным винтом.
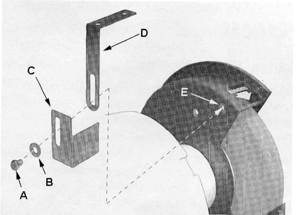
7.4 Перемещение стола
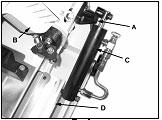
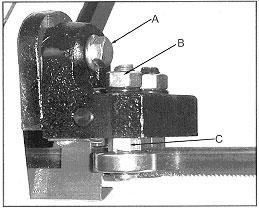
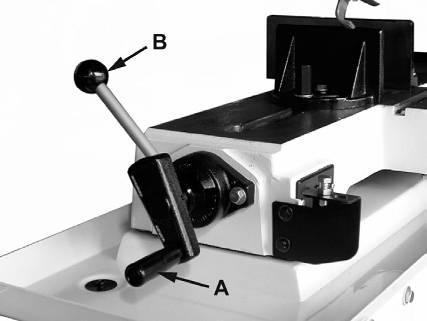
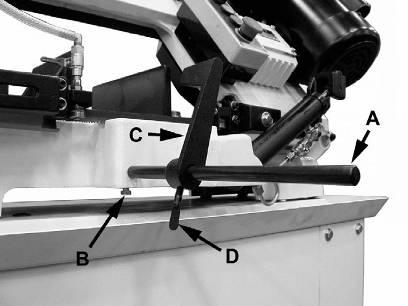
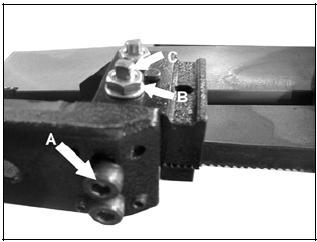
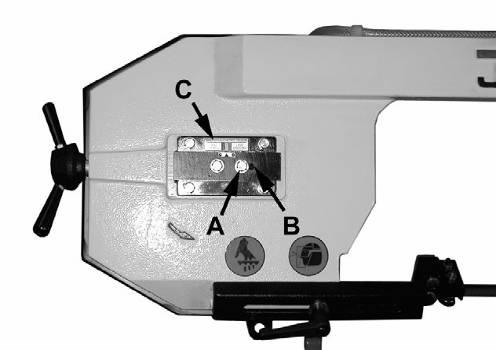
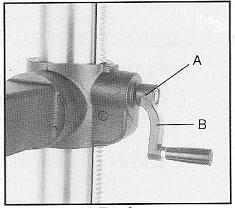
Отключите станок от электросети, вытащив сетевой штекер. Сначала снимите поворотный болт (B, Рис. 13), вращая гайку (A, Рис. 13) по часовой стрелке.
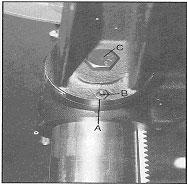 |
Открутите шестигранный винт (C, Рис. 13), чтобы изменить положение стола. Внимание: Лишь слегка ослабьте шестигранный винт, в
ином случае может упасть весь модуль стола. Снова затяните шестигранный винт. Поворотный винт вставляется только при гори-
зонтальном положении стола и должен использоваться только в этом положении.
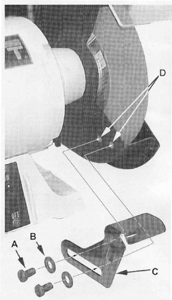
7.5 Регулировка возвратной пружины
Отключите станок от электросети, вытащив сетевой штекер. Возвратная пружина стержня отрегулирована на заводе-производителе.
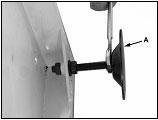
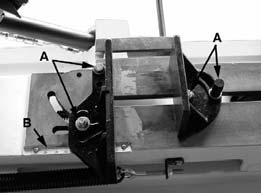
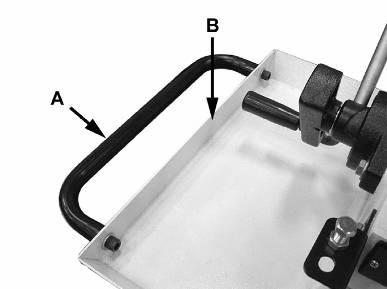
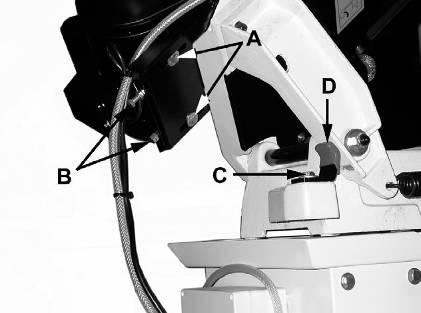
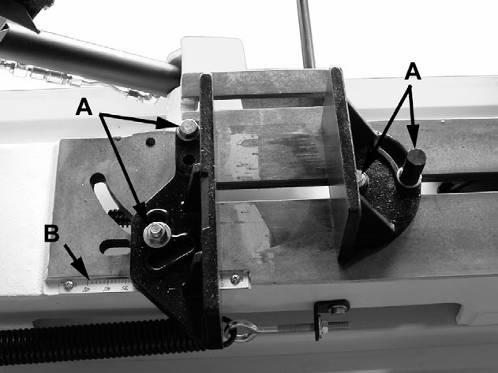
Если необходима дополнительная регулировка, действуйте следующим образом. Открутите гайки Muttern (A, Рис. 14) на 6 мм.
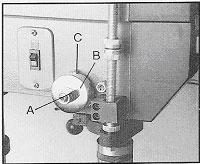 |
Прочно удерживайте кожух пружины (B, Рис. 14).Для повышения силы пружины осторожно сдвиньте кожух пружины и поверните его против
часовой стрелки, пока он снова не зафиксируется (C, Рис. 14). Снова затяните гайки (A, Рис. 14) и установите более значительный вращающий
момент. Гайки должны иметь зазор по отношению к кожуху пружины.
8. Контроль и техническое обслуживание
Общие указания
Перед работами по техническому обслуживанию и очистке станок должен быть предохранен от непроизвольного включения.
Вытащите сетевой штекер! Регулярно смазывайте небольшим количеством смазочного вещества.
-Направляющую стола и стойки
-Зубчатую штангу стола
-Клиновидный вал привода шпинделя
-Зубцы стержня шпинделя
Производите очистку станка через равномерные отрезки времени. Немедленно заменяйте поврежденные защитные устройства.
Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным электрикам.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки, плоские, поликлиновые, клиновые и другие ремни, а также
цепи, используемые в конструкции станка, относятся к деталям быстроизнашивающимся (расходные материалы) и требуют периодической
замены. Гарантия на такие детали не распространяется. Защитные кожуха, отдельные детали из пластика и алюминия, используемые в конст-
рукции станка, выполняют предохранительные функции. Замене по гарантии такие детали не подлежат. Подключение и ремонт электрообору-
дования должен производить только электрик с допуском.
9. Устранение неисправностей
Мотор не работает
*Нет тока-Проверить соединительные провода и предохранитель.
*Дефект мотора, выключателя или кабеля - вызвать электрика.
Выпадает сверлильный патрон
*Загрязнения или смазка на патроне - контактные поверхности шпинделя и патрона должны быть чистыми от смазки.
Сильные вибрации станка
*Недостаточное натяжение ремня - проконтролировать натяжение ремня.
* Пиноль шпинделя сухая - смазать пиноль шпинделя.
*Разболталась шайба ремня шпинделя - затянуть гайку шпинделя.
*Разболталась шайба ремня мотора - затянуть резьбовой штифт.
*Износилось сверло - заточить сверло.
Накаляется сверло
*Выбрано неверное число оборотов - уменьшить число оборотов.
*Сверло забилось стружкой - чаще извлекать сверло.
*Износилось сверло - заточить сверло.
*Слишком мала мощность сверления - повысить мощность сверления.
Скошено высверливаемое отверстие
*Несимметричная заточка сверла - правильно заточить сверло.
*Смещен центр отверстия - использовать центрирующее сверло.
*Погнуто сверло - вставить новое сверло.
*Неверно затянуто сверло - по-новому затянуть сверло.
10. Принадлежности
Смотрите прайс-лист компании JET.