JPT-260
1.ОБЩИЕ УКАЗАНИЯ
Станок предназначен для обработки изделий из древесины. Нельзя обрабатывать изделия из
металла. Обработка других материалов недопустима, или может производиться только после
консультации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуата-
ции, и особыми предписаниями Вашей страны необходимо принимать во внимание общеприня-
тые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать станок только в технически исправном состоянии. При работе на станке долж-
ны быть установлены все защитные приспособления и крышки.
Для станков 220В: Соединительный кабель (или удлинитель) от автомата защиты и от источ-
ника электропитания до станка должен быть не менее 3x1,5мм² (желательно медный, трёх-
жильный, с сечением каждой жилы не менее 1,5 мм2).
Для станков 380В: Соединительный кабель (или удлинитель) от автомата защиты и от источ-
ника электропитания до станка должен быть не менее 4x1,5мм² (желательно медный, четырёх-
жильный, с сечением каждой жилы не менее 1,5 мм2).
При возникновении неисправностей в процессе эксплуатации станка не пытайтесь ставить не
оригинальные детали и узлы, не вносите конструктивных изменений и переделок в станок
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техниче-
ским обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
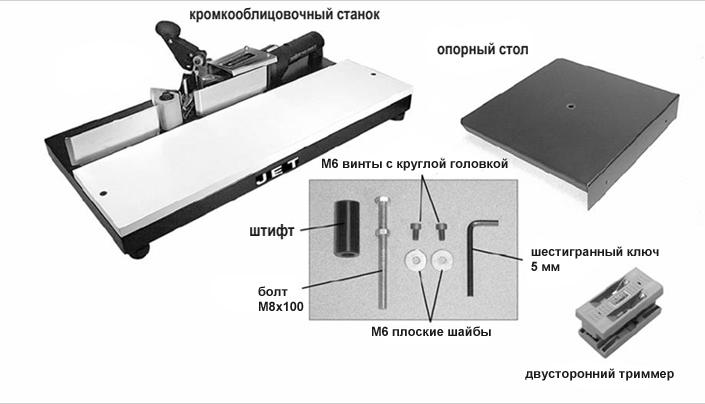
2. КОМПЛЕКТ ПОСТАВКИ
1. Фуговально-рейсмусовый станок
2. Упор для заготовки
3. Кожух ножа
4. Рукоятка
5. Messereinstelllehre
6. Принадлежности для монтажа
7. Инструкция по эксплуатации
8. Список деталей
3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ JPT-260
Фугование:
| Макс. ширина строгания | 257 мм |
| Длина фуговального стола | 1120 мм |
| Столы для фугования над станиной | 850 мм |
| Упор заготовки | 900 х 150 мм |
| Диапазон поворота | 0-45º |
| Макс. съём стружки при строгании | 3 мм |
Строгание:
| Макс. ширина строгания | 256 мм |
| Проход по высоте | мин. 3 мм – макс. 225 мм |
| Длина рейсмусового стола | 540 мм |
| Мин. длина заготовки | 150 мм |
| Скорость подачи | 5,2 м /мин |
| Макс. съём стружки | 4,5 мм |
| Кол-во ножей | 3 |
| Диаметр строгального вала | 70 мм |
| Частота вращения на холостом ходу | 5300 об/мин |
| Кол-во резов в мин | 15900 |
| Длина строгального ножа | 260 мм |
| Ширина строгального ножа | 25 мм |
| Толщина строгального ножа | 3 мм |
| Вытяжной штуцер | 100 мм |
| Габаритные размеры (ДхШхВ) | 1120 х 700 х 1000 мм |
| Масса станка | 170 кг |
| Подключение | 220V ~1/N/PE 50 Hz |
| Выходная мощность | 1,7 кВт (2,3 л.с.) S1 |
| Рабочий ток | 10 А |
| Соединительный провод (H07RN-F) | 3 x 1,5 мм² |
| Защита | 16 А |
| Подключение | 400V ~3/PE 50 Hz |
| Выходная мощность | 2,2 кВт (3 л.с.) |
| Рабочий ток | 5 А |
| Соединительный провод | 4 x 1,5 мм² |
| Защита | 16 А |
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации
оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
4. ОБЩИЕ УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем
Всегда храните инструкцию, предохраняя её от грязи и влажности, передавайте дальнейшим
пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых защитных
устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно уст-
ранить с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
Применяйте необходимые согласно предписаниям средства личной защиты.
Надевайте плотно прилегающую одежду, снимайте украшения, кольца и наручные часы.
Если у Вас длинные волосы, надевайте защитную сетку для волос или головной убор.
Для безопасного обращения со строгальными ножами необходимо надевать подходящие за-
щитные перчатки.
Держите ножи заточенными и очищенными от ржавчины и смолы. Следите, чтобы зажимные
винты были надежно затянуты.
Удаляйте посторонних, особенно детей, из опасной зоны.
Перед строганием удалите из заготовок гвозди и другие инородные предметы.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
Следить за тем, чтобы все заготовки при обработке надежно удерживались и безопасно пе-
ремещались.
Нельзя строгать слишком маленькие заготовки.
Не эксплуатируйте станок при открытом кожухе редуктора. Если заграждения необходимо
снять для регулировки или обслуживания, их необходимо немедленно установить обратно сра-
зу после выполнения нужных процедур и перед началом эксплуатации станка.
Удалять стружку и заготовки только при выключенном моторе и при полной остановке станка.
По соображениям безопасности на этом станке необходимо работать, используя обе руки.
Во время работы держите руки подальше от подающих роликов и строгального вала.
Не разрешается работа на станке с использованием каких-либо подставок и лестниц.
Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите
станок.
Строгальный вал должен достичь максимального числа оборотов, прежде чем начать строгание.
Учитывайте время пробега строгального вала станка при торможении, оно не должно пре-
вышать 10 секунд.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Станок должен быть установлен так, чтобы было достаточно места для его обслуживания и
направления заготовок.
Следите за хорошим освещением.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Постоянно обращайте внимание на то, чтобы не образовывалось слишком много пыли – все-
гда применяйте подходящую вытяжную установку. Древесная пыль является взрывоопасной и
может быть вредной для здоровья.
Ваш станок должен быть заземлен. Если используется шнур или штекер, убедитесь, что каж-
дое гнездо заземления подсоединяется к подходящему заземлению. Следуйте процедуре за-
земления, прописанной в электротехнических правилах и нормах.
Работы на электрическом оборудовании станка разрешается проводить только квалифициро-
ванным электрикам
Не перегружайте станок. Он работает намного лучше и дольше, если его мощность использу-
ется надлежащим образом.
Никогда не используйте станок, если включатель-выключатель не функционирует надлежа-
щим образом.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и чтобы об
неё нельзя было споткнуться.
Удлинительный кабель необходимо полностью разматывать с барабана.
Немедленно заменяйте поврежденный сетевой кабель.
Необходимо постоянно обращать внимание на то, чтобы вентиляционные прорези мотора
были всегда открытыми и чистыми.
Переоснащение, регулировку и очистку, производить только после полной остановки станка
и отключении эл. питания.
Поврежденные строгальные ножи должны быть немедленно заменены.
4.1. ВНИМАНИЕ опасности
Даже при правильном использовании станка возникают приведенные ниже опасности.
Касание строгального вала в области реза. Кожух ножа всегда должен соответствовать заго-
товке.
Опасность ранения отлетевшей заготовкой. Вращающийся строгальный вал задевает заго-
товку и её отбрасывает в сторону.
Опасность ранения отлетевшими частями заготовок.
Автоматическая подача: опасность затягивания.
Автоматическая подача: опасность защемления.
Опасность от шума и пыли.
Обязательно надевайте средства личной защиты (защита глаз, ушей и дыхательных путей).
Применяйте вытяжные установки!
Опасность поражения электрическим током, при неправильной прокладке кабеля.
При работе с длинными заготовками используйте соответствующие удлинения стола, роли-
ковые опоры.
При строгании неудобных для обработки заготовок применяйте для крепления подходящие
вспомогательные средства.
НЕ ПЫТАЙТЕСЬ снять кожух во время работы станка. Нарушение этого правила может при-
вести к серьезным физическим увечьям.
4.2. Звуковая эмиссия
Приведённые значения соответствуют EN 1807: 1999 (погрешность – 4 дБ).
Заготовка из ели:
Ш=100 мм, Д=1000 мм, влажность 8,5%.
Фугование:
Уровень звукового шума (согласно EN 3746):
| Холостой ход | 89,8 дБ(А) |
| Обработка | 101,8 дБ(А) |
Уровень звукового давления (согласно EN 11202)
| Холостой ход | 78,9 дБ(А) |
| Обработка | 96,5 дБ(А) |
Строгание:
Уровень звукового шума (согласно EN 3746):
| Холостой ход | 92,6 дБ(А) |
| Обработка | 103,5 дБ(А) |
Уровень звукового давления (согласно EN 11202)
| Рабочее место | 1 |
| Холостой ход | 74,4 дБ(А) |
| Обработка | 91,8 дБ(А) |
| Рабочее место | 2 |
| Холостой ход | 84,4 дБ(А) |
| Обработка | 95,7 дБ(А) |
Приведенные значения относятся к уровню издаваемого шума и не являются необходимым
уровнем для безопасной работы.
Они должны дать возможность пользователю станка лучше оценить подверженность опасности
и возможные риски.
4.3. Уровень пыли
При скорости воздуха 20 м/сек (диаметр вытяжного штуцера=100 мм):
| Давление | 900 Па |
| Объём всасываемого воздуха | 565 м³/час |
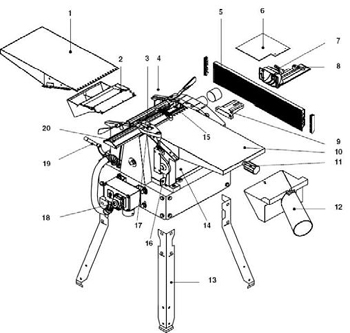
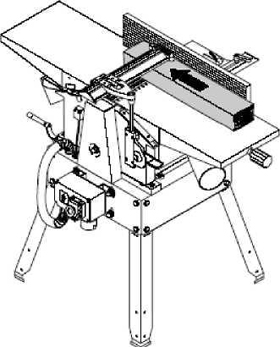
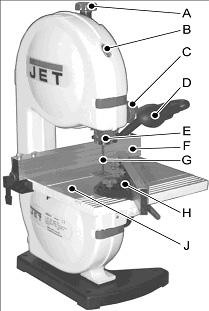
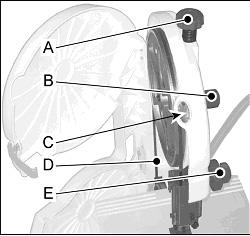
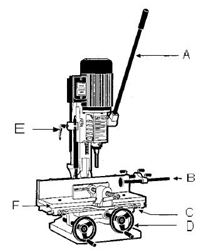
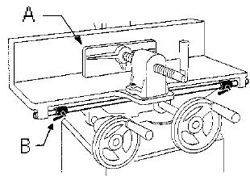
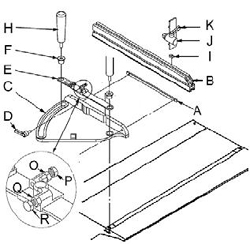
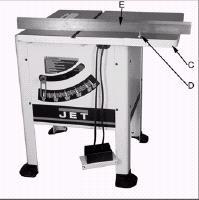
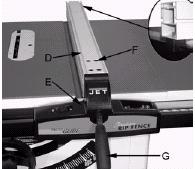
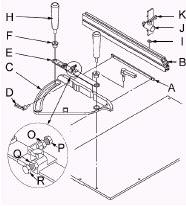
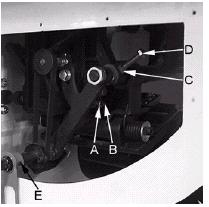
5. ОПИСАНИЕ СТАНКА
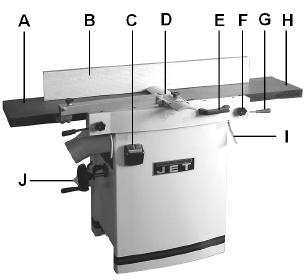 |
| A | разгрузочный стол |
| B | упор заготовки |
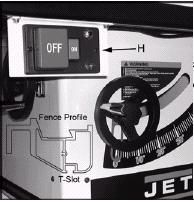
| C | переключатель ВКЛ/ВЫКЛ |
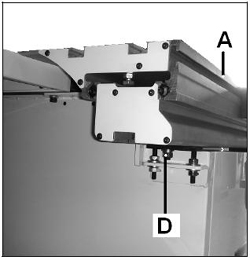
| D | кожух ножей |
| E | поворотная ручка |
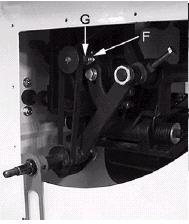
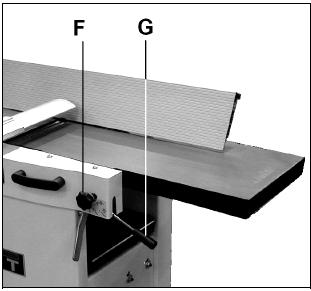
| F | зажимной винт стола |
| G | регулировочная ручка стола |
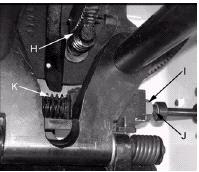
| H | загрузочный стол |
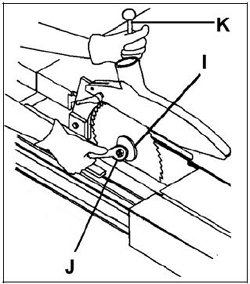
| I | корпус регулировки стола |
| J | вилка |
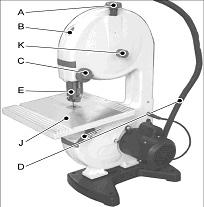
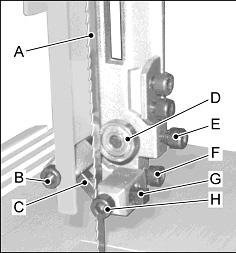
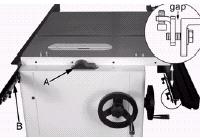
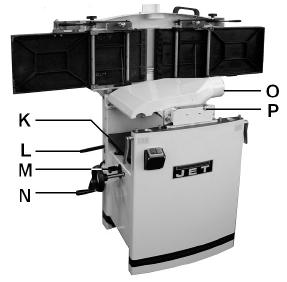 |
| K | рейсмусовый стол |
| L | ручка для включения/выключения подачи |
| M | стопорный винт рейсмусового стола |
| N | регулировочный винт |
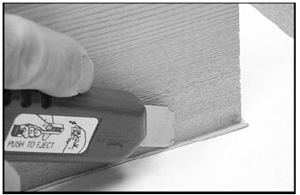
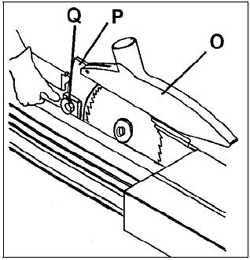
| O | защитный кожух для выбрасываемой стружки |
| P | разблокировка защитного кожуха |
6. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
6.1. Транспортировка и установка
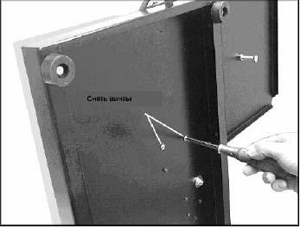
Для транспортировки станка к месту установки используйте стандартный штабелер
или погрузчик. Предохраняйте станок при транспортировке от падения. Удалите кре-
пежные винты и осторожно стащите станок c поддона.
ВНИМАНИЕ:
Столы для фугования точно выставляютсяна заводе изготовителе. Нагружайте столы
для фугования только тогда, когда они закрыты и зафиксированы, в противном случае
они могут быть повреждены. Установка станка должна производиться в
закрытых помещениях, условия обычной столярной мастерской являются вполне дос-
таточными. Поверхность, на которой устанавливается станок, должна быть достаточно ровной и
способной выдерживать нагрузки. При необходимости станок можно жестко закрепить
на устанавливаемой поверхности. Для соблюдения компактности упаковки
станок поставляется не полностью смонтированным.
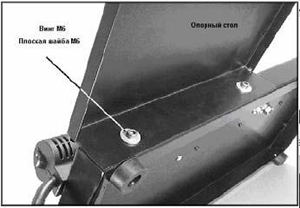
6.2. Монтаж
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, не-
медленно сообщите об этом Вашему продавцу, не запускайте станок в работу!
Удаляйте защитную смазку от ржавчины с помощью мягких растворителей.
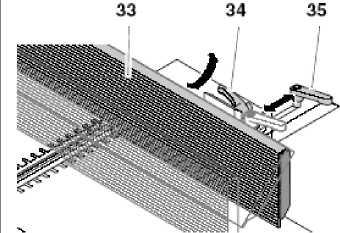
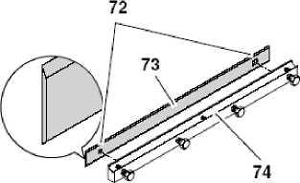
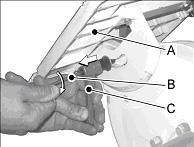
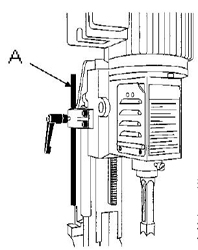
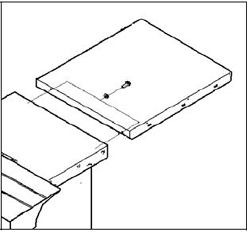
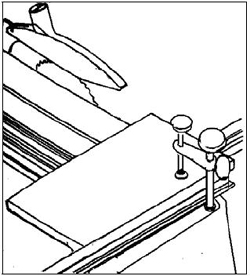
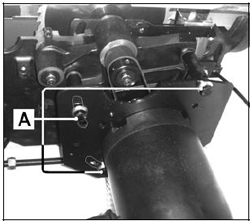
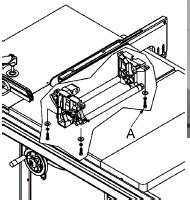
Установите поворотную рукоятку (Е). Рис. 3
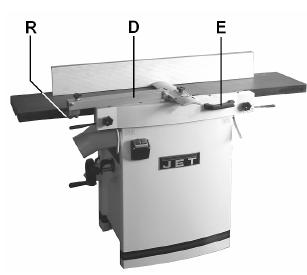 |
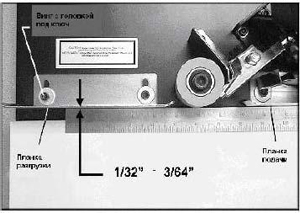
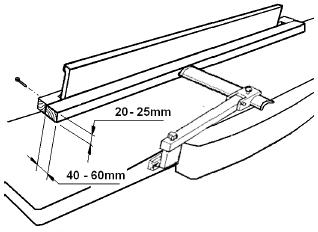
Установите защиту ножа (D) с помощью двух винтов с головками с внутренним шес-
тигранником (R). Проход под защитным брусом не должен превышать 75 мм.
6.3. Подключение к электрической сети
Подсоединение к сети со стороны клиента, а также применяемые удлинительные
проводники должны соответствовать предписаниям.
Применяйте для подсоединения только проводники с обозначением H07RN-F.
Применяемое потребителем защитное устройство должно быть рассчитано на 16 А.
Обратите внимание на то, чтобы напряжение в сети соответствовало параметрам, ука-
занным на заводской табличке станка. Подключение и ремонт электрического
оборудования разрешается проводить только квалифицированным электрикам.
ВНИМАНИЕ:
- Перед включением станка проверьте свободное вращение ножевого вала и нали-
чие всех защитных приспособлений.
- При неправильном направлении вращения необходимо нажать на переключатель
фаз ССЕ-штекера и повернуть его на 180º. (Принимайте во внимание стрелку, пока-
зывающую правильное направление вращения станка).
6.4. Подключение вытяжной установки
Перед пуском в эксплуатацию станок должен быть подключен к вытяжной системе та-
ким образом, чтобы при включении станка автоматически включалась вытяжная венти-
ляция. Минимальная скорость воздуха на всасывающем патрубке должна составлять 20 м/сек.
Всасывающие шланги должны характеризоваться по качеству как „трудно воспламе-
няемые“ и соединены с заземлением станка.
6.5. Ввод в эксплуатацию
Станок включается посредством нажатия зеленого выключателя: С помощью красного
выключателя производится остановка станка.
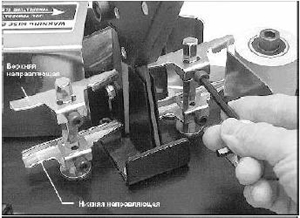
Подача рейсмусовой обработки может быть включена и выключена посредством
рычага (L, рис. 2). При перегрузке станок выключается самостоятельно.
После охлаждения станка в течение, примерно 10 минут, можно его снова включить.
7. РАБОТА СТАНКА
Замену операции фугования на рейсмусовую обработку и обратно разрешается произво-
дить только при полной остановке станка.
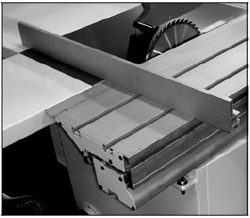
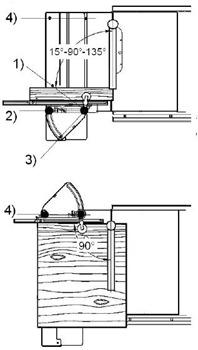
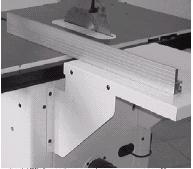
7.1. Строгание и фугование
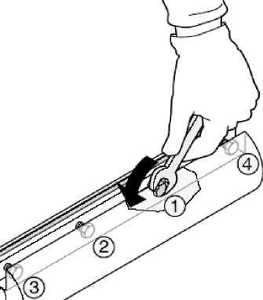
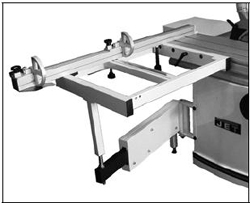
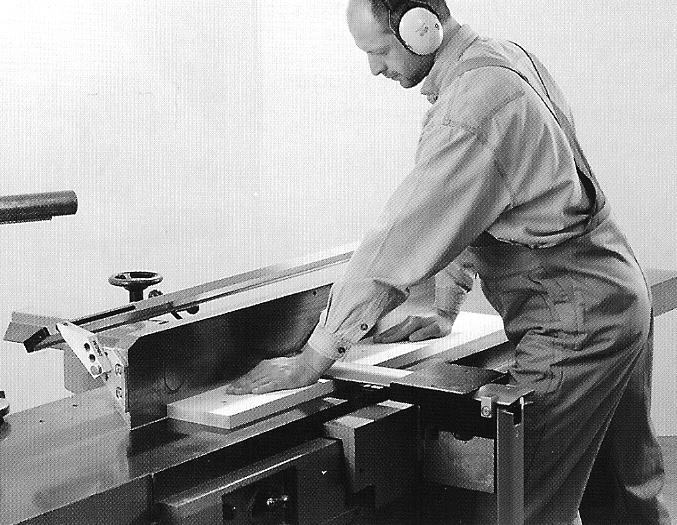
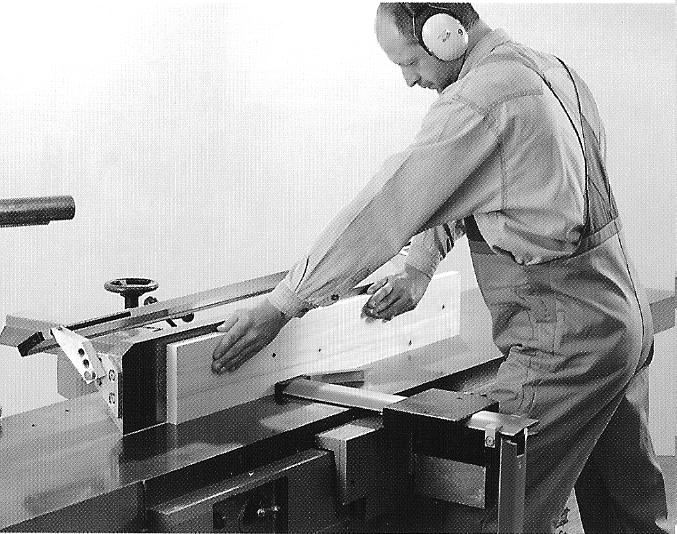
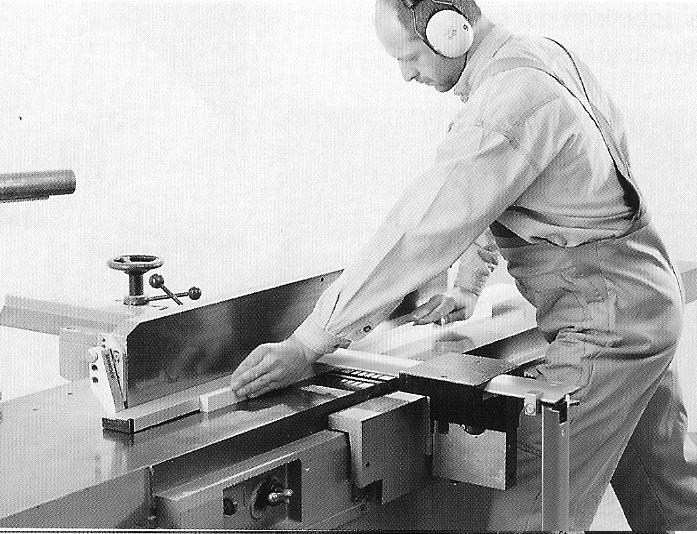
Правильное рабочее положение: Становитесь сбоку от загрузочного стола (Рис. 4)
 |
зочному столу. При этом держите пальцы сомкнутыми и удерживайте заготовку ладо-
нями рук. Никогда не подставляйте пальцы под защитный брус ножей.
Всегда выдерживайте безопасное расстояние от строгального вала.
Никогда не направляйте заготовку назад над открытым вращающимся строгальным
валом. Всегда строгайте заготовки по всей их длине.
Съем стружки регулируется с помощью рычага (G). Во время регулировки ослабьте зажим (F).
 |
опорами или приспособлениями для удлинения стола.
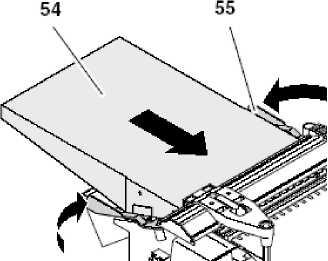
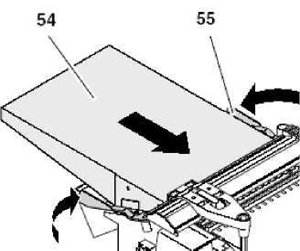
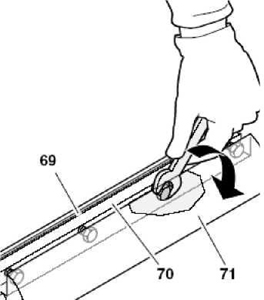
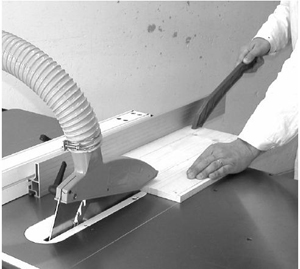
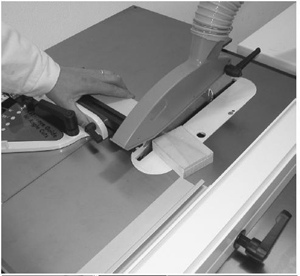
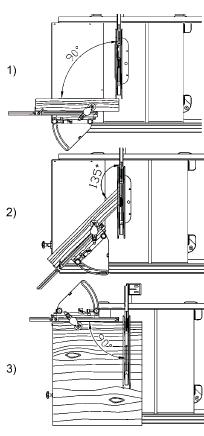
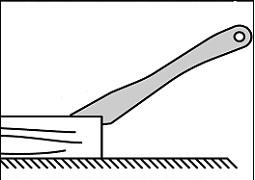
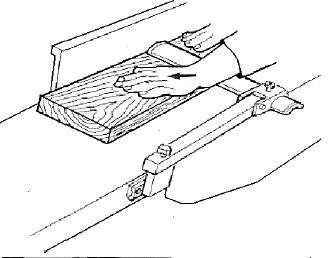
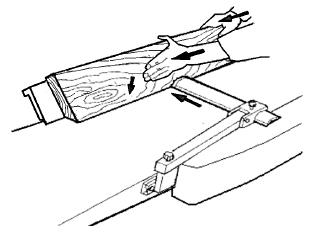
Строгание заготовки высотой до 75 мм по широкой стороне:
Положите заготовку на упор для фугования.
Подгоните к заготовке высоту защитного бруска. При перемещении заготовки руки
скользят над защитным бруском (Рис.5).
 |
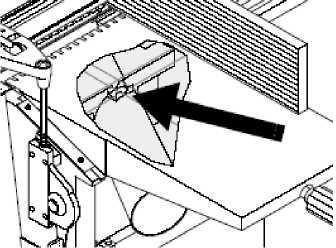
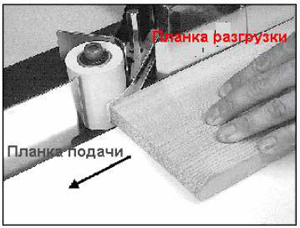
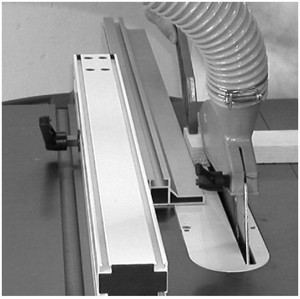
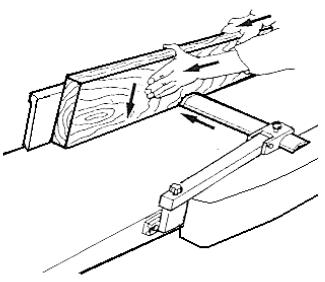
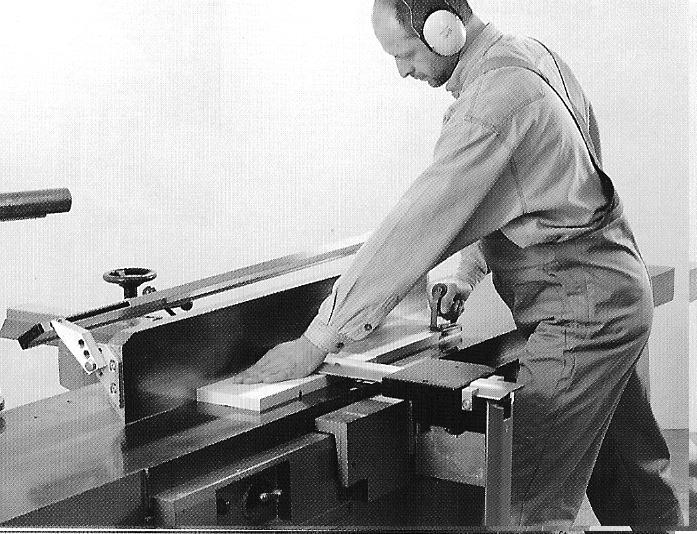
Приложите заготовку к упору для фугования.
Защитный брусок ножей установите сбоку от заготовки ( Рис. 7).
 |
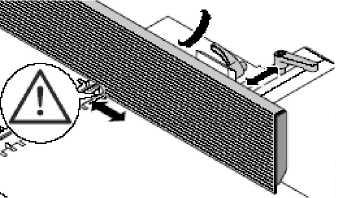
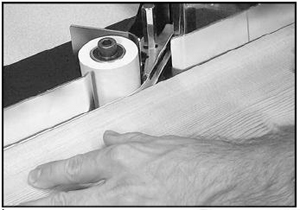
Приложите заготовку к упору для заготовки. Установите защитный брусок ножей сбоку от
заготовки (Рис. 8).
 |
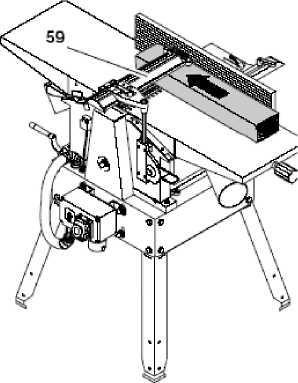
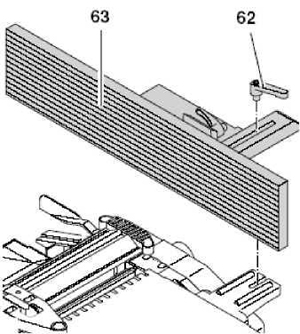
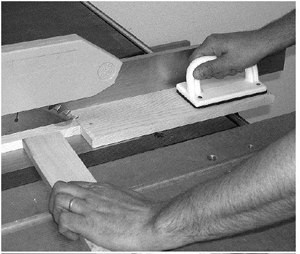
Для надежной проводки узких планок установите вспомогательный упор (Рис. 9).
 |
Столы для фугования точно настраиваются на заводе изготовителе. Нагружайте сто-
лы для фугования только тогда, когда они закрыты и зафиксированы, в противном слу-
чае их можно повредить.Работайте только с острыми строгальными ножами!
Проверяйте заготовки на наличие инородных тел (гвоздей, шурупов) и удаляйте сучки.
Перемещайте заготовки толстым концом вперед и вогнутой стороной вниз.
По возможности строгайте заготовки вдоль волокон.
Качество поверхности будет лучше, если за несколько проходов каждый раз снимает-
ся меньше материала. Если дальнейшая работа не предусматри-
вается, то выключайте станок. Закрывайте ножевой вал защитным бруском.
Для строгания и фугования коротких заготовок должны применяться деревянные тол-
катели или держатели заготовок. Они должны быть подогнаны к заготовкам.
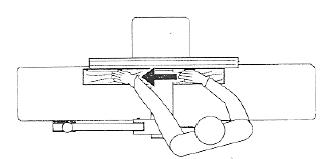
Для применения станка по назначению обратите внимание также на Приложение А
«Безопасная работа»(на последней странице инструкции по эксплуатации)
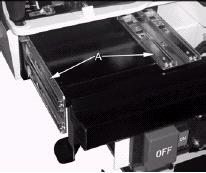
A.1.: фугование, заготовки тоньше 75 мм
 |
 |
 |
 |
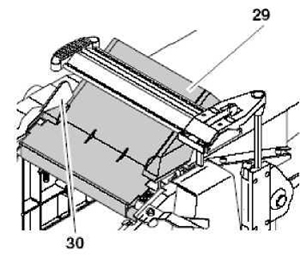
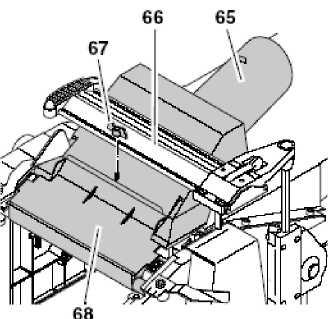
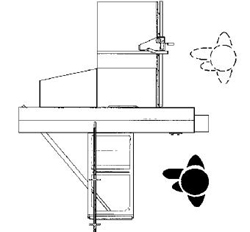
7.2 Рейсмусовая обработка
Правильное рабочее положение
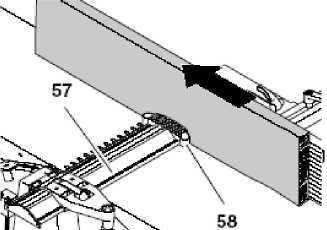
Для подачи заготовки в станок становитесь со смещением в сторону рядом с отвер-
стием для подачи заготовки. Обращение с заготовкой
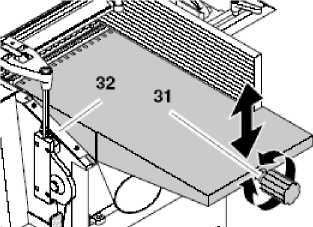
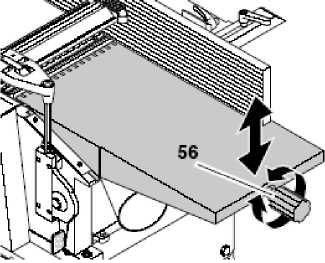
Установите стол для рейсмусовой обработки на толщину заготовки.
Перемещайте заготовку медленно и прямо. Заготовка автоматически затягивается.
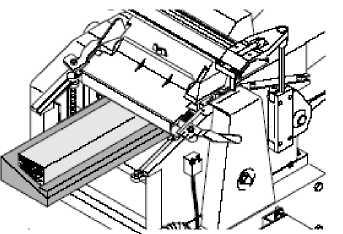
Проводите заготовку по строгальному станку по прямой линии. Для съема заготовки из
станка станьте со смещением в сторону рядом с отверстием для разгрузки.
Поддерживайте длинные заготовки с помощью роликовых опор.
Указания
Работайте только с острыми строгальными ножами.
Перемещайте заготовки толстым концом вперед и вогнутой стороной вниз.
Максимальный съем стружки составляет 4,5 мм. Если заготовка останавливается, то
опустите стол для рейсмусовой обработки примерно на 1 мм (1/4 оборота вращения
ручки). По возможности строгайте заготовки вдоль волокон.
Качество поверхности будет лучше, если за несколько проходов каждый раз снимает-
ся соответственно меньше материала. Если дальнейшая работа не предусматри-
вается, то выключайте станок. Не разрешается обрабатывать заготовки короче 150 мм.
Строгайте одновременно не более двух заготовок. Заготовка проводится по обеим
наружным сторонам.
8. РАБОТЫ ПО НАЛАДКЕ И РЕГУЛИРОВКЕ
Общие указания
Перед проведением работ по наладке и регулировке отключите станок от питания.
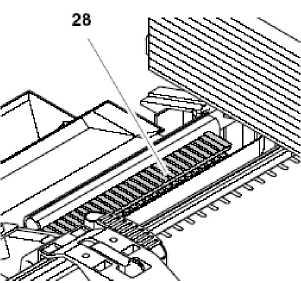
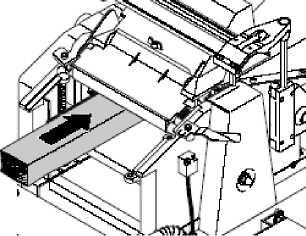
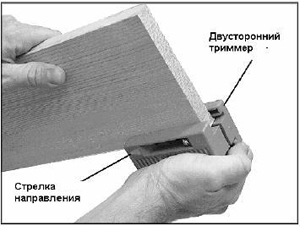
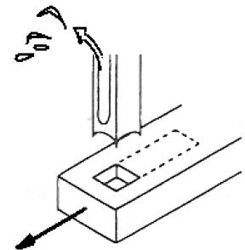
8.1. Замена строгальных ножей
Необходимо точно соблюдать данные по креплению ножей, выдвижению ножей из
ножевого вала, толщине ножей, минимальной длине зажима и оптимальному моменту
затягивания винтов для крепления ножей. Замену строгальных ножей разрешается
производить только при выключенном станке.
Строгальные ножи острые. Для замены строгальных ножей всегда надевайте подхо-
дящие рабочие перчатки. Переместите защитный кожух ножей вперед, а упор для фугования назад.
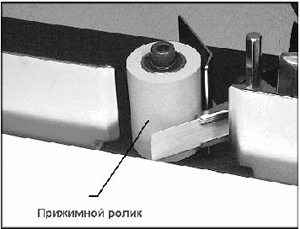
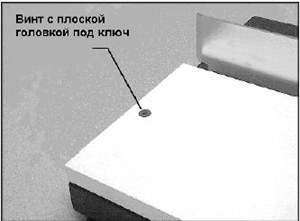
Полностью выкрутите пять винтов с четырехгранной головкой из прижимной планки
строгального ножа (используйте перчатки!). Сначала удалите из строгального вала
ножи, а затем прижимные планки. Необходимо очистить поверхности ноже-
вого вала строгальных ножей и прижимных планок от смолы (не применяйте растворите-
ли, которые могут разъедать детали станка из легких металлов).
Применяйте только подходящие строгальные ножи, которые соответствуют стандарту
EN 847-1 и технической спецификации. Неподходящие, неправильно смонтиро-
ванные, тупые или поврежденные строгальные ножи могут расшататься и существенно
повысить опасность обратного удара. Следите за тем, чтобы все 3 строгальных
ножа заменялись одновременно. Прижимные планки строгальных ножей
сбалансированы друг с другом и могут быть установлены в любом порядке.
Разрешается перетачивать только строгальные ножи с маркировкой „HSS“ или „HS“!
При переточке все ножи должны быть заточены одинаково, иначе может произойти
повреждение подшипников вследствие нарушения балансировки.
Разрешается перетачивать ножи до ширины 15 мм.Максимальное возвышение ножа над но-
жевым валом не должно превышать 1,1 мм. Применяйте для замены только ориги-
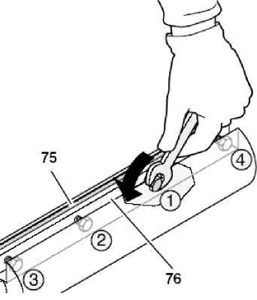
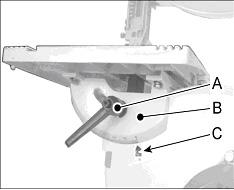
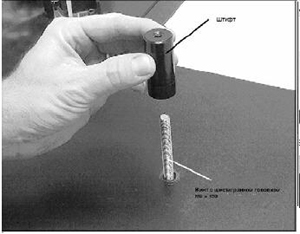
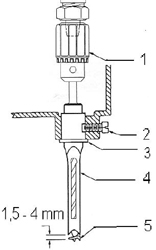
нальные детали JET. Вставьте прижимную планку строгального ножа в направляющий паз ножевого вала.
Выкрутите четырехгранные винты настолько, чтобы можно было вставить строгальные ножи.
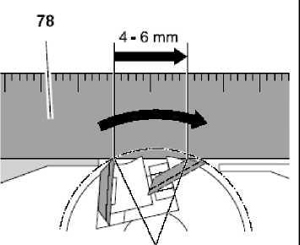
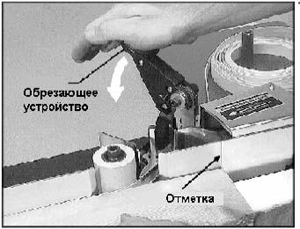
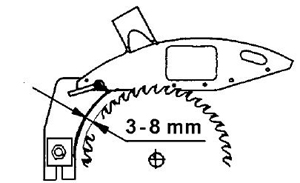
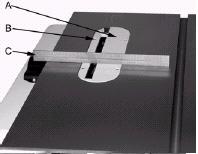
Вставьте острый нож и выставьте его с помощью прижимной планки так, чтобы обе
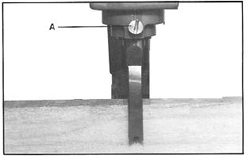
детали не выступали с боков ножевого вала.Выставление строгального ножа произво-
дится по положенному на загрузочный стол шаблону для установки ножей (S).
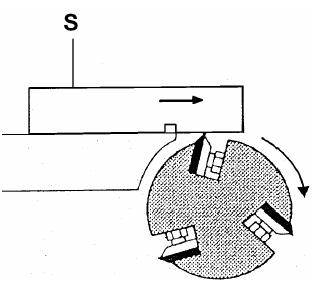 |
всей ширине фрезерованного поперечного паза.
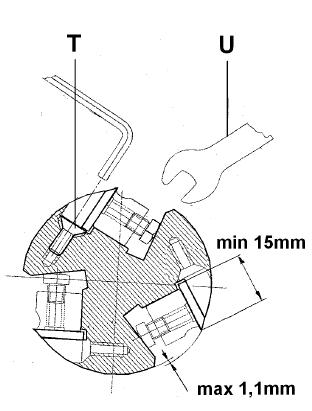 |
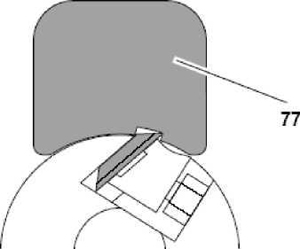
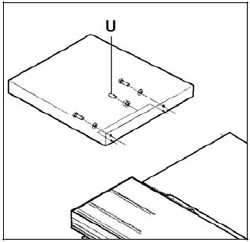
Тонкая регулировка строгальных ножей производится с помощью установочных винтов (Т).
Начинайте затягивание строгального ножа с двух крайних четырехгранных винтов. Для
сильного затягивания не удлиняйте инструмент (U), не ударяйте по инструменту при
затягивании винтов.
9. УХОД И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.
Перед тем, как проводить работы по техническому обслуживанию, наладке и ремонту вы-
ключите станок.
Для увеличения срока службы и повышения точности Вашего станка мы рекомендуем каж-
дую неделю очищать станок от стружки и пыли.
Ежедневно проверяйте функциональность пылесоса.
Сразу же заменяйте повреждённые строгальные ножи.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки, пло-
ские, поликлиновые, клиновые и другие ремни, а также цепи, используемые в конструкции
станка, относятся к деталям быстроизнашивающимся (расходные материалы) и требуют перио-
дической замены. Гарантия на такие детали не распространяется. Защитные кожуха, отдельные
детали из пластика и алюминия, используемые в конструкции станка, выполняют предохрани-
тельные функции. Замене по гарантии такие детали не подлежат.
Перед началом работы проверяйте положение всех прижимных и регулировочных ручек
станка.
10. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Перед тем, как проводить работы по техническому обслуживанию, наладке и ремонту вы-
ключите станок. Если необходимо, снова установите защитные приспособления.
Подключение и работы по электрике станка должны проводиться только квалифицирован-
ными специалистами.
Не запускается двигатель
*нет тока – проверить соединительные провода и предохранитель;
*дефект мотора, выключателя или кабеля – вызвать электрика;
*сработала защита – дайте станку остыть и запустите снова.
Сильные вибрации станка
*станок стоит неровно – выровняйте машину;
*разные строгальные ножи – ширина ножей должна быть одинакова;
*поврежденные ножи строгального станка – немедленно подлежат замене;
Обработанная поверхность выглядит плохо
*нож строгального станка тупой – установить острые ножи;
*ножи забиты стружкой – удалить стружку;
*слишком много стружки – строгать в несколько проходов;
*заготовка неоднородная;
*влажная заготовка;
Строгание
*не хватает длины направляющей для заготовки – используйте толкатель.
*тупые строгальные ножи – установите острые строгальные ножи;
*строгальные ножи выступают – поднимите разгрузочный стол;
*стол может уходить в скос – заедают роликовые направляющие;
*заготовка лежит неровно – обрабатывайте заготовку спереди;
Заготовка неровная
*строгальный нож установлен неровно – используйте шаблон для установки ножа;
Подача заготовки мала
*слишком большой съём стружки – строгайте за несколько проходов;
*на столе много смолы – очистите стол и смажь е керосином;
*подающие ролики скользят – очистите подающий вал щёткой, обработайте прорезиненный
вал шлифовальной бумагой.
Затруднена регулировка фуговального стола
*недостаточно смазки – смажьте эксцентрик и направляющие;
Затруднена регулировка рейсмусового стола
*недостаточно смазки – смажьте шпиндель и направляющие;
*не ослаблен зажим – ослабьте зажим;
Производительность строгания мала
*проскальзывает приводной ремень – натяните ремень или замените его;
*поверхность стола в смоле – очистите стол и смажьте керосином;
11. ПОСТАВЛЯЕМЫЕ ПРИНАДЛЕЖНОСТИ:
Артикул: 10000287 – набор ножей (3 шт.) из быстрорежущей стали / 260 х 25 х 3 мм
Артикул: 10000205 – набор ножей (3 шт.) из быстрорежущей стали / 310 х 25 х 3 мм
Артикул: 10000291 – цифровая индикация (рис. 12)
 |
 |
Артикул 6285917 – ручка
Артикул 708495 – толкатель
12. БЕЗОПАСНАЯ РАБОТА
А.1.: фугование, заготовки тоньше 75 мм
А.2.: фугование
А.3.: фугование