Сертификаты соответствия оборудования для детских игровых площадок Ух-Забава
15 march 2016
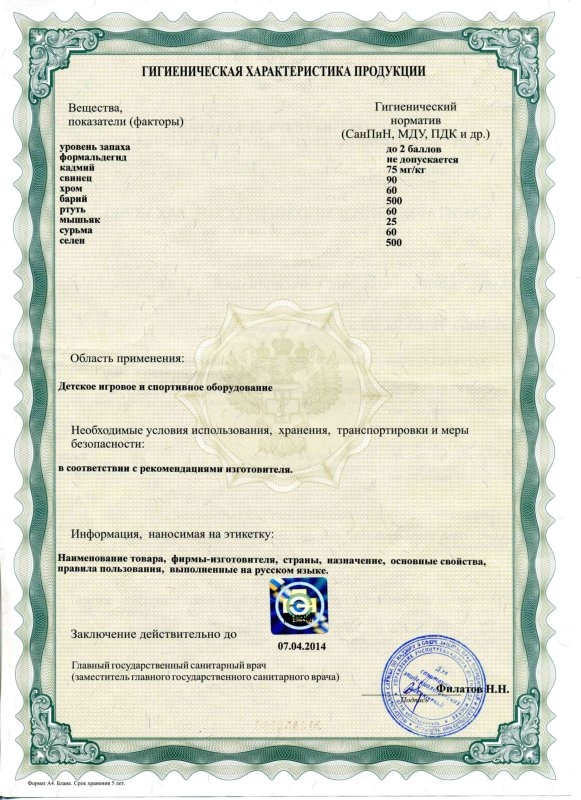
Санитарно-эпидемиологическое заключение на продукцию Lerado, Vasia, SunnyBaby, Yideli, Yonglang, Qitele, Kaiqi:

Сертификат Соответствия № РОСС CN.АИ75.ВО0208

Сертификат Соответствия № РОСС CN.АИ75.ВО0209

Сертификат Соответствия № РОСС CN.АИ75.ВО0210

Сертификат Соответствия № РОСС CN.АИ75.ВО0219