Кухни островного типа
15 march 2016
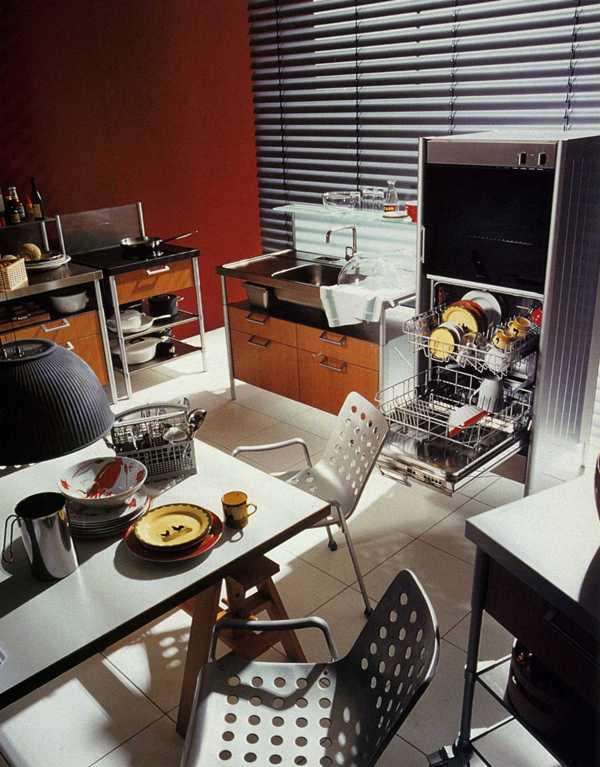
Оригинальность и удобство — вот два основополагающих критерия, которыми руководствуются дизайнеры, создавая современные кухонные интерьеры. Одним из эффектных и практичных решений является «островной» дизайн кухни. Центральный «островной» объект может служить разным целям. В центре могут быть сосредоточены все ключевые узлы: кухонная плита, разделочный или обеденный стол.

Кухня с подобной планировкой всегда выглядит оригинально. Габариты центрального объекта, особенно его высота, напрямую зависят от размеров кухни. Вокруг «острова» должно оставаться достаточно места для прохода, а также для того, чтобы можно было свободно открывать дверцы и выдвигать ящики шкафов или столов.

Самый практичный вариант — центральный объект со шкафчиками. В углах комнаты можно повесить съемные полки. В просторных больших ящиках лучше хранить крупную утварь. Столешницу центрального объекта чаще всего покрывают ламинатом или керамической плиткой. Когда все ключевые рабочие узлы сосредоточены в центре на кухне появляется много свободного пространства.


Кухня с подобной планировкой всегда выглядит оригинально. Габариты центрального объекта, особенно его высота, напрямую зависят от размеров кухни. Вокруг «острова» должно оставаться достаточно места для прохода, а также для того, чтобы можно было свободно открывать дверцы и выдвигать ящики шкафов или столов.
Самый практичный вариант — центральный объект со шкафчиками. В углах комнаты можно повесить съемные полки. В просторных больших ящиках лучше хранить крупную утварь. Столешницу центрального объекта чаще всего покрывают ламинатом или керамической плиткой. Когда все ключевые рабочие узлы сосредоточены в центре на кухне появляется много свободного пространства.
По матераилам книги "Практические идеи для кухни и ванной комнаты".