Создание концепт-коллажа
15 march 2016
Создание концепт-коллажа, часто называемые концептуальными картинами (т. е. образами, воспроизводящими творческие идеи — концепты), концепт-коллажи, запечатлевшие оттенки вашего настроения, — важное средство проверки концепций вашего дизайна, которое позволяет собрать воедино все идеи. Они исключают ситуации, когда вы, уже закончив отделку интерьера, вдруг поняли, что он вам не нравится. Определяя размер коллажа, помните: его должно быть удобно носить с собой.
Сначала вам понадобится основа — картон или пенокартон (лист плотного пенополистирола, с двух сторон покрытый картоном), которые можно купить в магазине для художников. Поиск визуального материала лучше всего начать с каталогов и журналов любой тематики, будь то интерьеры, мода, природа или путешествия. Листайте журналы, а когда вам попадутся изображения, которые привлекли внимание и соответствуют вашей концепции, вырежьте и сохраните их. Эта работа требует интуитивного настроя, необходимости прислушиваться к внутренним ощущениям. Разложите собранные изображения перед собой на полу или на столе.
Если вы сосредоточитесь, то вскоре обнаружите нечто общее, что объединяет хотя бы несколько из них. Если эти фрагменты все еще соответствуют вашему внутреннему настрою, поместите их в свой концепт-коллаж. Если нет — продолжайте поиск. Ищите везде, делайте фотографии всего, что радует ваш глаз, будь то бар или клуб, ресторан, музей или необычное здание.
Изображения, которые вы подбираете, подскажут вам, какие цвета вам нужно искать для своей концепции. На этом этапе лучше всего брать ваш концепт-коллаж с собой в магазин красок и подбирать цвета, сочетающиеся с собранной коллекцией изображений. То же самое делайте с тканями, постепенно накапливая небольшие образцы из магазинов. Так у вас сложится целостное представление о будущем интерьере помещения. Когда ваш концепт-коллаж будет завершен, вы должны знать, чего хотите.
Для концепт-коллажа необходимы:
Сначала вам понадобится основа — картон или пенокартон (лист плотного пенополистирола, с двух сторон покрытый картоном), которые можно купить в магазине для художников. Поиск визуального материала лучше всего начать с каталогов и журналов любой тематики, будь то интерьеры, мода, природа или путешествия. Листайте журналы, а когда вам попадутся изображения, которые привлекли внимание и соответствуют вашей концепции, вырежьте и сохраните их. Эта работа требует интуитивного настроя, необходимости прислушиваться к внутренним ощущениям. Разложите собранные изображения перед собой на полу или на столе.
Если вы сосредоточитесь, то вскоре обнаружите нечто общее, что объединяет хотя бы несколько из них. Если эти фрагменты все еще соответствуют вашему внутреннему настрою, поместите их в свой концепт-коллаж. Если нет — продолжайте поиск. Ищите везде, делайте фотографии всего, что радует ваш глаз, будь то бар или клуб, ресторан, музей или необычное здание.
Изображения, которые вы подбираете, подскажут вам, какие цвета вам нужно искать для своей концепции. На этом этапе лучше всего брать ваш концепт-коллаж с собой в магазин красок и подбирать цвета, сочетающиеся с собранной коллекцией изображений. То же самое делайте с тканями, постепенно накапливая небольшие образцы из магазинов. Так у вас сложится целостное представление о будущем интерьере помещения. Когда ваш концепт-коллаж будет завершен, вы должны знать, чего хотите.
Для концепт-коллажа необходимы:
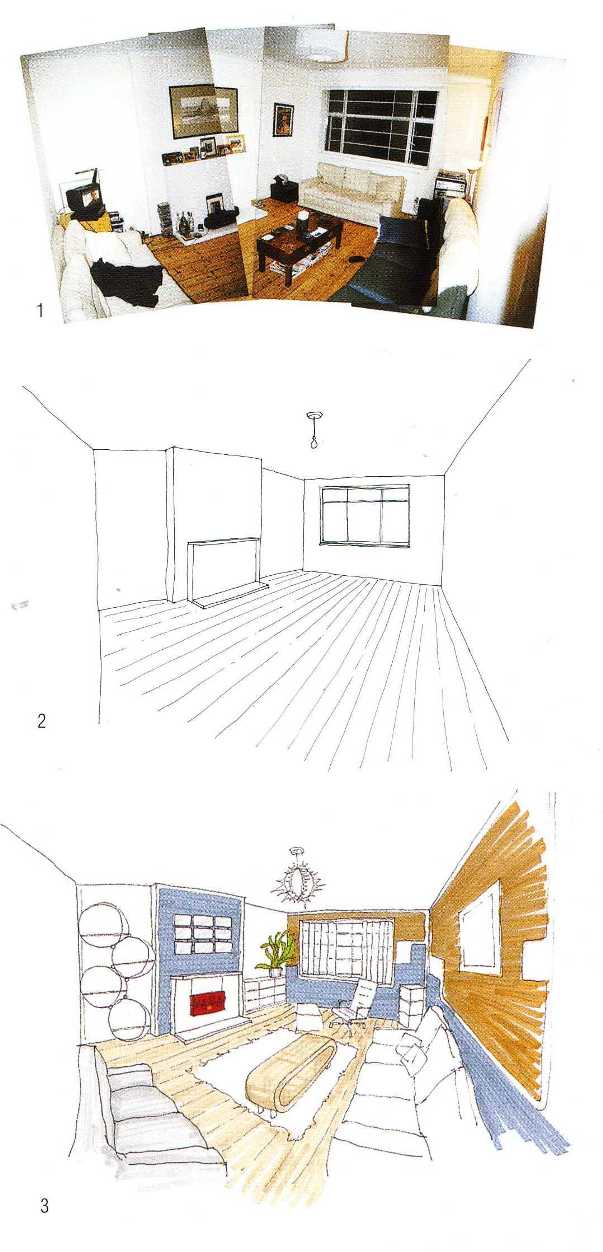
- Изображение, выражающее вашу концепцию. Оно может быть сколь угодно абстрактным.
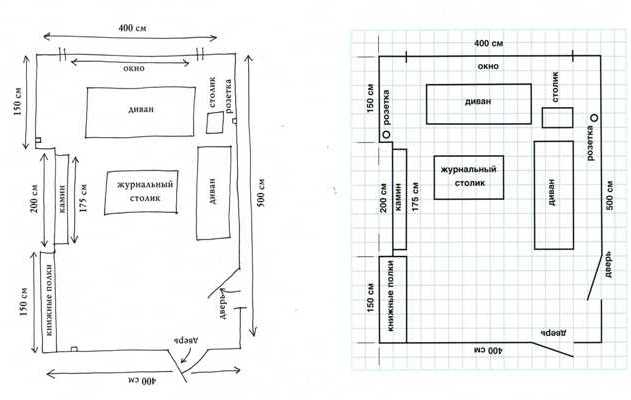
- План пространства с ключевыми измерениями, обозначенной мебелью и планировкой.
- Образцы цветов краски, потолка, дерева (например, плинтусов), пола (если он будет краситься) и дополнительных элементов (типа покрашенной мебели).
- Образцы ткани для обивки, подушек, покрывал, штор и любых других элементов интерьера.
- Идеи по освещению, настроению и атмосфере.
- Отделка пола.
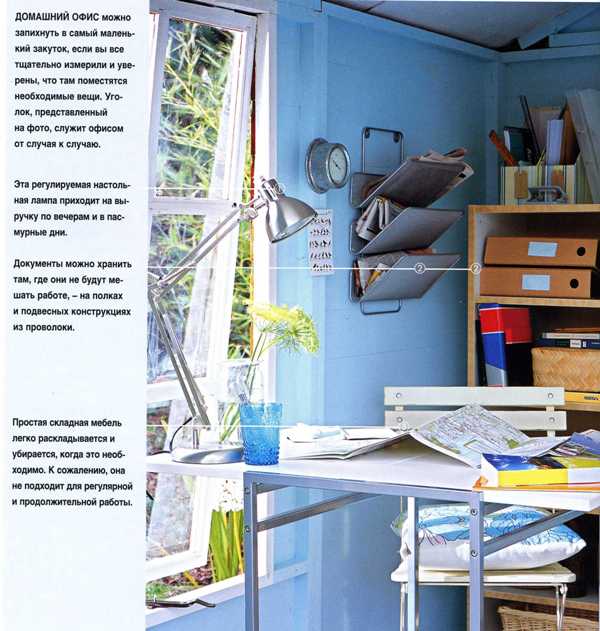
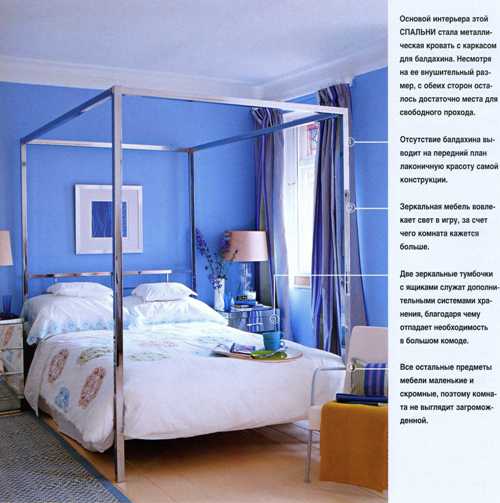
- Изображения основных предметов мебели.
- Любые декоративные детали, например, трафареты или текстуры.
- Любые существенные элементы стиля, соответствующие образу или дополняющие его.
На основе материалов книги О. Хит - Интерьер от проекта до реализации