Сертификаты на утеплители PHOENIX
15 march 2016
Сертификат соответствия:


Санитарно-эпидемиологическое заключение:

Сертификат соответствия:
Санитарно-эпидемиологическое заключение:
Сертификат соответствия:
Пожарный сертификат (соответствия требованиям пожарной безопасности):
Санитарно-эпидемиологическое заключение:
Санитарно-эпидемиологическое заключение на Грунт антисептик для древесины "Удачная защита" и Антисептик для древесины "Удачная защита" СТАНДАРТ:

Санитарно-эпидемиологическое заключение на продукцию: Средство биозащитное для древесины
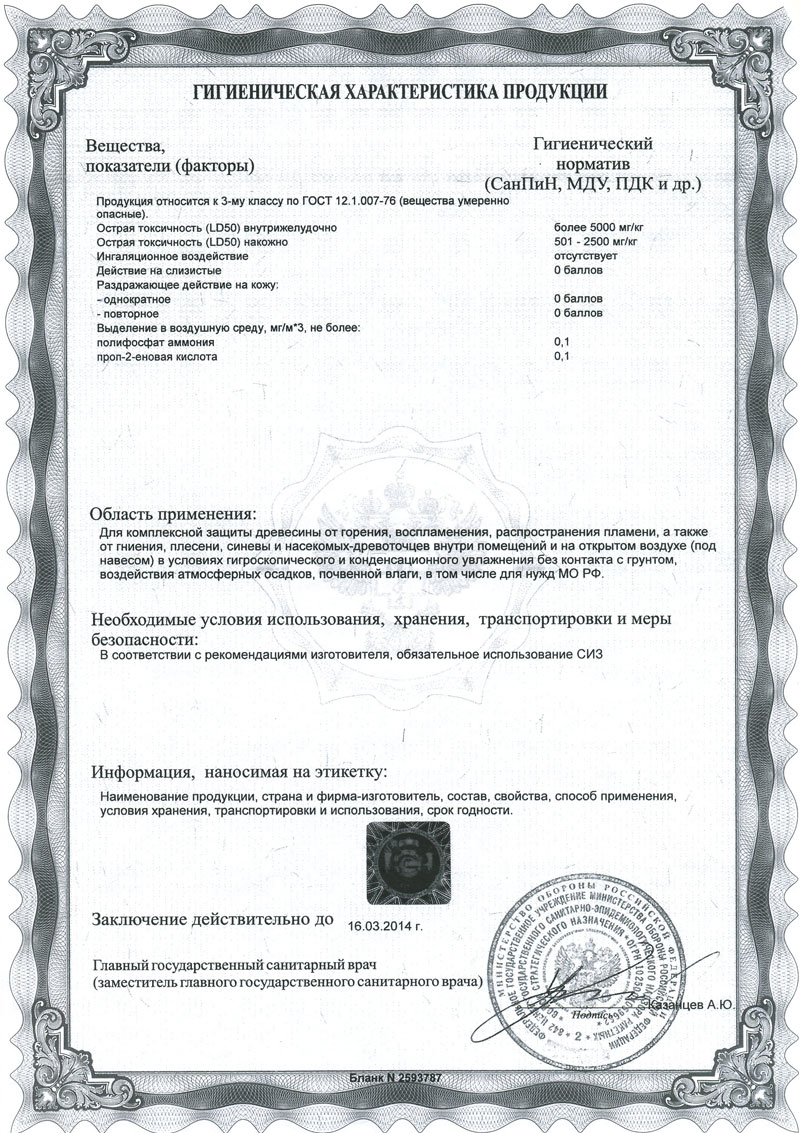
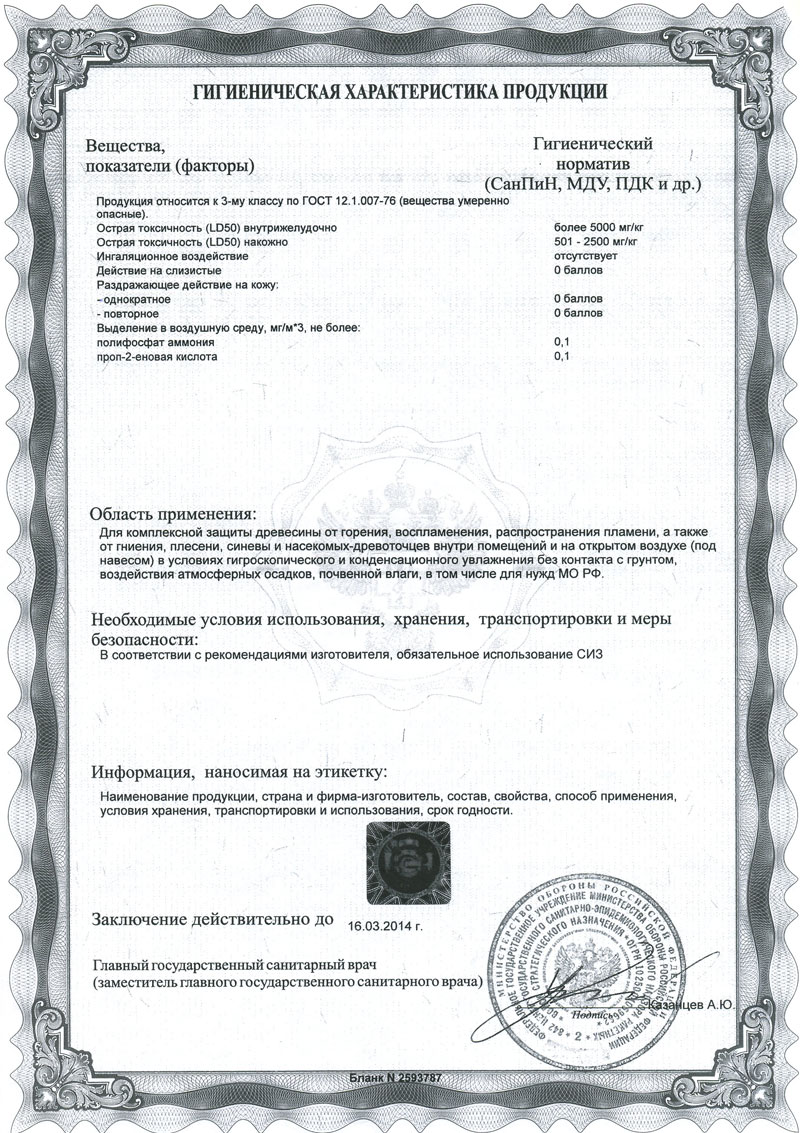
Санитарно-эпидемиологическое заключение на продукцию:Средство огнебиозащитное для древесины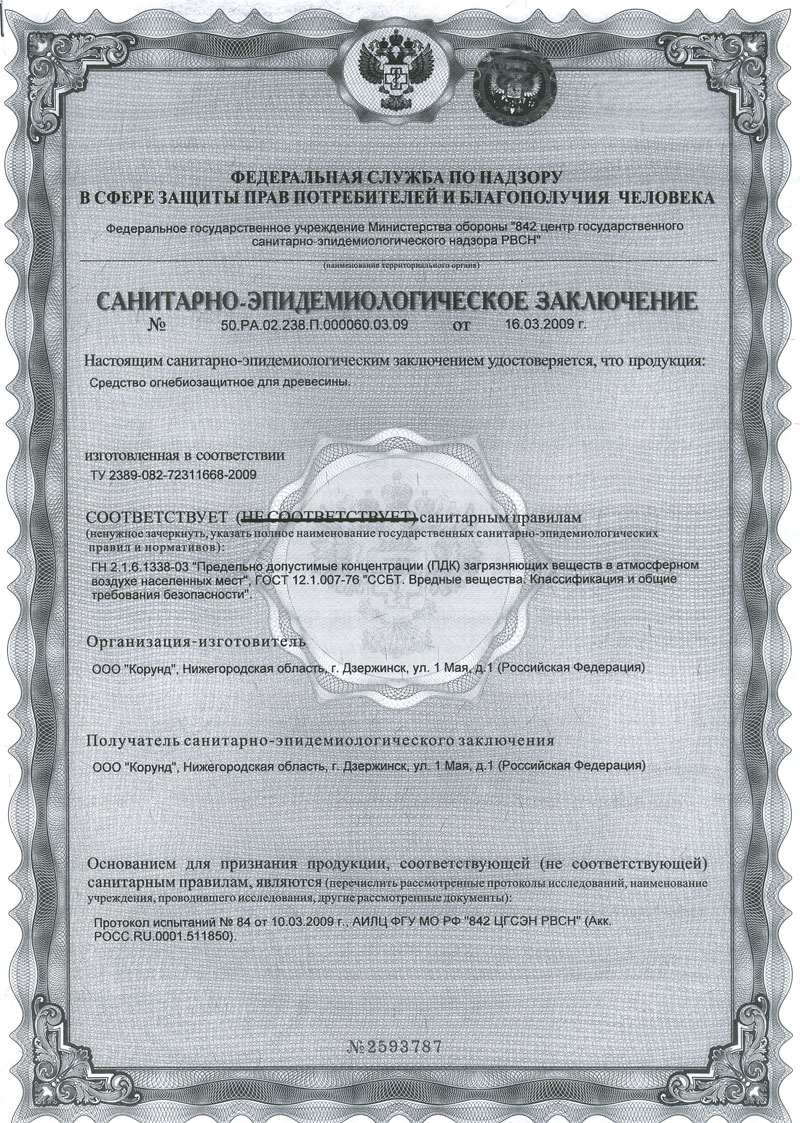
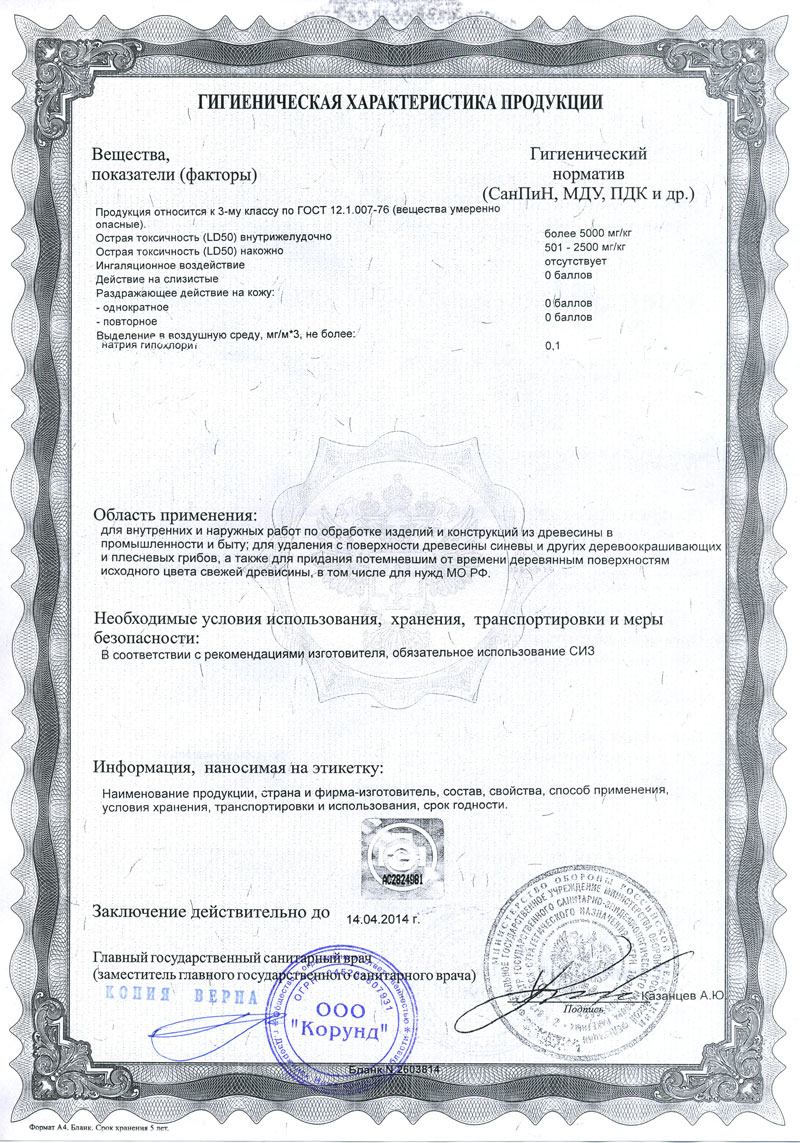
Санитарно-эпидемиологическое заключение на продукцию:Средство отбеливающее для древесины
Сертификат соответствия продукции WELL paints:
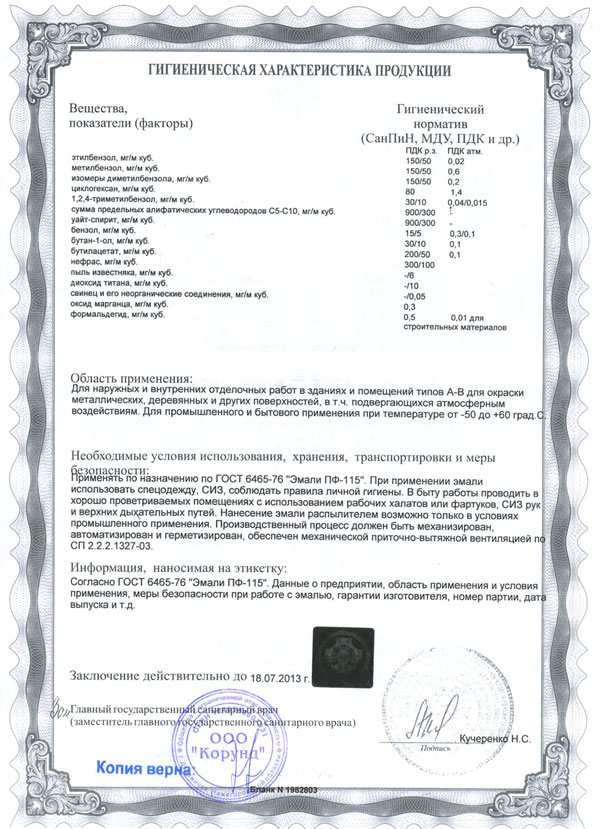
Санитарно-эпидемиологическое заключение на Эмали ПФ-115 WELL paints:
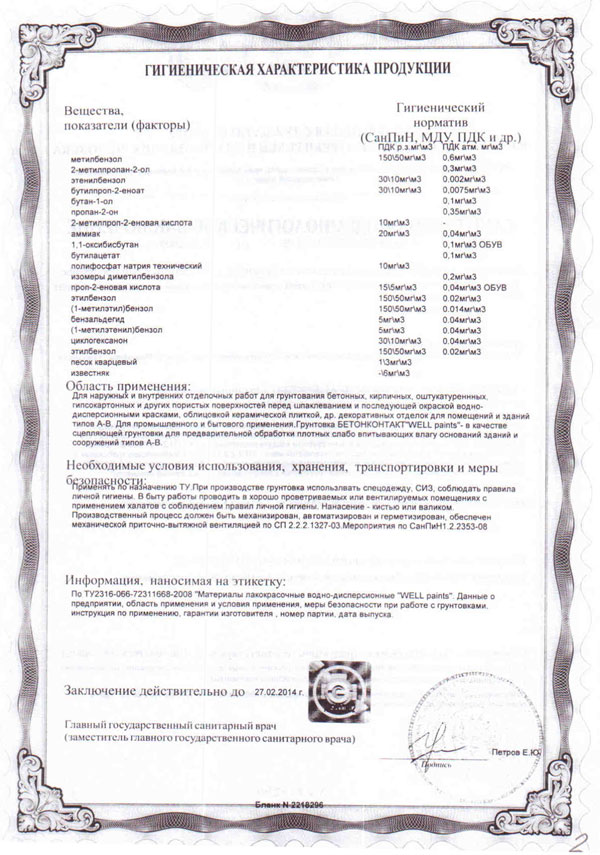
Санитарно-эпидемиологическое заключение на Грунтовку водно-дисперсионная WELL paints: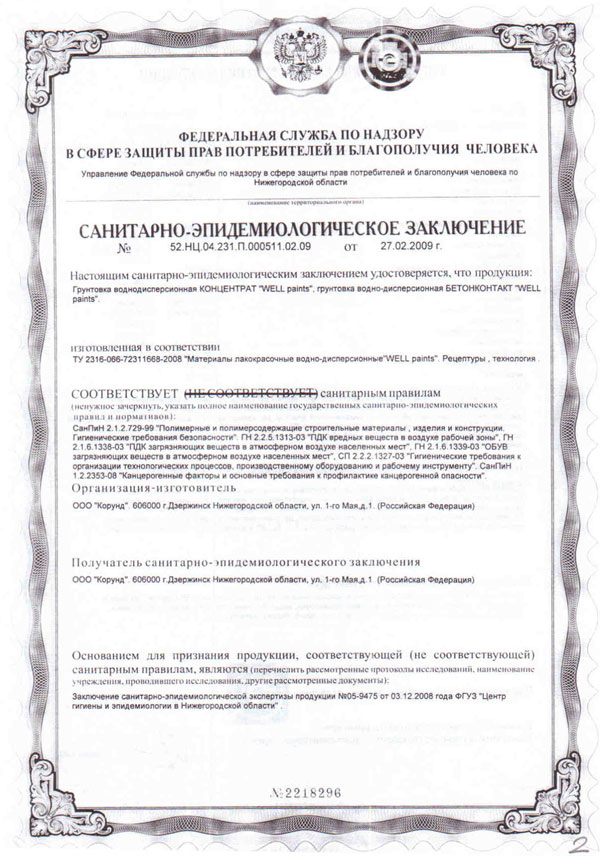
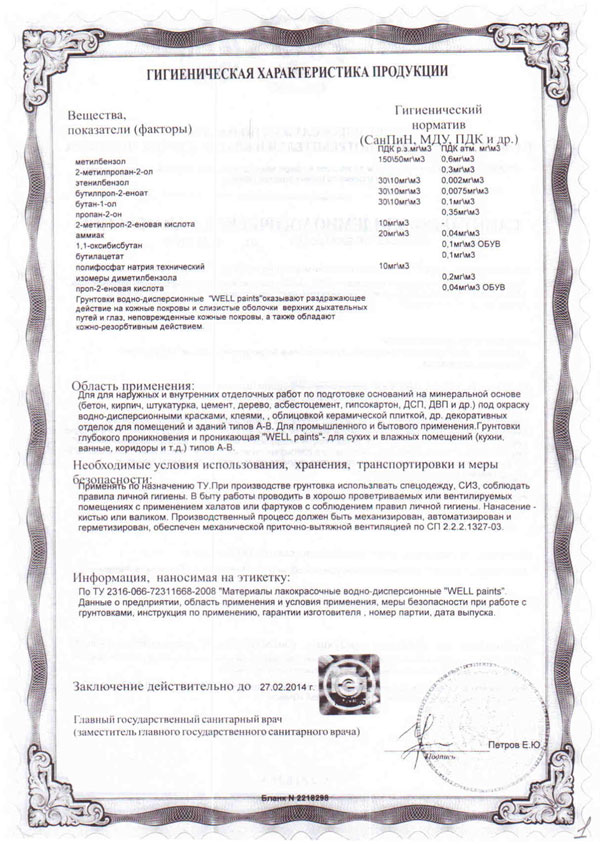
Санитарно-эпидемиологическое заключение на Грунтовку водно-дисперсионная фасадная WELL paints: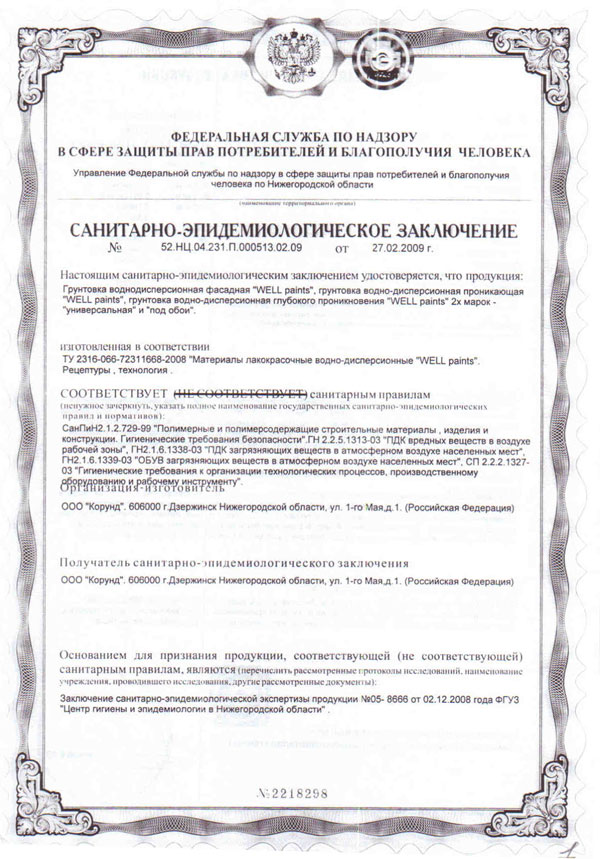
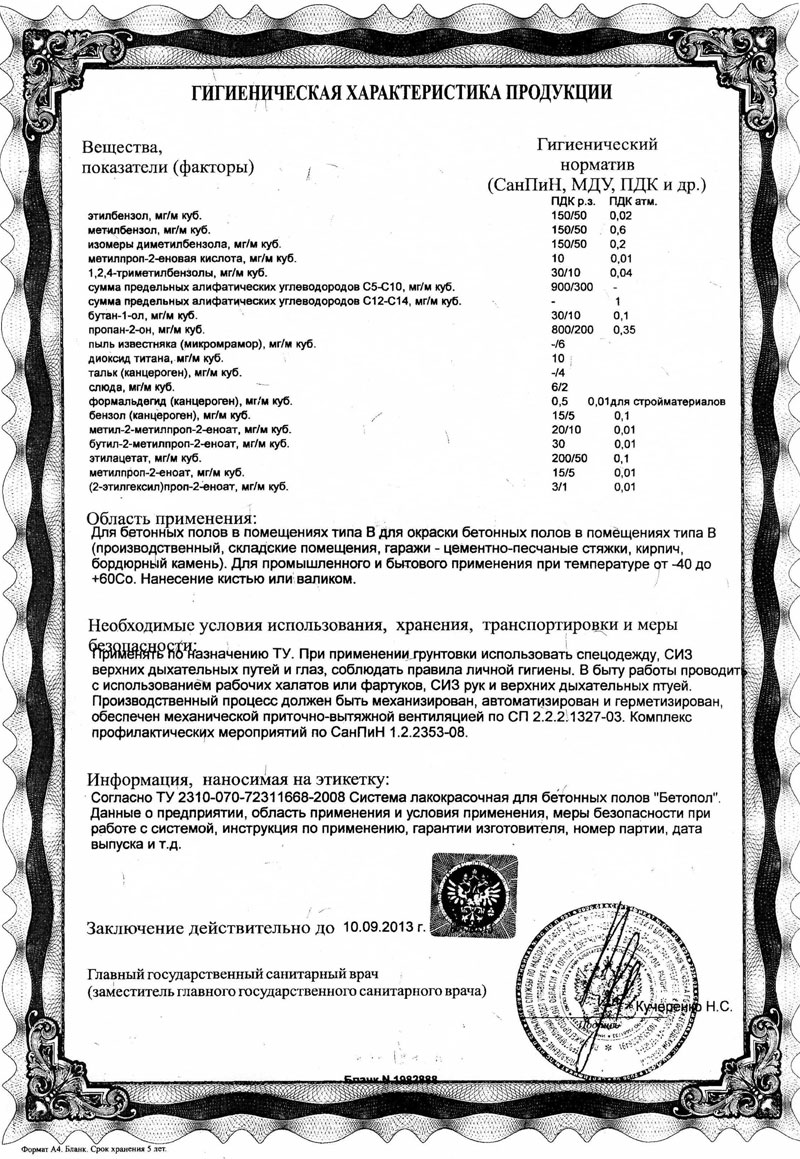
Санитарно-эпидемиологическое заключение на продукцию БЕТОПОЛ-грунтовка WELL paints: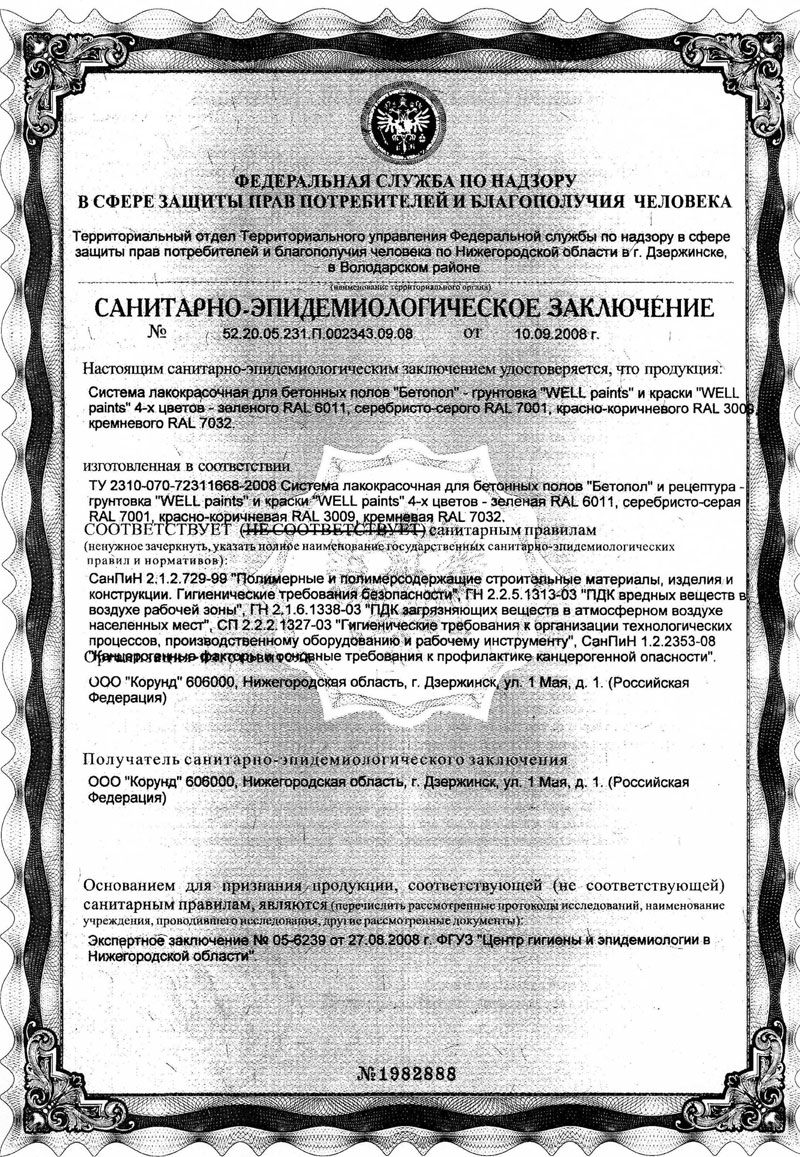
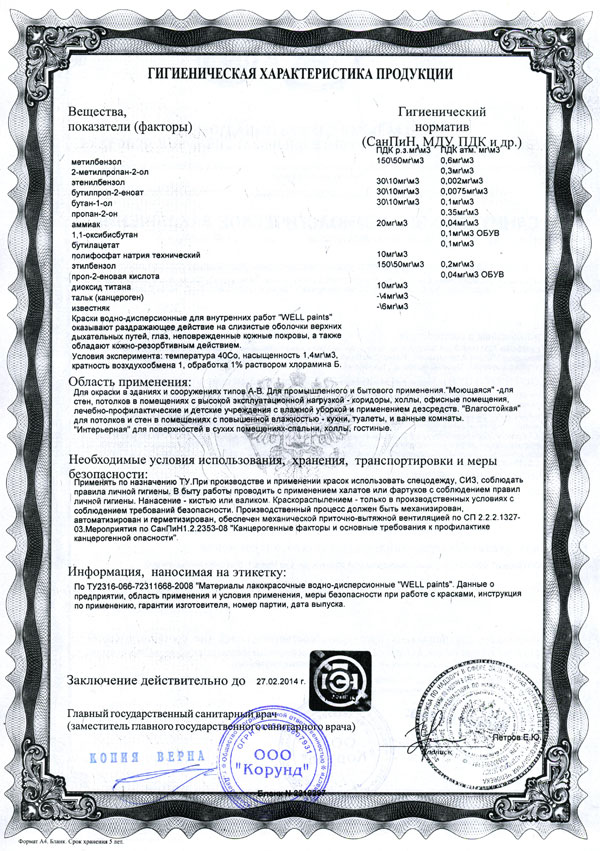
Санитарно-эпидемиологическое заключение на водно-дисперсионную краску WELL paints для внутренних работ:
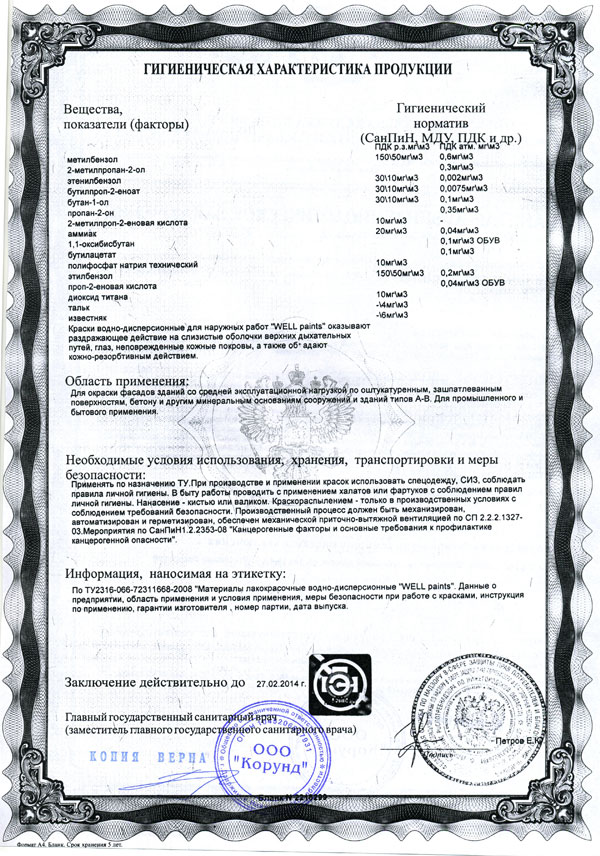
Санитарно-эпидемиологическое заключение на водно-дисперсионную краску WELL paints для для наружных работ работ:
Санитарно-эпидемиологическое заключение на средство пропиточное гидрофобизирующее для камня<

Санитарно-эпидемиологическое заключение на водно-дисперсионные краски для внешних работ:

Санитарно-эпидемиологическое заключение на водно-дисперсионные краски для внутренних работ:
г. Москва, ул. Рябиновая 55 стр.3/2
Телефоны: +7 (495) 374-99-24
8 (800) 700-07-81
Факс: +7 (495) 374-99-24
Email: info@stroy-mart.ru
Skype: stroy-mart