Untitled Document
Поздравляем Вас!
Вы выбрали инструмент DeWALT. Многолетний опыт работы, постоянное стремление к росту и
внедрению новых технологий привели к тому, что на сегодняшний день большинство профессионалов
во всём мире доверяют DeWALT.
Технические характеристики D 27400
| Напряжение питания
|
230 В
|
| Потребляемая мощность
|
2100 Вт
|
| Выходная мощность
|
1600 Вт
|
| Диаметр диска
|
315 мм
|
| Посадочный диаметр
|
30 мм
|
| Толщина лезвия
|
2,2 мм
|
| Число оборотов х. х.
|
3000 об/мин
|
| Распиловка под углом 90° (левая/правая)
|
94 мм
|
| Макс. угол скоса (левый/правый)
|
45°
|
| Макс. глубина при наклоне 0°
|
94 мм
|
| Макс. угол наклона (левый)
|
45°
|
| Макс. глубина при наклоне 45°
|
66 мм
|
| Автоматическая остановка полотна
|
<10 сек
|
| Температура окруж. среды
|
5-40°С
|
| Вес
|
42 кг
|
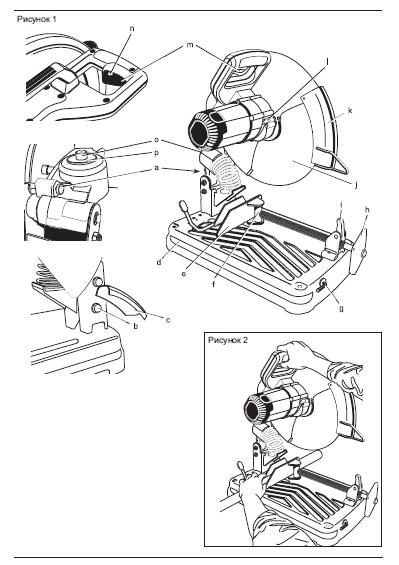
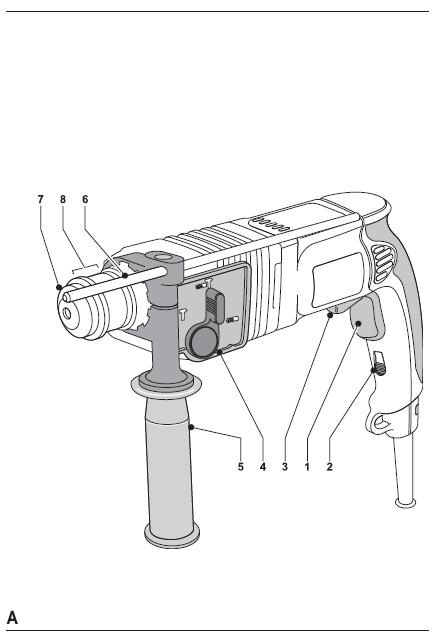
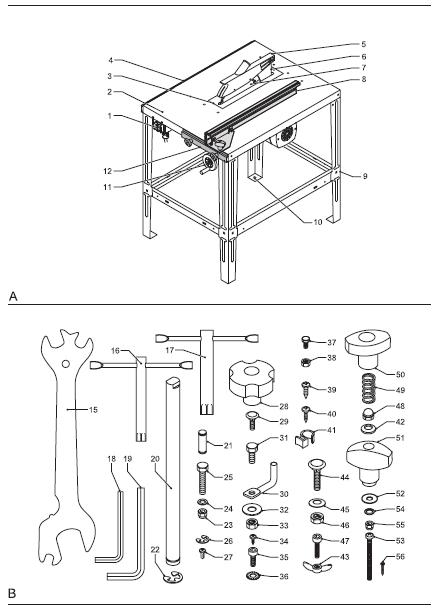
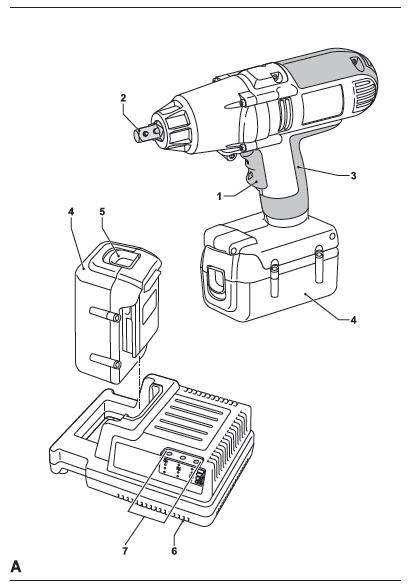
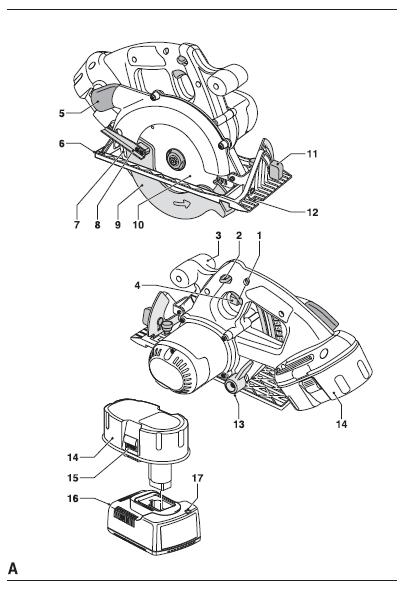
Описание (рис. А1 и А2)
Ваш распиловочный станок D27400/ D27400T предназначен для профессиональной распиловки дерева
и изделий из древесины. Рис. А
1 Выключатель
2 Поверхность стола
3 Вставка стола
4 Салазки для направляющей
5 Верхний защитный кожух диска
6 Расклинивающий нож
7 Пильный диск
8 Регулируемая поворотная направляющая
9 Ножки
10 Отверстие для крепления
11 Подъемная рукоятка
12 Зажимные салазки направляющей
Электрическая безопасность
Электродвигатель Вашего инструмента предназначен для работы при определённом напряжении питания.
Перед работой убедитесь, что напряжение питания соответствует техническим характеристикам инструмента.
Использование удлинительного кабеля
При необходимости, используйте только удлинительный кабель, соответствующий потребляемой мощности
данного инструмента (см. технические данные). Минимально допустимая площадь поперечного сечения
жилы удлинительного кабеля 1,5 мм2. Если Вы используете кабельный барабан, разматывайте кабель полностью.
Также обращайтесь к следующей таблице.
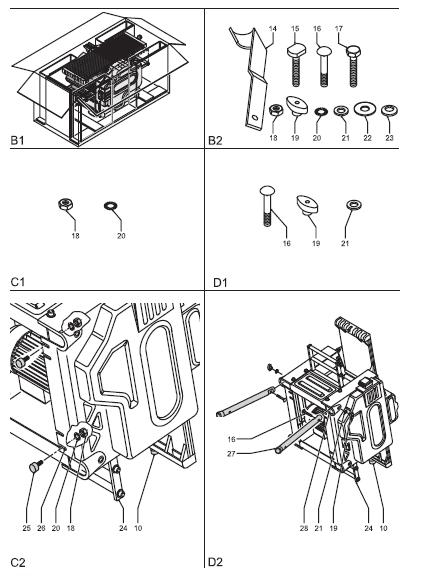
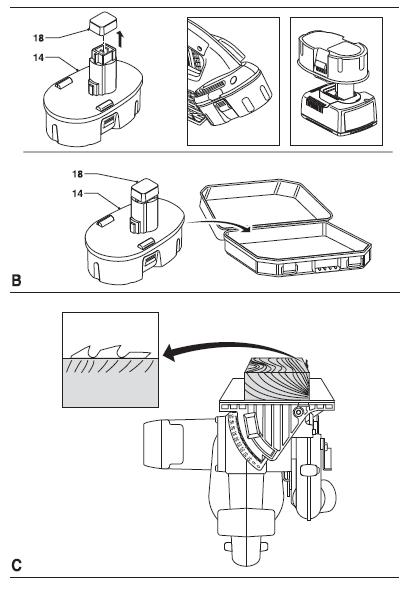
Идентификация оборудования и деталей (рис. В)
Рекомендуем при распаковке сортировать все детали:
15 Комбинированный гаечный ключ
16 Торцовый гаечный ключ 10 мм
17 Торцовый гаечный ключ 13 мм
18 Ключ-шестигранник 5 мм
19 Ключ-шестигранник 8 мм
20 Ось
21 Ось шарнира
22 Пружинное кольцо D12
23 Самоконтрящаяся гайка М6
24 Плоская шайба D6
25 Болт с шестигранной головкой М8 х 30
26 Пружинное кольцо D8
27 Винт с крестообразным шлицем М4 х 8
28 Зажимы наклона двигателя
29 Болт с квадратным подголовком М6 х 20
30 Подвески
31 Болт с шестигранной головкой М8 х 16
32 Плоская шайба D9-27
33 Самоконтрящаяся гайка М8
34 Винт с крестообразным шлицем 3,5 х 9,5
35 Винт с шестигранным шлицем М6 х 12
36 Зубчатая шайба D6,4
37 Болт с шестигранной головкой М6 х 12
38 Гайка М6
39 Винт с крестообразным шлицем 4,8 х 16
40 Винт с крестообразным шлицем 4,2 х 16 (D27400)
41 Кабельный хомут
42 Сферическая шайба D6
43 Барашковая гайка М6
44 Болт с квадратным подголовком М10 х 30
45 Сферическая шайба D10
46 Гайка М10
47 Винт с шестигранным шлицем М6 х 25
48 Колпачковая гайка М6
49 Пружина D6
50 Ручки зажима салазок направляющей
51 Рукоятка фиксации поворота направляющей
52 Плоская шайба D6,6-18
53 Винт с шлицевой головкой М5 х 60 (D27400T)
54 Плоская шайба D5 (D27400T)
55 Гайка М5 (D27400T)
56 Винт с крестообразным шлицем, с утопленной головкой 4,8 х 16
Необходимые и рекомендованные инструменты
Кроме инструментов, поставляемых со станком также нужны следующие:
- отвертка с плоским лезвием
- крестообразная отвертка
- рулетка
- угольник
- киянка или (обычный молоток и деревянный брусок)
Всегда используйте правильный тип и размер инструмента.
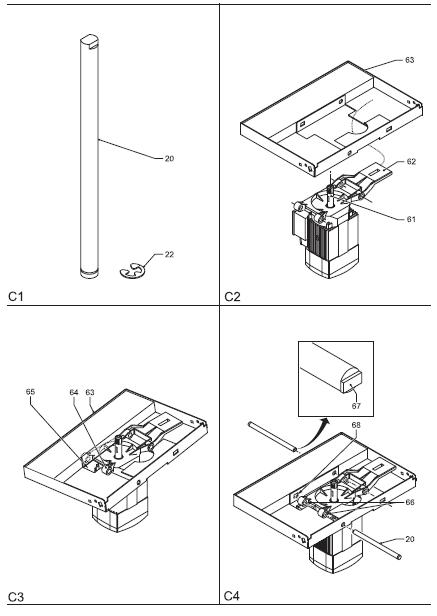
Установка электродвигателя в каркас (рис. С1-С5)
Необходимые детали: ось 2 шт. (20), пружинное кольцо 2 шт. (22) (рис. С1).
• Положите электродвигатель на стол шпинделем (61) вверх.
• Проденьте держатель расклинивающего ножа (62) через отверстие в каркасе электродвигателя (63) (рис. С2).
• Держите каркас (63) под указанным на рисунке углом, чтобы проушина (64) прошла через вырез (65) (рис. С3).
• Поверните каркас по часовой стрелке, чтобы прошла вторая проушина.
• Выровняйте отверстия проушин с отверстиями на каркасе (рис. С4).
• Проденьте оси (20) через отверстия в каркасе и проушинах (66) так, чтобы прямоугольный наконечник (67)
вошел в соответствующее отверстие (68) (рис. С4).
• Зафиксируйте положение осей (20) с помощью пружинных колец (22) (рис. С5).
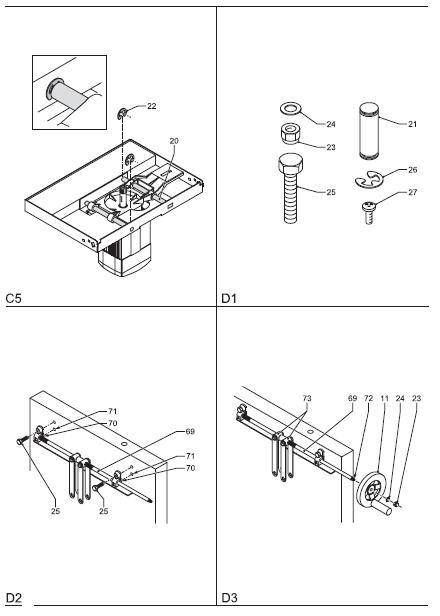
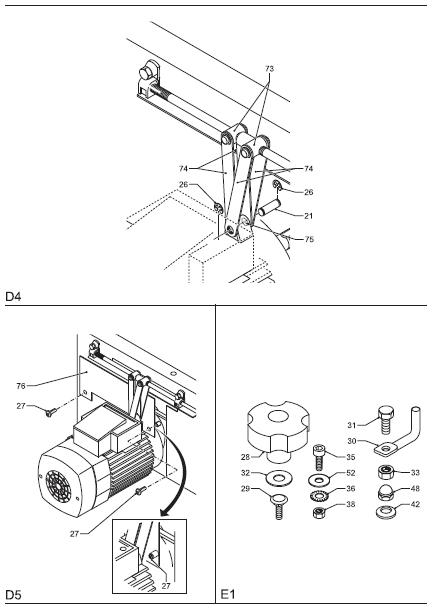
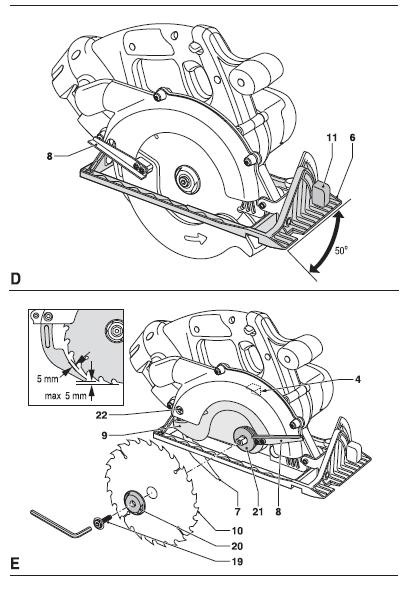
Установка подъемника диска (рис. D1-D5)
Необходимые детали: ось шарнира 1 шт. (21), самоконтрящаяся гайка 1 шт. (23), плоская шайба 1 шт. (24), болт
с шестигранной головкой 2 шт. (25), пружинное кольцо 2 шт. (26), винт с крестообразным шлицем 2 шт. (27) (рис. D1).
• Поставьте каркас с двигателем как показано на рисунке (рис. D2).
• Установите подъемник (69) на каркас так, чтобы штифты (70) попали в соответствующие отверстия (71).
• Закрепите подъемник с помощью болтов (25).
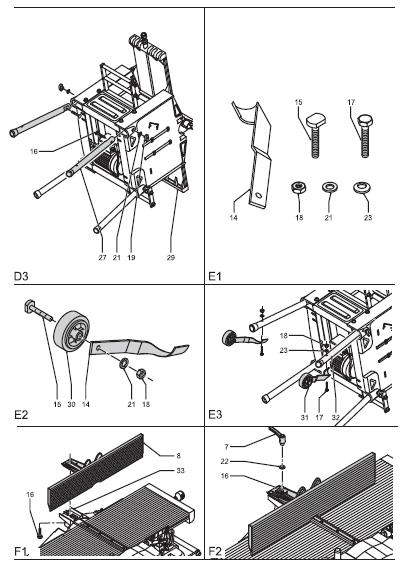
• Установите подъемную рукоятку (11) на подъемник (69) (рис. D3). Убедитесь, что плоская сторона рукояти
обращена к фланцу на оси подъемника (72).
• Зафиксируйте рукоятку с помощью гайки (23) и шайбы (24).
• Вращайте подъемную рукоятку по часовой стрелке, пока муфты (73) полностью не сойдутся.
• Выровняйте отверстия в нижней части планок (74) , идущих от муфт (73) с отверстием (75) на электродвигателе
(рис. D4). Убедитесь, что планки с узкой муфты размещены внутри планок от более широкой муфты.
• Вставьте ось шарнира в отверстия планок и двигателя, как показано на рисунке.
• Зафиксируйте планки с помощью пружинных колец (26).
• Установите крышку каркаса электродвигателя (76) с помощью винтов (27) (рис. D5).
Установка каркаса с электродвигателем на стол (рис. Е1-Е6)
Необходимые детали: зажимы угловые 2 шт., (28), болт с квадратным подголовком 2 шт. (29), подвеска 2 шт. (30),
болт с шестигранной головкой 2 шт. (31), плоская шайба 2 шт. (32), самоконтрящаяся гайка 2 шт. (33), винт с
шестигранным шлицем 3 шт. (35), зубчатая шайба 3 шт. (36), гайка 3 шт. (38), сферическая шайба 8 шт. (42),
колпачковая гайка 8 шт. (48), плоская шайба 6 шт. (52) (рис. Е1).
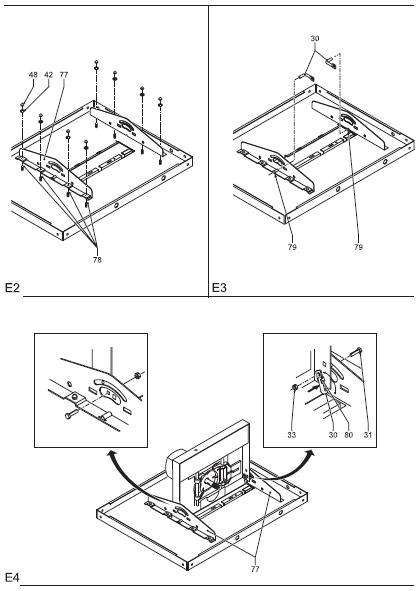
Установка каркасных кронштейнов
• Положите стол обратной стороной вверх, как показано на рисунке (рис. Е2).
• Поместите кронштейны (77) на шпильки (78)
• Установите шайбы (42) и гайки (48) на каждый штифт.
• Затяните гайки от руки.
Установка подвесок
• Поместите подвеску (30) в отверстие шарнира (79) (рис. Е3).
• Удерживайте каркас с электродвигателем между кронштейнами (77) как показано на рисунке (рис. Е4).
• Удерживая каркас в вертикальном положении одной рукой, установите подвески (30) с внутренней
стороны каркаса за выступами (80).
• Выровняйте отверстия в кронштейнах, каркасе и подвесках.
• Вставьте болты (31) в отверстия.
• Поместите гайки (33) на болты.
• Затяните гайки.
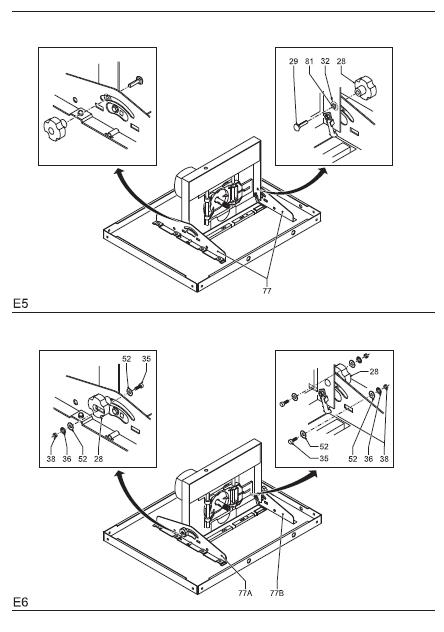
Установка зажимов наклона диска
• Удерживая каркас с электродвигателем в вертикальном положении, вставьте шайбы (32) между
кронштейнами (77) и каркасом двигателя (рис. Е5).
• Выровняйте шайбы с квадратными отверстиями (81).
• Вставьте болты с квадратным подголовком (29) в отверстия.
• Установите зажимы наклона (28) на болты.
• Затяните зажимы.
Установка ограничителей наклона
• Вставьте винт (35) с шайбой (52) в отверстие на левой стороне от ручки зажима наклона (28) переднего
кронштейна (77А) (рис.Е6).
• Вставьте винты (35) с шайбами (52) в отверстия с обеих сторон зажима (28) заднего кронштейна (77В) (рис.Е6).
• Поместите шайбу (52), зубчатую шайбу (36) и гайку на каждый винт.
• Затяните гайки от руки.
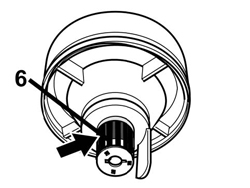
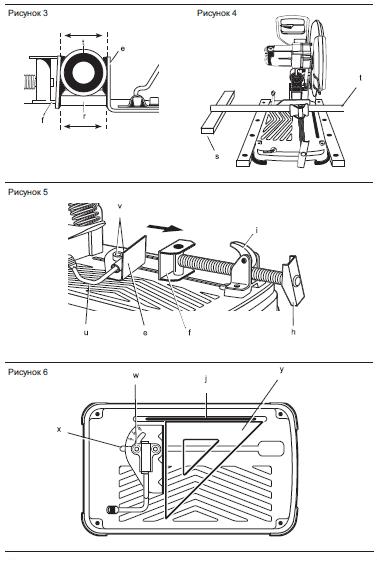
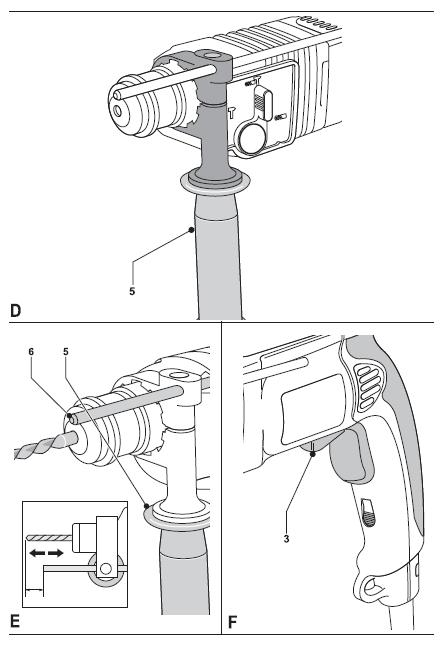
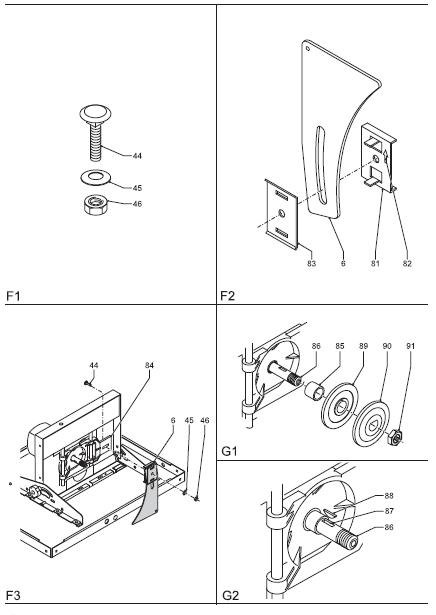
Установка расклинивающего ножа (рис.F1-F3)
Необходимые детали: болт с квадратным подголовком 1 шт. (44), сферическая шайба 1 шт. (45), гайка 1 шт.
(46) (рис. 1)
• Оденьте зажимные планки (81) и (83) на нож (6) (рис. F2). Убедитесь, что стрелка (82) на планке (81) направлена
в сторону верхушки расклинивающего ножа.
• Вставьте болт (44) в отверстие монтажного кронштейна (84) (рис. F3)
• Установите нож с планками на монтажный кронштейн, так чтобы края планки обхватили кронштейн.
• Поместите сферическую шайбу (45) и гайку (46) на болт. Сферическая шайба вставляется выемкой к зажимной планке.
• Затяните гайку.
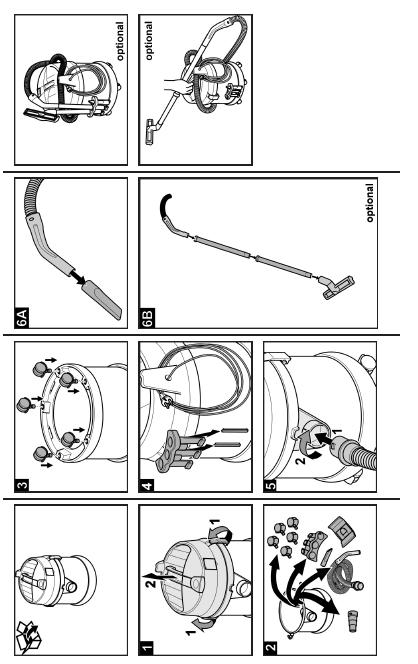
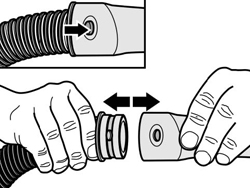
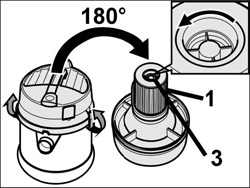
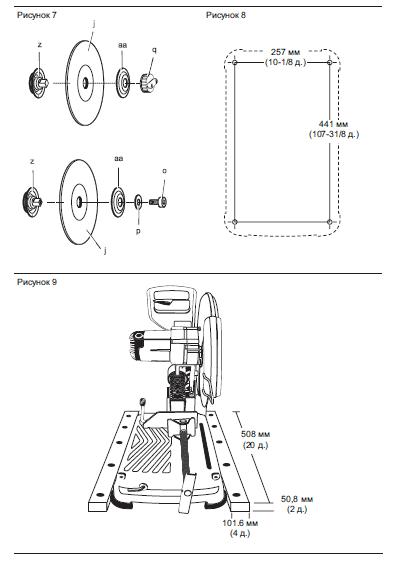
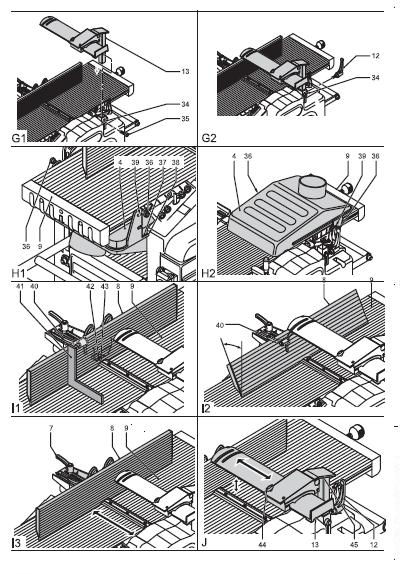
Установка фланцев пильного диска (рис.G1 и G2)
• Наденьте втулку (85) на шпиндель (86) (рис. G1).
• Поворачивайте шпиндель (86), чтобы паз (87) для шпонки был вверху (рис. G2).
• Вставьте шпонку (88) в паз.
• Поместите внутренний фланец (89) на шпиндель (рис. G1). Следите, чтобы шпонка осталась на месте.
• Поместите внешний фланец (90) на шпиндель.
• Поместите на шпиндель гайку (91).
• Затяните гайку от руки.
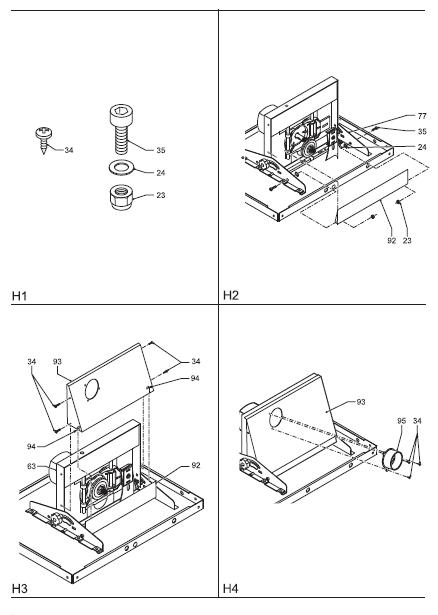
Установка защитного кожуха полотна (рис. Н1-Н4)
Необходимые детали: самоконтрящаяся гайка 2 шт. (23), плоская шайба 5 шт. (24), винт с крестообразным шлицем
7 шт. (34), винт с шестигранным шлицем 2 шт. (35) (рис.Н1)
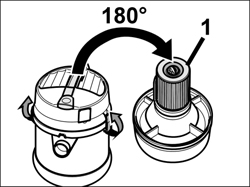
Установка подвижного защитного кожуха
• Удерживайте защитный кожух (92) между кронштейнами (77) (рис. Н2)
• Поместите шайбы (24) между кронштейнами и защитным кожухом.
• Выровняйте отверстия кронштейнов, шайб и защитного кожуха.
• Вставьте винты (35) в отверстия.
• Поместите гайку (23) на каждый винт.
• Закрутите гайки.
Установка фиксированного защитного кожуха
• Удерживая движущийся защитный кожух (92) в вертикальном положении, поместите фиксированный защитный
кожух (93) на каркас электродвигателя станка, совместив винтовые отверстия (рис. Н3). Края подвижного защитного кожуха
должны быть за фланцевыми выводами (94) на фиксированном защитном кожухе.
• Закрепите фиксированный защитный кожух на каркасе электродвигателя (63) с помощью винтов (34).
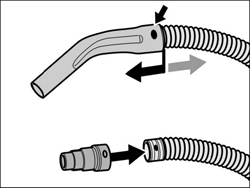
Установка патрубка
• Приложите патрубок(95) к защитному кожуху, совмещая винтовые отверстия (рис. Н4).
• Закрепите патрубок винтами (34).
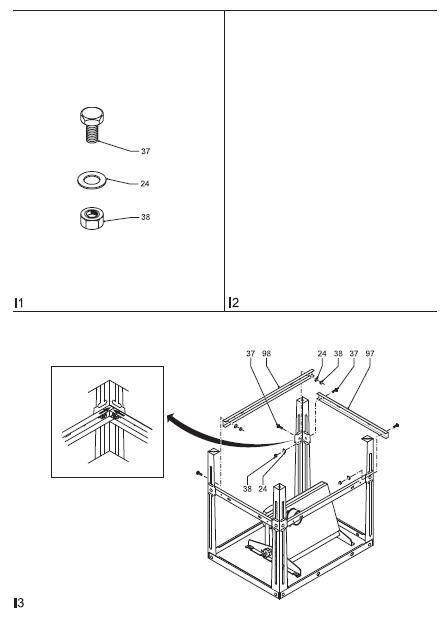
Установка опоры с ножками (рис. 11-13).
Необходимые детали: плоская шайба 16 шт.(24), болт с шестигранной головкой 16 шт. (37), гайка 16 шт. (38) (рис. 11).
Установка ножек
• Удерживайте первую ножку (96) напротив одного из углов стола (рис. 12).
• Выровняйте отверстия ножки и угла стола.
• Вставьте болт (37) в каждое отверстие.
• Установите шайбы (24) и гайки (38) на каждый болт. Закрутите гайки от руки.
• Повторите с остальными ножками.
Установка поперечин
• Удерживайте короткую поперечину (97) между каждой парой ножек с узких сторон стола (рис. 13).
• Выровняйте отверстия ножек и окончаний поперечин.
• Вставьте болт (37) в каждое отверстие.
• Установите шайбы (24) и гайки (38) на каждый болт. Закрутите гайки от руки.
• Повторите с длинными поперечинами (98).
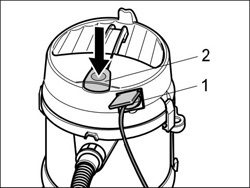
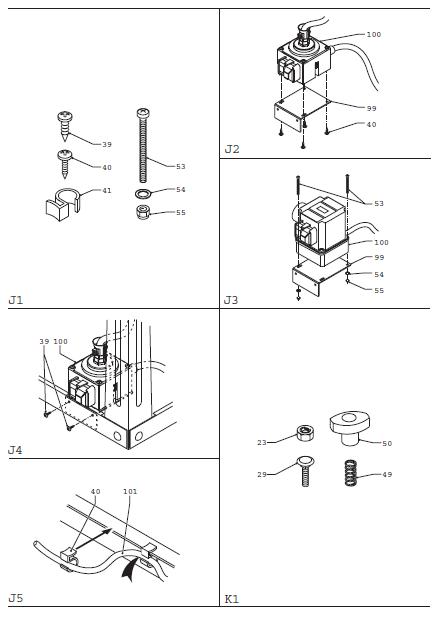
Установка выключателя (рис. J1-J5)
Необходимые детали: D27400: винт с крестообразным шлицем 2 шт. (39), винт с крестообразным шлицем
4 шт. (40), кабельный хомут 3 шт. (41) (рис. J1). D27400T: винт с крестообразным шлицем 2 шт. (39),
кабельный хомут 3 шт. (41), винт с шлицевой головкой 2 шт. (53), плоская шайба 2 шт. (54), гайка 2 шт.
(55) (рис. J1).
• Чтобы установить кронштейн на коммутатор, следуйте следующим инструкциям:
- D27400: установите кронштейн (99) на выключатель (100) с помощью винтов (40) (рис. J2).
- D27400T: проденьте винты (53) через кронштейн (99) и выключатель (100) как показано на рисунке (рис. J3).
Установите шайбы (54) и гайки (55) на каждый винт. Закрутите гайки.
• Закрепите выключатель (100) на столе винтами (39) (рис. J4).
• Защелкните хомуты (41) на кабеле (101), который идет от выключателя к электродвигателю.
• Прикрепите кабельные хомуты к краям стола.
Убедитесь, что кабель плотно прижат вдоль краев стола и его длины достаточно для максимального
наклона каркаса электродвигателя.
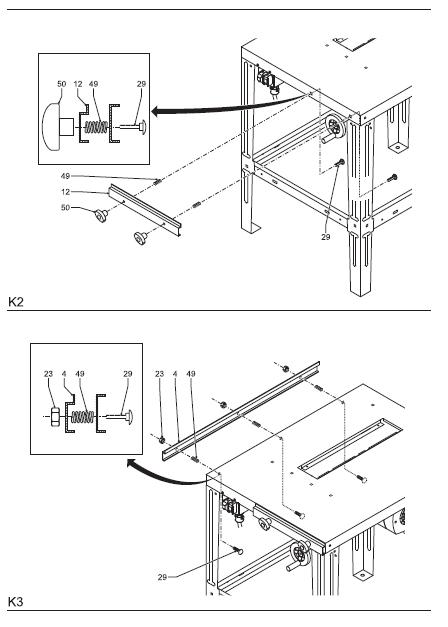
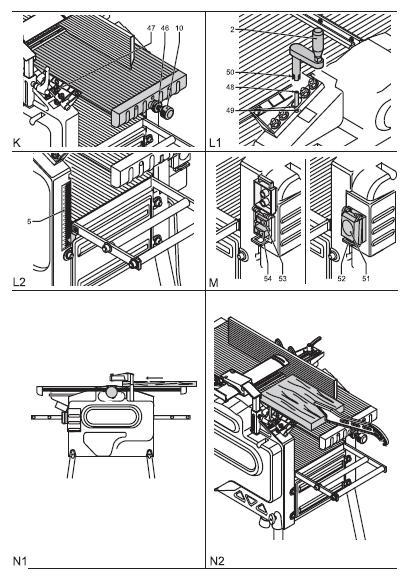
Монтаж салазок (рис. К1-К3)
Необходимые детали: гайка 3 шт. (23), болт с квадратным подголовком 5 шт. (29),пружина 5 шт. (49), ручка
зажима салазок 2 шт. (50) (рис. К1).
• Поставьте станок на ножки.
• Затяните весь крепеж ножек.
Монтаж передних фиксируемых салазок
• Вставьте болты (29) в каждое из отверстий в столе (рис. К2).
• Оденьте пружины (49) на болты (29), как показано на рисунке.
• Поместите планку (12) на болты.
• Накрутите ручки зажима (50) на болты.
Установка боковых салазок
• Вставьте болты (29) в отверстия в столе (рис. К3).
• Поместите пружины (49) на болты (29), как показано на рисунке.
• Оденьте боковую планку (4) на болты.
• Наживите гайки (23), но не затягивайте их.
• Соберите направляющей линейку, как описано ниже и проверьте скольжение вдоль боковой планки (4).
• Настройте салазки, затягивая постепенно гайки, чтобы направляющая скользила по салазкам без люфта.
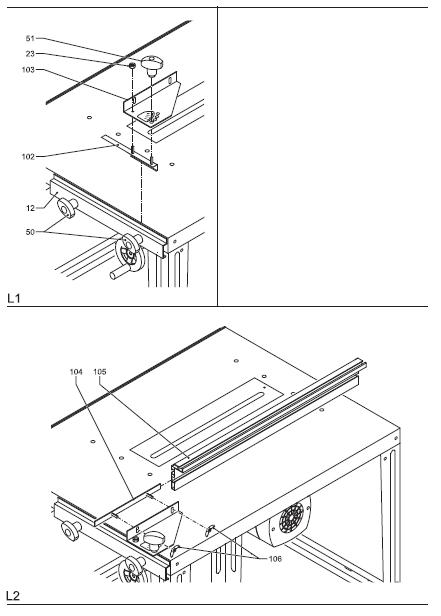
Сборка направляющей (рис. L1 и L2)
• Просуньте суппорт (102) за планку (12) (рис. L1).
• Затяните зажимы (50).
• Поместите кронштейн (103) на суппорт (102).
• Наверните гайку (23) и зажим (51) на резьбу как показано на рисунке. Не затягивайте плотно гайку, так как
кронштейн должен иметь возможность поворота.
• Вставьте планку (104) в паз направляющей линейки (105) (рис. L2).
• Закрепите направляющую с помощью барашковых гаек.
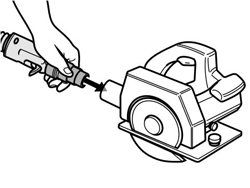
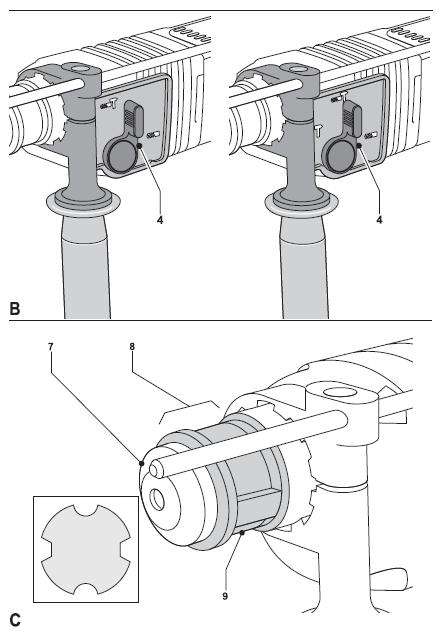
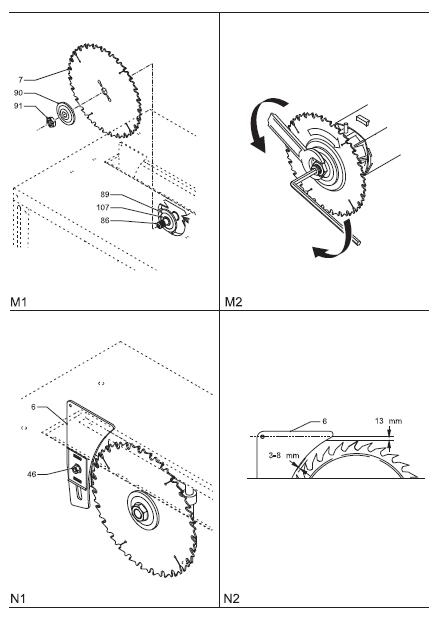
Установка пильного диска (рис. А, М1 и М2)
Зубья новых дисков очень острые и могут быть опасными. Используйте зажимной инструмент или перчатки
во время смены пильных дисков.
• Установите шпиндель (86) (рис. М1) на наивысшую позицию с помощью подъемной рукоятки (11).
• Снимите гайку (91) и внешний фланец (90) (рис. М1).
• Установите пильный диск (7) на выступ (107) на внутреннем фланце (89). Зубья вверху диска должны быть
направлены к оператору.
• Установите гайку (91) и внешний фланец (90), как показано на рисунке. Убедитесь, что кольцо на гайке
направлено к фланцу.
• Затяните гайку против часовой стрелки. Используйте шестигранный и гаечный ключи (рис. М2).
Настройка расклинивающего ножа (рис. N1 и N2)
• Немного ослабьте гайку (46).
• Настройте расклинивающий нож (6), чтобы расстояние между ножом и диском составляло 3-8 мм, а расстояние
между верхним зубом и ножом прибл. 13 мм. (рис. N2).
• Закрутите гайку, не двигая при этом расклинивающим ножом.
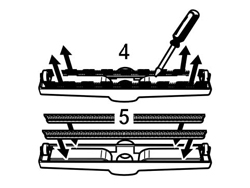
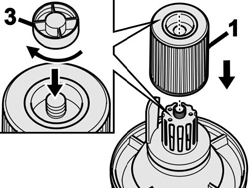
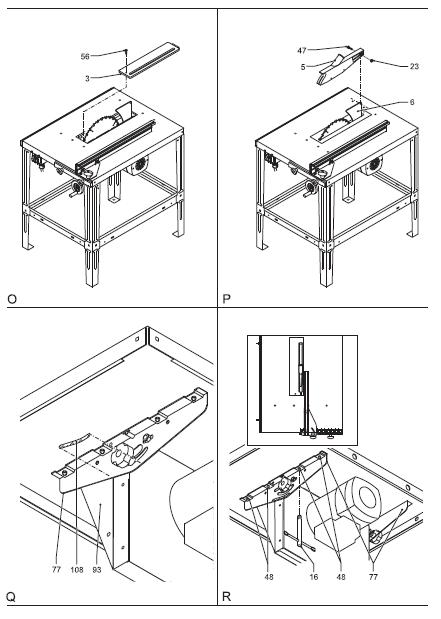
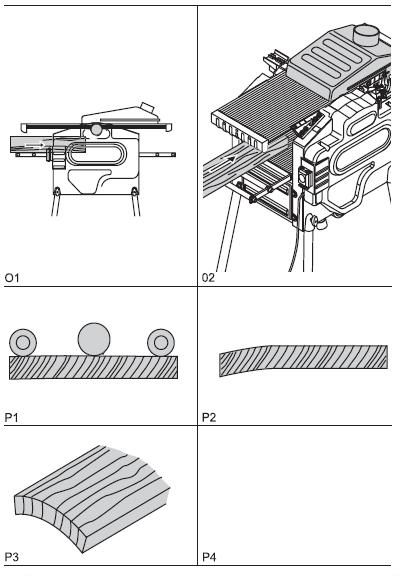
Установка вставки стола (рис. О.)
• Вставьте вставку (3) в стол.
• Зафиксируйте вставку с помощью винта (56). Никогда не используйте станок без вставки стола. Немедленно
замените сломанную вставку.
Установка верхнего защитного кожуха (рис. Р)
• Установите верхний защитный кожух (5) на расклинивающий нож с помощью, винта (47) и гайки (23).
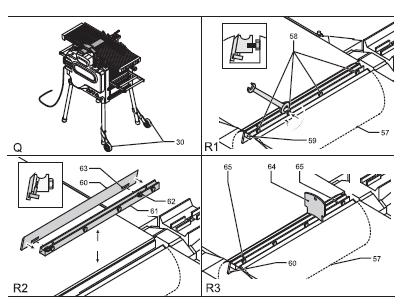
Закрепление шкалы угла наклона (рис. Q)
• Настройте диск перпендикулярно столу, как описано ниже.
• Приклейте шкалу (108) на каркас (77) так, чтобы пометка 00 совпадала с краем защитного кожуха пильного диска.
Размещение станка
• Переместите станок в место, где планируется его использовать.
Перед настройкой всегда отключайте инструмент от сети.
Настройка высоты диска (рис. А)
• Настройте высоту полотна с помощью подъемной рукоятки (11).
- Поверните по часовой стрелке, чтобы увеличить высоту.
- Поверните против часовой стрелки, чтобы уменьшить высоту.
Проверка и настройка дика по отношению к направляющей (рис. R)
• Установите пильное полотно на наивысшую позицию.
• Установите направляющую.
• Проверьте точность, поместив направляющую около диска.
• Если требуется настройка, ослабьте гайки (48), удерживающие кронштейны (77). Откорректируйте кронштейны киянкой,
чтобы диск стал параллельно к направляющей.<
• Затяните гайки с помощью гаечного ключа (16).
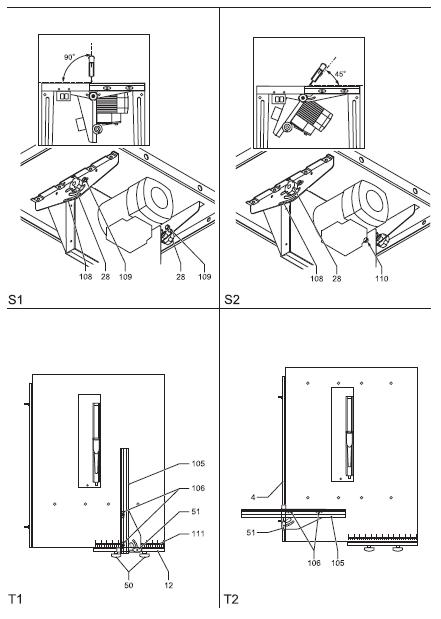
Настройка ограничителей наклона (рис. S1 и S2)
• Установите диск на наивысшую позицию.
Настройка ограничительных упоров для перпендикулярности (рис. S1)
• Ослабьте зажимы наклона (28).
• Проверьте угол между диском и столом, используя угольник.
• Настройте угол, пока диск не станет точно 900 к столу.
• Затяните зажимы наклона.
• Настройте ограничители, ослабляя гайки (109) и размещая их напротив каркаса с электродвигателем. Затяните гайки.
Настройка ограничителя наклона на 450 (рис. S2)
• Ослабьте зажимы (28).
• Проверьте угол между полотном и столом, используя угольник.
• Настройте угол, пока полотно не станет точно 450 к столу.
• Закрутите зажимы.
• Настройте ограничитель, ослабляя гайку (109) и размещая ее вплотную каркасу с электродвигателем. Туго закрутите гайку.
Настройка направляющей (рис. Т1-Т3) Настройка направляющей для продольного реза (рис. Т1)
• Вставьте направляющую в передние салазки (12).
• Ослабьте зажим (51) и выставьте направляющую параллельно к пильному диску.
• Закрутите зажим.
• Ослабьте барашковые гайки (106) и настройте линейку так, чтобы она обеспечивала максимальную управляемость
распиловкой на столе.
• Закрутите барашковые гайки.
• Настройте ширину пропила по шкале (111).
• Закрутите зажимы салазок (50).
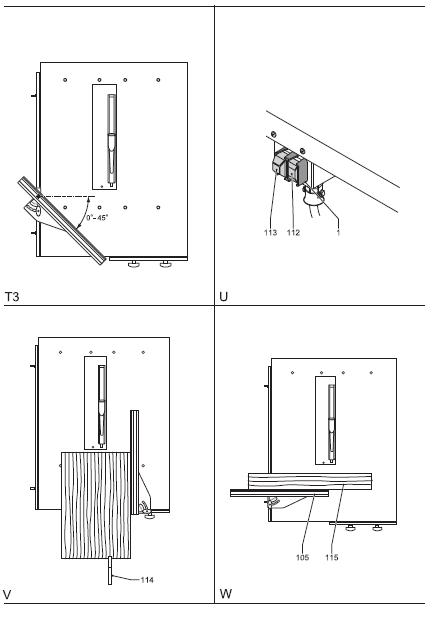
Настройка направляющей для поперечной распиловки (рис. Т2 и Т3)
Кронштейн направляющей имеет предварительно устанавливаемые углы 0°, 15°, 30° и 45° и может также
устанавливаться под любым промежуточным углом.
• Вставьте направляющую в боковые салазки (4) (рис.Т2).
• Ослабьте зажим (51) и поверните направляющую, чтобы она была под углом 90° к пильному диску.
• Для распиловки под углом установите нужный угол (рис. Т3).
• Закрутите зажим.
• Ослабьте барашковые гайки (106) и сдвиньте линейку так, чтобы линейка не касалась диска.
• Закрутите барашковые гайки.
Инструкции по использованию
Всегда придерживайтесь правил техники безопасности и инструкций по использованию.
• Всегда используйте только острые диски соответствующего типа. Никогда не используйте поврежденные
полотна. Максимальная скорость вращения электродвигателя не должна превышать максимальную скорость диска.
• Рекомендуется надевать защитные очки во время работы.
• Никогда не включайте машину без установленных защитных приспособлений, находящихся в хорошем рабочем
состоянии.
• Не работайте с машиной без направляющей.
• Дайте электродвигателю достичь максимальной скорости вращения перед началом распиловки.
• Позвольте пильному полотну резать свободно. Не применяйте излишней силы.
• Проверьте затяжку всех рукояток.
• Никогда не используйте пилу для закрытых резов.
• Избегайте работ с кривыми и изогнутыми заготовками. Хотя бы одна сторона, которая прижимается к направляющей,
должна быть ровной.
• Перед работой удалите все гвозди и металлические объекты из заготовки.
• Если работаете с длинными заготовками, всегда поддерживайте их.
• Не убирайте опилки и отрезанные заготовки со стола пока диск не остановиться.
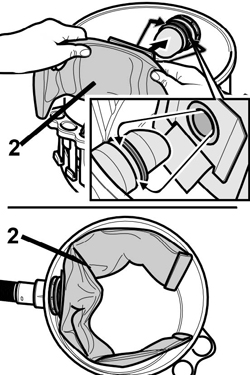
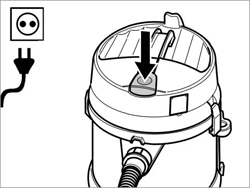
Включение и выключение (рис. U)
Выключатель (1) имеет функцию автоматического выключения при отсутствии напряжения: если по какой-либо
причине напряжение исчезнет, включатель следует реактивировать.
• Чтобы включить станок, нажмите зеленую кнопку старта (112).
• Чтобы выключить станок, нажмите красную кнопку остановки (113).
Основные распилы
Распиловка вдоль волокон (рис. A, S1, S2, T1 и V)
• Установите угол наклона 0°.
• Установите высоту пильного диска.
• Настройте направляющую для продольного реза.
• Положите заготовку на стол прижимая к направляющей. Держите заготовку прим. 25 мм от пильного диска.
Держите обе руки вдали от пильного диска.
Включите станок и дайте диску достичь максимальной скорости вращения. Медленно подавайте заготовку под
защитным кожухом, прижимая ее к направляющей. Позвольте диску резать свободно. Не применяйте излишней силы.
Скорость вращения пильного диска должна быть постоянной. Используйте толкатель вблизи диска. После
завершения работы выключите станок, дождитесь полной остановки пильного диска и уберите заготовку. Никогда
не толкайте или держитесь за срезанную сторону заготовки. Используйте толкатель во время работ с маленькими
заготовками.
Продольный рез с наклоном диска
• Установите нужный угол скоса.
• Продолжайте как при распиловке вдоль волокон.
Поперечная распиловка (рис. А, S1, S2, T2 и W)
• Установите угол скоса 0°.
• Установите высоту пильного диска.
• Настройте направляющую для поперечной распиловки.
• Положите заготовку на стол прижимая к направляющей. Держите заготовку прим. 25 мм от пильного полотна.
• Держите обе руки вдали от пильного полотна.
• Включите станок и дайте полотну достичь максимальной скорости вращения.
• Прижимая заготовку к направляющей, медленно подавайте ее вместе с направляющей, пока заготовка не
разместится под верхним защитным кожухом. Позвольте пильному полотну резать свободно. Не применяйте
излишней силы. Скорость вращения пильного диска должна быть постоянной.
• После завершения роботы выключите станок, дождитесь полной остановки пильного диска и уберите заготовку.
Поперечный рез с наклоном диска
• Установите нужный угол скоса.
• Продолжайте как при поперечной распиловке.
Распил под углом (рис. Т3)
• Установите направляющую под нужным углом.
• Продолжайте как при поперечной распиловке.
Комбинированный угол
Этот распил являет собой комбинацию распила под углом и с наклоном.
• Установите нужный угол наклона диска.
• Установите направляющую под нужным углом.
• Продолжайте как при распиле под углом.
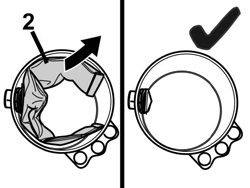
Пылеулавливание
• Установите подходящее устройство для улавливания пыли на протяжении всех операций.
• Всегда устанавливайте устройство, которое разработано в соответствие с нормами выброса пыли.
Уход за инструментом
Ваш инструмент DeWALT предназначен для использования в течение долгого времени при минимально
необходимом уходе за ним. Tем не менее, срок службы инструмента зависит от правильного обращения с ним.
Чистка
Поддерживайте вентиляционные прорези чистыми и регулярно протирайте корпус инструмента мягкой тканью.
• Регулярно очищайте стол и направляющую.
• Регулярно очищайте пылеудаляющую систему.
Защита окружающей среды
Если Вы захотите заменить Ваш инструмент другим или Вы больше в нём не нуждаетесь, подумайте о защите
окружающей среды. Сервисные отделения DeWALT примут у Вас инструмент и гарантируют, что он будет уничтожен
безопасным для окружающей среды способом.
Декларация о соответствии CE D27400/D27400T
DeWALT заявляет о том, что этот электрический инструмент разработан в полном соответствии со стандартами:
98/37/ EEC, 89/336/EEC, 73/23/EEC, EN 55014-2, EN 55014, EN 61029-2-4, EN 61000-3-2, EN 61000-3-3 & EN61029-1.
LpA (звуковое давление) дБ(А)* 97 Lwa (акустическая мощность) дБ(А) 106 * - на органы слуха пользователя
Управляющий группой выпуска продукции Хорст Гроссман (Horst Gropmann) DeWALT, Richard-Klinger-Strape 40,
D-65510, Idstein, Germany
Инструкции по безопасности
Чтобы свести к минимуму риск возникновения пожара, поражения электрическим током и получения травмы, при
работе с электрическими инструментами, всегда следуйте инструкциям по технике безопасности. Прежде чем
приступить к работе инструментом, прочтите внимательно следующие указания. Храните данное руководство в
надежном месте!
• Поддерживайте порядок на рабочем месте. Беспорядок на рабочем месте может привести к несчастному случаю.
• Обращайте внимание на условия работы. Не подвергайте инструмент воздействию влаги. Рабочее место должно
быть хорошо освещено (250300 люкс). Не используйте инструмент вблизи легко воспламеняющихся жидкостей и газов.
• Не подпускайте близко детей. Не позволяйте детям трогать инструмент или удлинительный кабель. Посторонние,
а также животные не должны находиться рядом с рабочим местом.
• Одевайтесь правильно. Не надевайте свободную одежду и украшения во время работы - они могут попасть в
движущиеся части инструмента. При работе вне помещений рекомендуется пользоваться резиновыми перчатками и
надевать нескользящую обувь. Работайте в головном уборе и прячьте под него длинные волосы.
• Индивидуальная защита. Работайте в защитных очках. Если во время работы образуется пыль или отделяются
частицы обрабатываемого материала, одевайте защитную или пылезащитную маску. При необходимости используйте
термостойкий фартук. Во время работы, принимайте соответствующие меры для защиты органов слуха.
• Защита против поражения электрическим шоком. Избегайте контакта тела с заземлением или заземленными
поверхностями (напр., трубы, радиаторы, плита, холодильник). Электрическая безопасность может улучшаться
использованием высокочувствительного (30 mA / 30 mS) автомата с защитой от утечки тока
Работайте в устойчивой позе. Следите за положением ног и вертикальным положением тела.
Будьте внимательны. Следите за тем, что Вы делаете. Устали - не работайте. Закрепляйте заготовку. Для крепления
детали можно воспользоваться струбцинами или тисками. Это безопасно и удобно, так как позволяет работать двумя
руками. Используйте устройства для удаления пыли. Убедитесь, что переходник для пылесоса установлен правильно.
Снимайте регулировочные и гаечные ключи. Прежде чем включить инструмент, убедитесь, что на нем не остались
регулировочные или гаечные ключи.
Удлинитель. Перед использованием обследуйте кабель и замените его, если он поврежден. Если Вы используете
инструмент на улице, пользуйтесь только предназначенным для этого удлинителем.
Используйте соответствующий инструмент. Далее в руководстве приводятся виды работ, для которых предназначен
данный инструмент. Маломощный инструмент или приспособление нельзя использовать для тяжёлых работ.
Инструмент будет работать лучше и безопаснее при нагрузке, на которую он рассчитан. Осторожно! Применение
любых принадлежностей и приспособлений, а также выполнение любых операций помимо тех, которые
рекомендованы данным руководством, может привести к несчастному случаю. Проверяйте исправность деталей
инструмента. Перед работой внимательно осматривайте станок, чтобы убедиться в его работоспособности.
Проверяйте взаимное положение и зацепление подвижных деталей, отсутствие сломанных деталей, правильность
сборки всех узлов. Осуществляйте ремонт или замену поврежденных деталей и приспособлений в соответствии с
инструкциями. Не используйте инструментом при наличии неисправных деталей или частей. Замену неисправных
или поврежденных деталей должен осуществлять только авторизованный сервис DeWALT. Не производите ремонт
самостоятельно.
• Отсоединяйте инструмент от сети. Выключите инструмент и дождитесь его полной остановки. Всегда отключайте
инструмент от питающей сети, если он не используется, а также перед его обслуживанием и заменой принадлежностей.
• Исключайте возможность непреднамеренного включения инструмента. Перед подключением инструмента к сети,
убедитесь, что инструмент выключен.
• Правильно эксплуатируйте кабель. Никогда не переносите инструмент, держа за кабель, не тяните за кабель, чтобы
выключить инструмент из сети. Держите кабель вдали от огня, масел и острых предметов.
• Хранение инструментов. Когда инструмент не используются, он должен храниться под замком в сухом недоступном
для детей месте.
• Уход за инструментом. Для надежной и безопасной работы, следует регулярно производить текущее обслуживание
инструмента. После завершения работы очищайте инструмент. При обслуживании инструмента или замене
принадлежностей следуйте инструкциям. Все органы управления должны быть сухими и без следов смазки.
• Ремонт. Данный электрический инструмент изготовлен в полном соответствии с правилами техники безопасности.
Для исключения риска поражения электрическим током, ремонт электрических инструментов должен проводить
только квалифицированный специалист с использованием оригинальных запчастей.
Дополнительные инструкции по технике безопасности при работе с распиловочными станками
• Пильные диски
Убедитесь, что диск вращается в правильном направлении. Следите за тем, чтобы диск был острым. Не используйте
диски с меньшим или большим диаметром, чем рекомендуется. Чтобы сделать правильный выбор диска, обращайтесь
к техническим данным. Используйте только указанные в настоящей инструкции диски, которые соответствуют
стандарту EN 847-1. Не используйте проставки.
• Защитные кожухи
Никогда не работайте без установленных защитных кожухов.
• Уход за фланцами
Убедитесь, что диск не поврежден и не треснул, а фланцы чистые на поверхности контакта. Для крепления
используйте оба гаечных ключа.
• Расклинивающий нож Убедитесь, что расклинивающий нож установлен на правильной дистанции от
полотна - 3-5 мм. Используйте только оригинальный расклинивающий нож.
• Заготовка
Не используйте инструмент для резания другого материала кроме древесины, ДСП, ДВП и фанеры. Эти заготовки
могут быть покрыты пластиком или ламинатом.
Неисключенные риски
При работе с дисковыми пилами характерными причинами получения травмы являются соприкосновение с
вращающимися деталями. Для снижения вероятности получения указанных ниже травм всегда выполняйте
требования техники безопасности:
- Ухудшение слуха.
- Риск несчастных случаев, вызванных неприкрытыми частями вращающегося пильного диска.
- Риск травматизма во время замены диска.
- Риск зажима пальцев во время открытия защитных кожухов.
- Опасность для здоровья в связи с вдыханием пыли, которая возникает во время работ по дереву (особенно по
дубу, буку и MDF).
ДеВОЛТ
гарантийные условия
Уважаемый покупатель!
1. Поздравляем Вас с покупкой высококачественного изделия ДеВОЛТ и выражаем признательность за Ваш выбор.
1.1. Надежная работа данного изделия в течение всего срока эксплуатации -предмет особой заботы наших
сервисных служб. В случае возникновения каких-либо проблем в процессе эксплуатации изделия рекомендуем
Вам обращаться только в авторизованные сервисные организации, адреса и телефоны которых Вы сможете найти
в Гарантийном талоне или узнать в магазине. Наши сервисные станции - это не только квалифицированный ремонт,
но и широкий выбор запчастей и принадлежностей.
1.2. При покупке изделия требуйте проверки его комплектности и исправности в Вашем присутствии, инструкцию
по эксплуатации и заполненный Гарантийный талон на русском языке. При отсутствии у Вас правильно
заполненного Гарантийного талона мы будем вынуждены отклонить Ваши претензии по качеству данного изделия.
1.3. Во избежание недоразумений убедительно просим Вас перед началом работы с изделием внимательно
ознакомиться с инструкцией по его эксплуатации.
2. Правовой основой настоящих гарантийных условий является действующее Законодательство и, в частности,
Закон "О защите прав потребителей".
3. Гарантийный срок на данное изделие составляет 12 месяцев и исчисляется со дня продажи. В случае устранения
недостатков изделия, гарантийный срок продлевается на период, в течение которого оно не использовалось.
4. Производитель рекомендует проводить периодическую проверку изделия на сервисной станции.
5. В течение 12 месяцев со дня продажи производитель гарантирует бесплатную проверку изделия и рекомендации
по замене нормально изнашиваемых частей.
6. Срок службы изделия - 5 лет (минимальный, установленный в соответствии с Законом "О защите прав потребителей").
7. Наши гарантийные обязательства распространяются только на неисправности, выявленные в течение гарантийного
срока и обусловленные производственными или конструктивными факторами.
8. Гарантийные обязательства не распространяются:
8.1. На неисправности изделия, возникшие в результате:
8.1.1. Несоблюдения пользователем предписаний инструкции по эксплуатации изделия.
8.1.2. Механического повреждения, вызванного внешним ударным или любым иным воздействием.
8.1.3 Применения изделия не по назначению.
8.1.4. Стихийного бедствия.
8.1.5. Неблагоприятных атмосферных и иных внешних воздействий на изделие, таких как дождь, снег, повышенная
влажность, нагрев, агрессивные среды, несоответствие параметров питающей электросети указанным на инструменте.
8.1.6. Использования принадлежностей, расходных материалов и запчастей, не рекомендованных или не одобренных
производителем.
8.1.7. Проникновения внутрь изделия посторонних предметов, насекомых, материалов или веществ, не являющихся
отходами, сопровождающими применение по назначению, такими как стружка опилки и пр.
8.2. На инструменты, подвергавшиеся вскрытию, ремонту или модификации вне уполномоченной сервисной станции.
8.3. На принадлежности, запчасти, вышедшие из строя вследствие нормального износа, и расходные материалы, такие
как приводные ремни, угольные щетки, аккумуляторные батареи, ножи, пилки, абразивы, пильные диски, сверла,
буры и т. п. .
8.4. На неисправности, возникшие в результате перегрузки инструмента, повлекшей выход из строя электродвигател
или других узлов и деталей. К безусловным признакам перегрузки изделия относятся, помимо прочих: появление
цветов побежалости, деформация или оплавление деталей и узлов изделия, потемнение или обугливание изоляции
проводов электродвигателя под воздействием высокой температуры.