DH22PG
ОБЩИЕ ПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
ПРЕДУПРЕЖДЕНИЕ!
Прочтите руководство по эксплуатации
Невыполнение всех приведенных ниже положений данного руководства может привести к поражению
электрическим током, пожару и/или к серьезной травме. Термин "электроинструмент" в контексте всех
приведенных ниже мер предосторожности относится к эксплуатируемому Вами электроинструменту с
питанием от сетевой розетки (с сетевым шнуром) или электроинструменту с питанием от аккумуляторной
батареи (беспроводному).
СОХРАНИТЕ ДАННОЕ РУКОВОДСТВО
1) Рабочее место
a) Поддерживайте чистоту и хорошее освещение на рабочем месте.
Беспорядок и плохое освещение на рабочих местах приводит к несчастным случаям.
b) Не используйте электроинструменты во взрывоопасных окружающих условиях, например, в непосредственной
близости от огнеопасных жидкостей, горючих газов или легковоспламеняющейся пыли. Электроинструменты
порождают искры, которые могут воспламенить пыль или испарения.
c) Держите детей и наблюдателей на безопасном расстоянии во время эксплуатации электроинструмента.
Отвлечение внимания может стать для Вас причиной потери управления.
2) Электробезопасность
a) Штепсельные вилки электроинструментов должны соответствовать сетевой розетке. Никогда не модифицируйте
штепсельную вилку никоим образом. Не используйте никакие адаптерные переходники с заземленными (замкнутыми
на землю) электроинструментами. Немодифицированные штепсельные вилки и соответствующие им сетевые розетки
уменьшат опасность поражения электрическим током.
b) Не прикасайтесь телом к заземленным поверхностям, например, к трубопроводам, радиаторам, кухонным плитам и
холодильникам. Если Ваше тело соприкоснется с заземленными поверхностями, возрастет опасность поражения
электрическим током.
c) Не подвергайте электроинструменты воздействию дождя или влаги.
При попадании воды в электроинструмент возрастает опасность поражения электрическим током.
d) Правильно обращайтесь со шнуром. Никогда не переносите электроинструмент, взявшись за шнур, не тяните за шнур,
и не дергайте за шнур с целью отсоединения электроинструмента от сетевой розетки. Располагайте шнур подальше от
источников тепла, нефтепродуктов, предметов с острыми кромками и движущихся деталей. Поврежденные или запутанные
шнуры увеличивают опасность поражения электрическим током.
e) При эксплуатации электроинструмента вне помещений используйте удлинительный шнур, предназначенный для
использования вне помещения. Использование шнура, предназначенного для работы вне помещений, уменьшит опасность
поражения электрическим током.
3) Личная безопасность
a) Будьте готовы к неожиданным ситуациям, внимательно следите за своими действиями и руководствуйтесь здравым
смыслом при эксплуатации электроинструмента. Не используйте электроинструмент, когда Вы устали или находитесь под влиянием
наркотиков, алкоголя или лекарственных препаратов. Мгновенная потеря внимания во время эксплуатации электроинструментов может
привести к серьезной травме.
b) Используйте защитное снаряжение. Всегда надевайте средство защиты глаз. Защитное снаряжение, например, противопылевой
респиратор, защитная обувь с нескользкой подошвой, защитный шлем-каска или средства защиты органов слуха, используемые для
соответствующих условий, уменьшат травмы.
c) Избегайте непреднамеренного включения двигателя. Убедитесь в том, что выключатель находится в положении выключения перед
подсоединением к сетевой розетке. Переноска электроинструментов, когда Вы держите палец на выключателе, или подсоединение
электроинструментов к сетевой розетке, когда выключатель будет находиться в положении включения, приводит к несчастным случаям.
d) Снимите все регулировочные или гаечные ключи перед включением электроинструмента.
Гаечный или регулировочный ключ, оставленный прикрепленным к вращающейся детали электроинструмента может привести к
получению личной травмы.
e) Не теряйте устойчивость. Все время имейте надежную точку опоры и сохраняйте равновесие.
Это поможет лучше управлять электроинструментом в непредвиденных ситуациях.
f) Одевайтесь надлежащим образом. Не надевайте просторную одежду или ювелирные изделия. Держите волосы, одежду и перчатки
как можно дальше от движущихся частей. Просторная одежда, ювелирные изделия или длинные волосы могут попасть в движущиеся части.
д) Если предусмотрены устройства для присоединения приспособлений для отвода и сбора пыли, убедитесь в том, что они присоединены
и используются надлежащим образом. Использование данных устройств может уменьшить опасности, связанные с пылью.
4) Эксплуатация и обслуживание электроинструментов.
a) Не перегружайте электроинструмент. Используйте надлежащий для вашего применения электроинструмент.
Надлежащий электроинструмент будет выполнять работу лучше и надежнее в том режиме работы, на который он рассчитан.
b) Не используйте электроинструмент с неисправным выключателем, если с его помощью нельзя будет включить и выключить
электроинструмент. Каждый электроинструмент, которым нельзя управлять с помощью выключателя, будет представлять опасность и его будет необходимо отремонтировать.
c) Отсоедините штепсельную вилку от источника питания перед началом выполнения какой-либо из регулировок, перед сменой
принадлежностей или хранением электроинструментов.
Такие профилактические меры безопасности уменьшат опасность непреднамеренного включения двигателя электроинструмента.
d) Храните неиспользуемые электроинструменты в недоступном для детей месте, и не разрешайте людям, не знающим как обращаться
с электроинструментом или не изучившим данное руководство, работать с электроинструментом. Электроинструменты представляют
опасность в руках неподготовленных пользователей.
e) Содержите электроинструменты в исправности. Проверьте, нет ли несоосности или заедания движущихся частей, повреждения
деталей или какого-либо другого обстоятельства, которое может повлиять на функционирование электроинструментов. При наличии
повреждения, отремонтируйте электроинструмент перед его эксплуатацией. Большое количество несчастных случаев связано с плохим
обслуживанием электроинструментов.
f) Содержите режущие инструменты остро заточенными и чистыми. Содержащиеся в исправности надлежащим образом режущие
инструменты с острыми режущими кромками будут меньше заедать, и будут легче в управлении.
д) Используйте электроинструмент, принадлежности, насадки и т. п., в соответствии с данным руководством и определенным типом
электроинструмента для выполнения работы по его прямому назначению, принимая во внимание условия и объем выполняемой работы.
Использование электроинструмента для выполнения работ не по прямому назначению может привести к опасной ситуации.
5) Обслуживание
а) Обслуживание Вашего электроинструмента должно выполняться квалифицированным представителем ремонтной службы с использованием
только идентичных запасных частей. Это обеспечит сохранность и безопасность электроинструмента.
МЕРА ПРЕДОСТОРОЖНОСТИ Держите подальше от детей и слабых людей. Если инструменты не используются, их следует хранить в
недоступном для детей и слабых людей месте.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ПЕРФОРАТОРА
1. Надевайте наушники Воздействие шума может привести к потере слуха.
2. Не дотрагивайтесь до сверла во время работы и сразу после её окончания. Сверло сильно нагревается во время работы и может стать
причиной серьёзных ожогов.
3. Перед тем как начать долбить или сверлить стену, пол или потолок, убедитесь в том, что внутри не проложены электрические кабели
или водопроводные трубы.
4. Используйте вспомогательные рукоятки, прилагаемые к инструменту. Потеря управления инструментом может привести к травме.
5. Постоянно крепко держите инструмент за рукоятку и боковую рукоятку. Иначе возникающая сила противодействия может привести к
неаккуратной и даже опасной операции.
6. Надевайте противопылевой респиратор.
Не вдыхайте вредную пыль, образуемую во время операций сверления или рубки. Пыль может подвергать опасности Ваше здоровье и
здоровье окружающих людей.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ DH22PG
| Напряжение (по регионам)* |
(110В, 115В, 120В, 127В, 220В, 230В, 240В) % |
| Потребляемая мощность |
620Вт* |
| Число оборотов холостого хода |
0 - 1500 об/мин |
| Частота ударов при полной нагрузке | 0 - 6200 уд/мин |
| Производительность: бетон | 3,4 - 22 мм |
| Производительность: сталь | 13 мм |
| Производительность: дерево | 24 мм |
| Вес (без шнура и боковой рукоятки) |
1,9 кг |
*Проверьте паспортную табличку на изделии, так как она меняется в зависимости от региона.
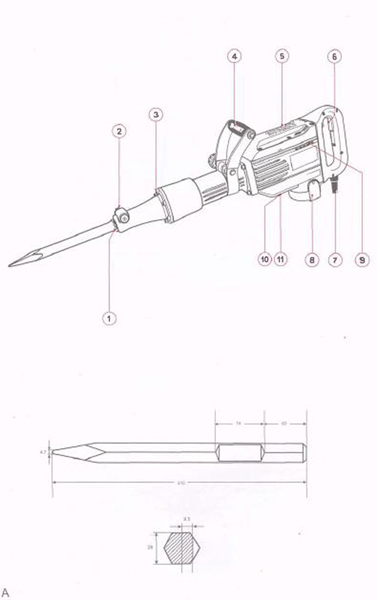
СТАНДАРТНЫЕ АКСЕССУАРЫ
(1) Пластмассовый футляр...........................................1
(2) Боковая рукоятка....................................................1
(3) Глубиномер................................................................1
Набор стандартных аксессуаров может быть без предупреждения изменён.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Функция вращения и удара
-Сверление анкерных отверстий
-Сверление отверстий в бетоне
-Сверление отверстий в кафеле
Функция только вращения
-Сверление в стали или дереве (с помощью дополнительных принадлежностей)
Затягивание крепежных винтов, шурупов для дерева (с помощью дополнительных принадлежностей)
ПОДГОТОВКА К ЭКСПЛУАТАЦИИ
1. Источник электропитания
Проследите за тем, чтобы используемый источник электропитания соответствовал требованиям к источнику электропитания,
указанным на типовой табличке изделия.
2. Переключатель "Вкл./Выкл."
Убедитесь в том, что переключатель находится в положении "Выкл.". Если вы вставляете штепсель в розетку, а переключатель
находится в положении "Вкл", инструмент немедленно заработает, что может стать причиной серьёзной травмы.
3. Удлинитель
Когда рабочая площадка удалена от источника электропитания, пользуйтесь удлинителем. Удлинитель должен иметь требуемую
площадь поперечного сечения и обеспечивать работу инструмента заданной мощности. Разматывайте удлинитель только на реально
необходимую для данного конкретного применения длину.
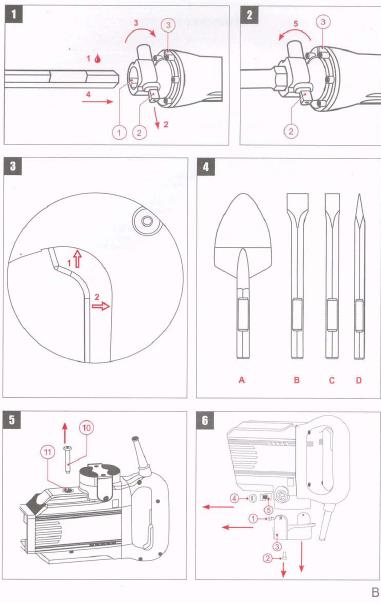
4. Установка сверла ОСТОРОЖНО
Для предотвращения несчастных случаев обязательно убедитесь в том ,что выключатель переведен в выключенное положение и
отсоедините вилку от сетевой розетки. ПРИМЕЧАНИЕ При использовании инструментов, таких как пирамидальное долото, сверло и т. п., обязательно проверьте и убедитесь в том ,что используются оригинальные детали, рекомендуемые нашей компанией.
(1) Очистите хвостовик сверла.
(2) Вставляйте сверло в держатель инструмента методом вкручивания до тех пор, пока оно само не защелкнется на месте .
(3) Проверьте фиксацию сверла, постаравшись его вытянуть.
(4) Для того чтобы снять сверло, потяните зажим до упора в направлении, указанном стрелкой, и вытяните сверло .
5. Установка пылезащитной манжеты или пылеуловителя (В)
(Дополнительные принадлежности) При использовании перфоратора для направленного вверх сверления прикрепите
пылезащитную манжету или пылеуловитель (В) для улавливания пыли или мелких частиц для того, чтобы облегчить работу.
-Установка пылезащитной манжеты
Используйте пылезащитную манжету, прикрепив ее к сверлу.
При использовании сверла, которое имеет большой диаметр, увеличьте центральное отверстие пылезащитной манжеты при помощи
данного перфоратора.
-Установка пылеуловителя (В)
При использовании пылеуловителя (В), вставьте пылеуловитель (В) с наконечника сверла, совместив его с канавкой на зажиме
ОСТОРОЖНО
-Пылезащитная манжета и пылеуловитель (В) предназначены для использования исключительно при выполнении работ по сверлению бетона.
Не используйте их при выполнении работ по сверлению дерева или металла.
- Вставьте пылеуловитель (В) до упора в зажимной патрон основного устройства.
- При включении перфоратора пылеуловитель (В) будет вращаться вместе со сверлом, пока пылеуловитель (В) не будет касаться бетонной
поверхности. Перед тем, как перевести выключатель во включенное положение, обязательно убедитесь в том, что пылезащитная манжета
прижата к бетонной поверхности. (При использовании пылеуловителя (В), прикрепленного к сверлу, полная длина которого превышает 190 мм,
пылеуловитель (В) не сможет касаться бетонной поверхности и будет вращаться. Поэтому, пожалуйста .используйте пылеуловитель (В) путем
прикрепления его к сверлам, полная длина которых равна 166 мм, 160 мм и 110 мм).
-Ссыпайте мелкие частицы, просверлив каждые два или три отверстия.
-Пожалуйста, замените сверло после снятия пылеуловителя (В).
6. Выбор насадки шуруповерта
Головки винтов или насадки будут получать повреждения до тех пор, пока для завинчивания винтов не будут использоваться насадки,
соответствующие диаметру винтов.
7. Установите направление вращения сверла (Рис. 5)
Сверло будет вращаться по часовой стрелке (если смотреть сзади) при нажатии на пусковую кнопку со стороны R.
Для того чтобы сверло вращалось против часовой стрелки, пусковую кнопку следует нажать со стороны L.
ЭКСПЛУАТАЦИЯ
ОСТОРОЖНО
Для предотвращения несчастных случаев обязательно убедитесь в том, что выключатель переведен в выключенное положение и
отсоедините вилку от сетевой розетки при установке или снятии сверл и других различных частей. Выключатель питания также должен
быть переведен в выключенное положение во время перерыва в работе, и после работы.
1. Функционирование пускового переключателя. Скорость вращения сверла можно плавно регулировать, изменяя натяжение пускового
переключателя. Скорость будет низкой при легком натяжении пускового переключателя, и будет увеличиваться по мере увеличения
натяжения пускового переключателя. Непрерывное функционирование достигается натяжением пускового переключателя и нажатием
стопора. Для того чтобы перевести выключатель в положение OFF (ВЫКЛ), потяните пусковой переключатель еще раз для отсоединения
стопора и отпустите пусковой переключатель в исходное положение. Однако, при обратном вращении пусковой выключатель можно
потянуть только наполовину, а скорость вращения станет равной примерно половине скорости нормального вращения. Кроме того, при
обратном вращении Вы не можете использовать стопорный механизм выключателя.
2. Вращение + удар
Чтобы включить режим сверления и воздействия ударами, переведите рычаг переключения в положение TJ .
(1) Установите сверло.
(2) Потяните пусковой переключатель, после того, как верхний конец сверла будет приложен к месту сверления .
(3) Нет совершенно никакой необходимости нажимать на перфоратор с применением силы. Достаточно легкого нажатия, для того чтобы
постоянно выходила буровая пыль.
ОСТОРОЖНО
Если сверло коснется стального строительного прутка, сверло немедленно остановится, а перфоратор начнет поворачиваться в направлении, обратном движению сверла. Поэтому крепко удерживайте боковую рукоятку и рукоятку.
3. Только вращение
Чтобы включить режим сверления, переведите рычаг переключения в положение J . Для сверления по дереву или металлу, используя сверлильный
патрон и насадку зажимного патрона (дополнительные принадлежности), выполните следующие действия.
Установка сверлильного патрона и адаптера зажимного патрона:
(1) Прикрепите сверлильный патрон к адаптеру зажимного патрона.
(2) Часть хвостовика SDS-plus является такой же, как сверло. Поэтому для ее прикрепления обратитесь к пункту "Установка сверла".
ОСТОРОЖНО
-Приложение усилия, большего, чем необходимое, не только не ускорит работу, но и приведет к повреждению кромки наконечника сверла, и, кроме того, уменьшит срок службы перфоратора.
-Сверла могут ломаться, когда перфоратор выводят из просверленного отверстия. Для извлечения важно использовать нажимное движение.
-Не пытайтесь просверлить анкерные отверстия или отверстия в бетоне при установке перфоратора в режим выполнения функции только вращения.
-Не пытайтесь использовать функцию вращения и удара комбинированного зажимного патрона сверла и адаптера зажимного патрона. Это в значительной степени сократит срок службы каждого компонента устройства.
4. При завинчивании крепежных винтов
Прежде всего, вставьте насадку в гнездо в торцевой части адаптера зажимного патрона (D). Далее, установите адаптер зажимного патрона (D)
на основное устройство, выполнив действия, описанные в пункте 4 (1), (2), (3), вставьте наконечник насадки в шлиц на головке винта, крепко удерживайте основное устройство и затяните винт.
ОСТОРОЖНО
-Будьте осторожны, не слишком затягивайте время завинчивания, в противном случае винты могут получить повреждения вследствие приложения чрезмерного усилия.
-Прикладывайте перфоратор перпендикулярно к головке винта при завинчивании винта; в противном случае головка винта или насадка будут повреждены, или же усилие затяжки не будет полностью передано на винт.
-Запрещается использовать перфоратор в режиме вращения и удара, если на перфораторе установлены адаптер и долото.
5. При завинчивании шурупов для дерева
(1) Выбор подходящей насадки шуруповерта. Используйте, если возможно, винты с крестообразными шлицами, поскольку насадка шуруповерта может легко соскользнуть с головок винтов с продольным шлицем.
(2) Завинчивание шурупов для дерева
-Перед завинчиванием шурупов для дерева, сделайте соответствующие им направляющие отверстия в деревянной доске. Прикладывайте насадку к прорезям в головках шурупов и осторожно завинчивайте шурупы в отверстия.
-После того, как перфоратор некоторое время будет вращаться с низкой скоростью до тех пор, пока шуруп для дерева не будет частично завинчен
в дерево, нажмите пускатель более сильно для получения оптимального усилия затяжки.
ОСТОРОЖНО
Будьте осторожны при подготовке направляющего отверстия, соответствующего шурупу для дерева, примите во внимание твердость дерева. В случае, если отверстие окажется слишком маленьким или мелким, потребуется большее усилие для завинчивания в него шурупа, резьба шурупа для дерева может иногда оказаться поврежденной.
6. Использование глубиномера
(1) Ослабьте ручку на боковой рукоятке и вставьте глубиномер в установочное отверстие на боковой рукоятке.
(2) Отрегулируйте положение глубиномера в соответствии с глубиной отверстия и надежно затяните ручку.
7. Как пользоваться сверлом (с коническим хвостовиком) и адаптером конического хвостовика
(1) Установите адаптер конического хвостовика на перфоратор .
(2) Установите сверло (с коническим хвостовиком) на адаптер конического хвостовика .
(3) Переведите выключатель в положение ON (ВКЛ) и просверлите отверстие заданной глубины.
(4) Для вынимания сверла (с коническим хвостовиком) вставьте клин в прорезь адаптера конического хвостовика и ударьте по верхней части клина ручным молотком, расположив насадку на поддерживающих подставках .
СМАЗКА
Для данного перфоратора применяется смазка с низкой вязкостью, так что перфоратор может долгий период времени эксплуатироваться
без замены смазки. Пожалуйста, обратитесь в ближайший сервисный центр по поводу замены смазки при наличии какой-либо утечки из
ослабленного винта. Дальнейшая эксплуатация перфоратора при отсутствии достаточного количества смазки приведет к значительному
уменьшению его срока службы. ОСТОРОЖНО Для данного перфоратора используется специальная консистентная смазка, поэтому использование другого типа смазки может ухудшить его стандартные эксплуатационные качества. Пожалуйста, обеспечьте возможность одному из представителей нашей сервисной службы выполнить замену смазки.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ПРОВЕРКА
1. Проверка сменного инструмента
Т. к. применение тупого сменного инструмента станет причиной сбоев в работе двигателя и снижения производительности, без промедления замените его на новый или заточите, как только заметите износ.
2. Проверка установленных винтов
Регулярно проверяйте все установленные на инструменте винты, следите за тем, чтобы они были как следует затянуты. Немедленно затяните винт, который окажется ослабленным. Невыполнение этого правила грозит серьёзной опасностью.
3. Техническое обслуживание двигателя Обмотка двигателя - "сердце" электроинструмента. Проявляйте должное внимание, следя за тем, чтобы обмотка не была повреждена и/или залита маслом или водой.
4. Осмотр угольных щеток . Электродвигатель дрели оснащен угольными щетками, которые относятся к расходным деталям. Если угольная щетка изношена или близка к этому состоянию, замените ее такой же щеткой с тем же номером, что указан на рисунке. Следите за чистотой щетки и за тем, чтобы ничто не мешало ее беспрепятственному скольжению в держателях.
5. Замена угольной щетки
-Разборка
(1) Ослабьте три винта на крышке рукоятки и снимите крышку рукоятки.
(2) Выньте щеткодержатель вместе с угольной щеткой, соблюдая предельную осторожность, чтобы не потянуть токоподводящие провода вместе щеткодержателем.
(3) Снимите гнездо щетки и выньте угольную щетку из щеткодержателя.
-Повторная сборка
(1) Поместите новую угольную щетку в щеткодержатель и соедините гнездо щетки с угольной щеткой.
(2) Установите обратно на место щеткодержатель и другие части в их первоначальные положения.
(3) Поместите токоподводящий провод в указанное положение. Будьте очень осторожны, чтобы не допустить контакта токоподводящего провода с якорем или вращающимися частями мотора.
(4) Установите обратно на место крышку рукоятки, соблюдая осторожность, чтобы не защемить токопроводящий провод, и закрепите ее плотно с помощью трех винтов.
ОСТОРОЖНО
Если токоподводящий провод будет защемлен крышкой рукоятки или же коснется якоря или вращающихся частей мотора, возникнет серьезная
опасность поражения оператора электрическим током. Соблюдайте предельную осторожность при разборке и повторной сборке мотора, соблюдая в точности приведенные выше процедуры. Не пытайтесь разбирать какие-либо части, кроме тех, что необходимо для выполнения замены угольной щеки.
6. Замена сетевого шнура
В случае если будет поврежден сетевой шнур данного электроинструмента, электроинструмент необходимо возвратить в Уполномоченный сервисный центр фирмы Hitachi для замены шнура.
7. Порядок записей по техобслуживанию А: пункт №
В: код №
С: количество применений
D: замечания
ОСТОРОЖНО
Ремонт, модификация и проверка электроинструментов HITACHI должна проводиться только в авторизованных сервисных центрах HITACHI.
Данный список принесите в мастерскую вместе с инструментом для проведения ремонта или технического обсуживания.
При использовании или техобслуживании инструмента всегда следите за выполнением всех правил и норм безопасности.
ЗАМЕЧАНИЕ
Фирма HITACHI непрерывно работает над усовершенствованием своих изделий, поэтому мы сохраняем за собой право на внесение изменений
в технические характеристики, упомянутые в данной инструкции по эксплуатации, без предупреждения об этом.
ГАРАНТИЯ
Мы гарантируем соответствие автоматических инструментов Hitachi нормативным/национальным положениям. Данная гарантия не распространяется
на дефекты или ущерб, возникший вследствие неправильного использование или ненадлежащего обращения, а также нормального износа. В случае
подачи жалобы отправляйте автоматический инструмент в неразобранном состоянии вместе с ГАРАНТИЙНЫМ СЕРТИФИКАТОМ, который
находиться в конце инструкции по обращению, в авторизованный центр обслуживания Hitachi.
ПРИМЕЧАНИЕ
На основании постоянных программ исследования и развития, HITACHI оставляет за собой право на изменение указанных здесь технических данных
без предварительного уведомления.
Информация, касающаяся создаваемого шума и вибрации
Измеряемые величины были определены в соответствии с EN60745 и заявлены в соответствии с ISO 4871/
Измеренный средневзвешенный уровень звуковой мощности: 101 дБ(А)
Измеренный средневзвешенный уровень звукового давления: 88 дБ(А)
Погрешность КрА: 3 дБ(А)
Надевайте наушники.
Типичное значение вибрации: 9,8 м/с2