JPF-3 230 В / JPF-3 380 В / JPF-34 / JPF-48
Инструкция по эксплуатации JET Подающее устройство JPF-3 230 В / JPF-3 380 В / JPF-34 / JPF-48
ВМХ Тул Груп АГ (WMH Tool Group AG) Банштрассе 24, CH-8603 Шверценбах
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив новый станок, изготовленные компанией JET.
Эта инструкция разработана для владельцев и обслуживающего персонала токарного станка для обработки
металлов типа GHB 1340A с целью обеспечения надежного пуска в работу и эксплуатации станка, а также
его технического обслуживания. Обратите, пожалуйста, внимание на информацию этой инструкции по
эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по
технике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете проводить
работы по техническому обслуживанию. Для достижения максимального срока службы и производительности
Вашего станка тщательно следуйте, пожалуйста, нашим указаниям
Для Вашей собственной безопасности прочитайте инструкцию по эксплуатации, прежде чем Вы начнете работу
с использованием этого механизма.
Важные правила по технике безопасности
Предупреждение: Несоблюдение этих правил может привести к серьезным телесным травмам.
Обработка дерева может оказаться опасной, если не соблюдать правила техники безопасности и требований
соответствующего производственного процесса. Пожалуйста, для предотвращения опасности применяйте этот
механизм с полным вниманием и осторожностью. Всегда соблюдайте правила, действующие при работе в мастерской.
Следуйте здравому смыслу и ведите себя осторожно.
Внимание: При несоблюдении правил изготовитель снимает с себя всякую ответственность, которая целиком и
полностью ложится в этом случае на потребителя.
Прочитайте инструкцию. Держите инструкцию рядом со станком, чтобы в дальнейшем обращаться к ней для получения
информации.
Важные замечания по личной безопасности.
Надевайте защитные очки – защита глаз.
Надевайте пылезащитную маску – защита органов дыхания.
Надевайте защитные наушники – защита органов слуха.
Надевайте подходящую одежду – никакой свободной одежды, никаких перчаток, галстуков или ювелирных изделий.
Никаких наркотиков, алкоголя и медикаментов – не работайте под их влиянием.
Пожалуйста, не применяйте механизм в помещениях с повышенной опасностью. Рабочее место должно хорошо
проветриваться и освещаться. Необходимо избегать работы во влажных или сырых помещениях. Температура в
рабочем помещении должна быть в пределах от +5ºС до +40ºС, а относительная влажность – от 30 до 95%.
Высота над уровнем моря до 1000 м. Колебания напряжения ± 5%. Содержите в чистоте рабочий стол и
производственное помещение. Оставленный на столе рабочий инструмент или беспорядок на рабочем месте
легко приводят к несчастным случаям. Регулярно ухаживайте за оборудованием. Принимайте во внимание положения
инструкции по эксплуатации, касающиеся правильного ухода за оборудованием и его использования.
Выключайте подачу электрического тока при замене инструмента. Перед каждой заменой инструмента, ремонтом или
регулярным техническим обслуживанием отключайте электрический ток посредством вытаскивания сетевого штекера.
Проводите после каждого ремонта или технического обслуживания контроль оборудования. Перед проведением работ
все детали должны быть правильно смонтированы, выставлены и зафиксированы.
Не допускайте непреднамеренного включения станка. Перед подключением станка к электрической сети главный
выключатель должен находиться в положении «ВЫКЛ».
Не допускайте детей к рабочему месту. Закрывайте главный выключатель на висячий замок или вытаскивайте сетевой
штекер из розетки. Держите детей и неподготовленных работников на безопасном расстоянии.
Не оставляйте работающий станок без присмотра. Перед уходом отключайте станок от сети. Оставайтесь на рабочем
месте, пока станок окончательно не остановится.
Дополнительные правила по технике безопасности при работе с электронным подающим устройством.
• Вращение режущего инструмента должно быть включено перед началом подачи.
• Не перегружайте режущий инструмент, применяя слишком быструю подачу.
• Всегда держите руки подальше от вращающихся деталей.
• Подготавливайте опоры для длинных кронштейнов на подводящем конце стола.
• Останавливайте подачу перед отключением вращающегося инструмента.
• Перед проведением ремонтных или наладочных работ отключайте станок от электрической сети.
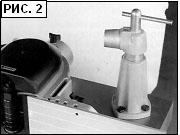
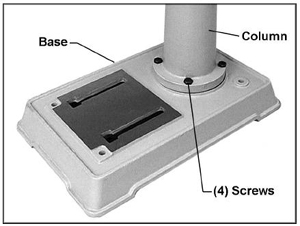
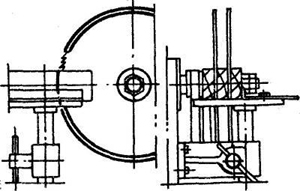
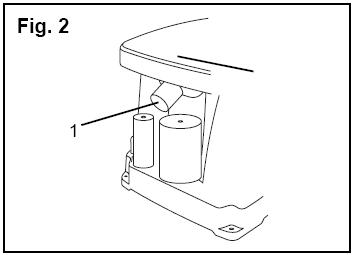
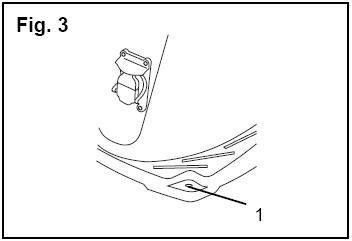
Место установки и схема сверления. 2
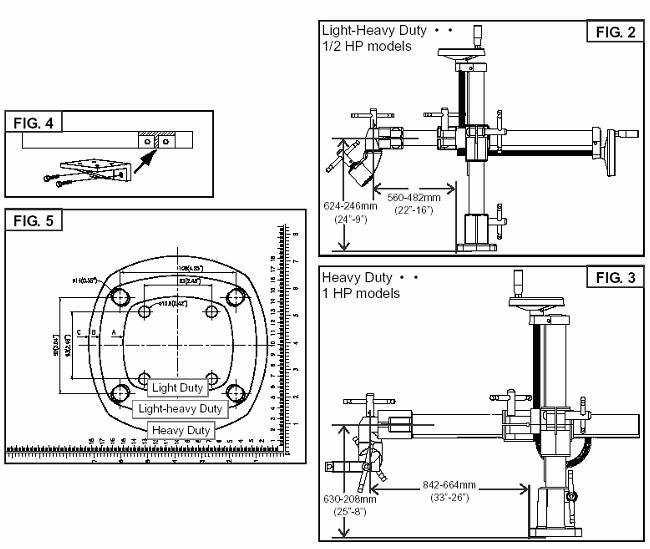
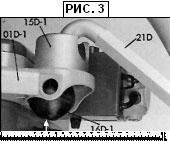
А) Фиксация места монтажа
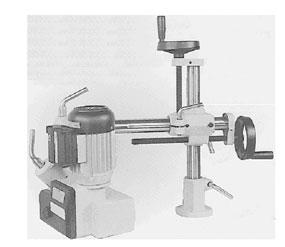
1. Поднимайте и удлиняйте универсальную стойку (смотри рис. 2 и 3 НР на крышке мотора Вашего механизма подачи).
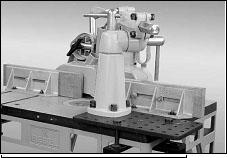
2. Пожалуйста, обращайтесь к рис. 27, 28 и 29 на стр.13, если Вам понадобится помощь при установке механизма подачи
на фрезерном станке по дереву, настольной циркулярной пиле или фуговальном станке.
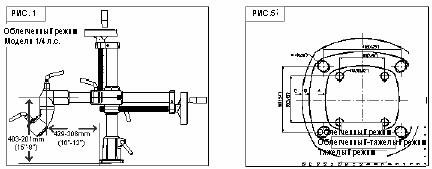
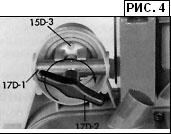
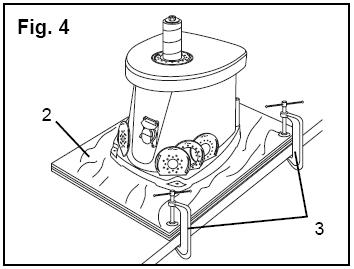
3. Для станков с маленькими рабочими стендуется применять державку (не входит в объем поставки) (смотри рис.4)
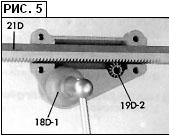
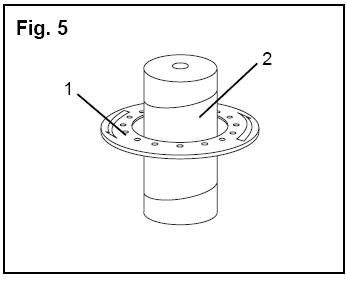
В) Фиксация мест сверления отверстий.
Для удобного и точного сверления в объем поставки входит и укладывается в пакет с принадлежностями самоклеящийся
шаблон для сверления 1:1 (Рис. 5).
1. Вытащите из пакета монтажную опору. Используйте ее для определения точных мест расположения отверстий на
шаблоне для сверления отверстий.
2. Подготовьте 4 комплекта болтов и пружинных уплотнительных колец (не входят в объем поставки).
Размеры болтов
При нагрузке от легкой до высокой – М12.
Для высокой нагрузки – 1/2 НР.
Длина болтов
Толщина монтажной опоры + толщина стола.
3. Не допускайте образования канавок на поверхности рабочего стола и стойках под столом.
4. Очищайте станок от масла. Наклеивайте шаблон для сверления отверстий на любое место. Производите разметку посредством
центрального клеймения.
5. Сверление и выколотка.
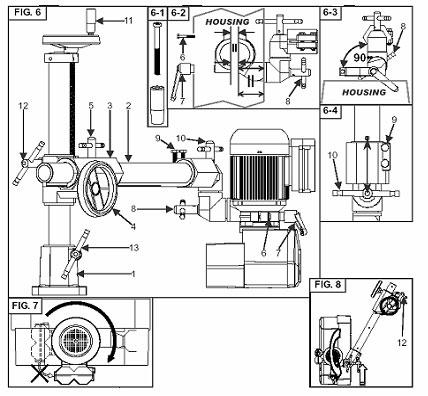
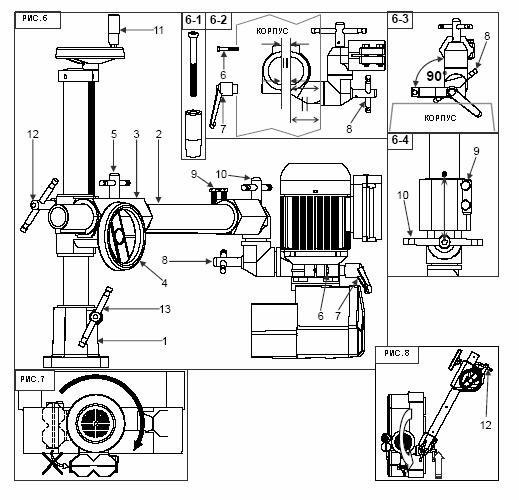
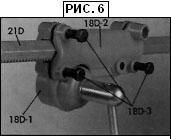
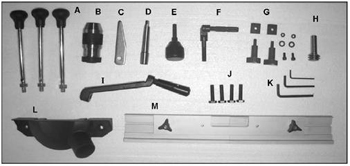
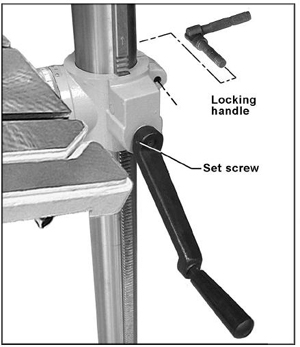
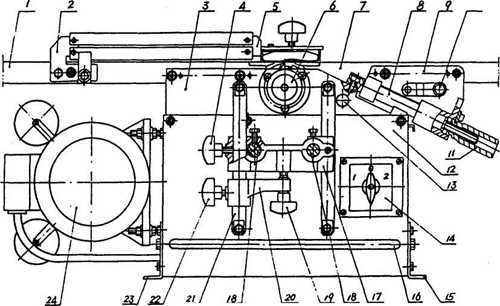
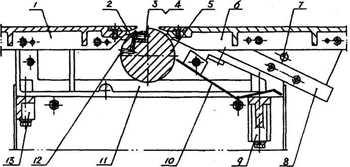
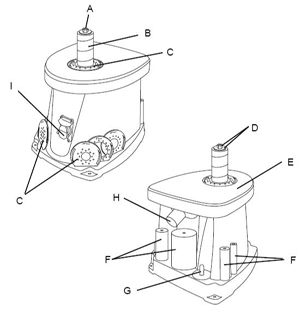
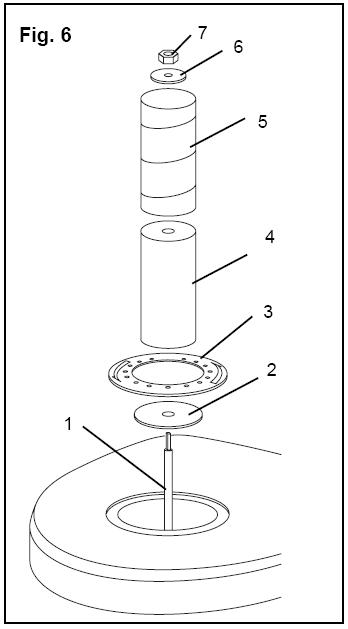
Монтаж
(Рис. 6, 7, 8)
Предупреждение: При проведении монтажа попросите о помощи! Подающее устройство очень тяжелое.
Не пытайтесь самостоятельно произвести его сборку и установку.
А) Надежно установите монтажную опору (1) на стол.
В) Вставьте стойку в монтажную опору (1). Присоедините рукоятку (11). (Смотри рис.6-1).
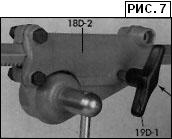
С) Вставьте контропору (2) в вертикальный держатель (3). Проверните несколько раз колесо (4). Зажмите рычаг (5).
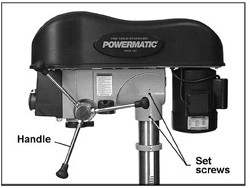
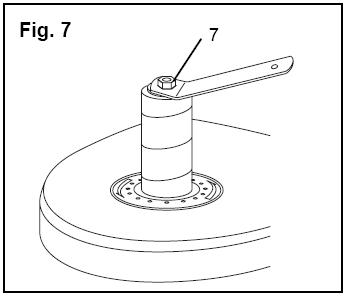
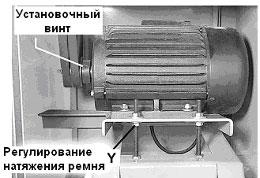
D) Выставьте снова положение мотора. Для этого отвинтите 4 винта (Смотри рис.7)
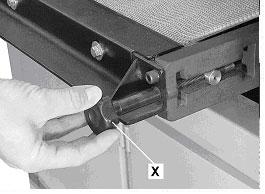
Е) Соедините контрольный соединительный элемент (6-2) с валом мотора (смотри рис.6). Убедитесь в этом.
ослабленном рычаге подающее устройство передвигается без отвинчивания винтов (6) (Смотри 6-2).
к корпусу. Затяните рычаг (8). (Смотри рис.6-3).
F) Присоедините подающее устройство к контропоре (2). Затяните винты (9). Убедитесь в этом.
G) Ослабьте рычаг (10), чтобы Вы смогли переместить подающее устройство в любое положение. При необходимости
переставьте высоту (11 и 12) и удлинение 4 и 5).
Н) Затяните все рычаги.
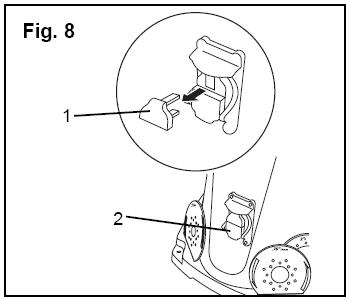
Важно: Между поднимающим ключом и канавками держателя имеется незначительный «люфт». Для обеспечения
«устойчивой подачи» протяните подающее устройство против направления его ввода, затем затяните рычаг (12).
(Смотри рис.8). Повторяйте эту операцию при каждой регулировке.
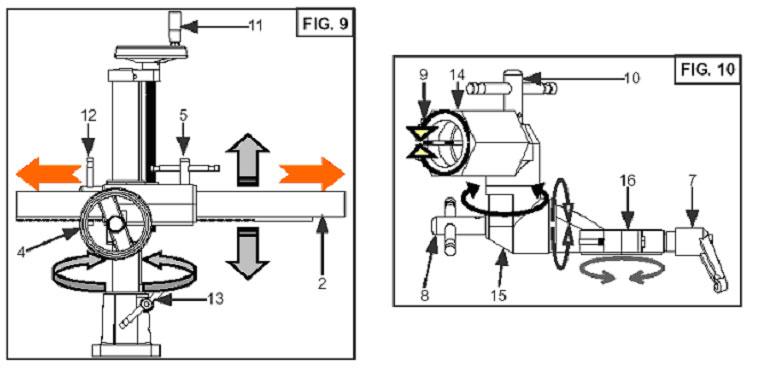
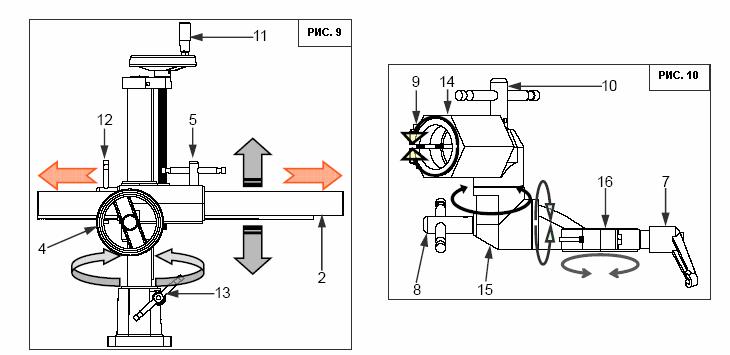
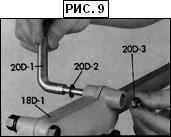
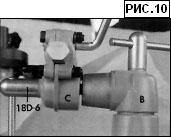
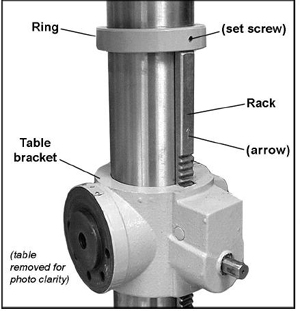
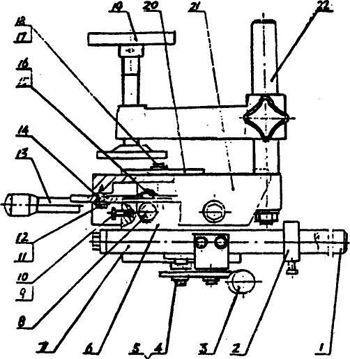
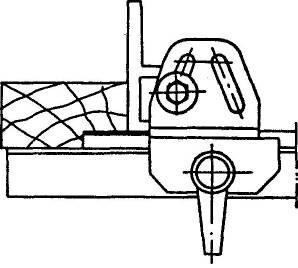
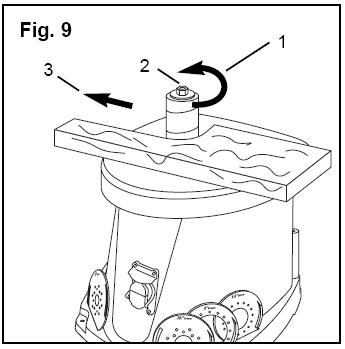
Контроль работы
(Рис.9 и 10).
Предупреждение: Отключите сетевое питание от подающего устройства.
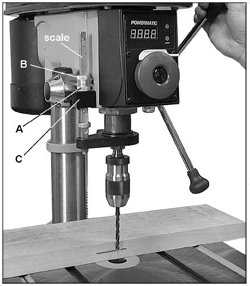
А) Стойка: (Рис.9).
• Поворот контропоры (2):
ослабьте рычаг (13).
• Удлинение контропоры (2):
ослабьте рычаг (12) и вращайте боковое колесо (11).
• Подъем контропоры (2):
ослабьте рычаг (5) и вращайте верхнее колесо (4).
В) Контрольный соединительный элемент: (Рис. 10).
• Держатель кронштейна (14)
отвинтите винты (9).
• Угловой соединительный элемент (15)
ослабьте рычаг (10).
• Зажим мотора (16).
ослабьте рычаг (8).
• Зажим мотора (16).
ослабьте рычаг (7).
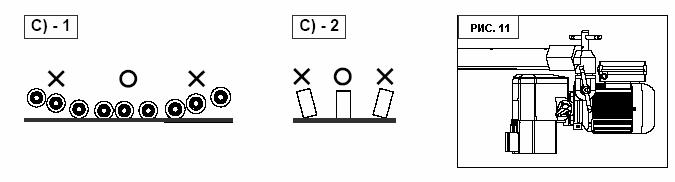
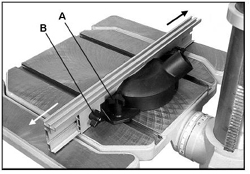
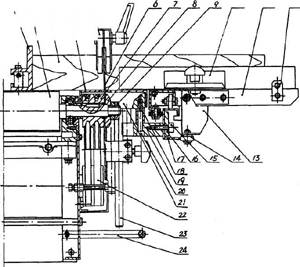
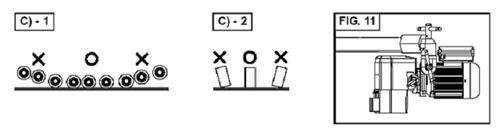
С) Центрирование роликов: оставьте подающее устройство на столе
(смотри рис. 9)
• С)-1: Ослабьте рычаг (8), переставьте угловой соединительный элемент (15). (Рис. 10).
• С)-2:Отвинтите винты (9), установите держатель кронштейна (14). (Рис.10).
• Центрирование в режиме «Включение - Незначительное перемещение – Выключение» является приемлемым.
(Выравнивание за счет независимого перемещения).
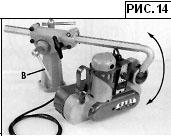
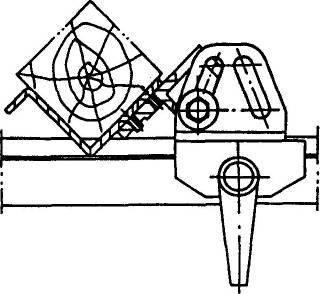
D) Боковая подача (смотри рис. 9, 10 и 11).
• Ослабьте рычаг (13), отведите подающее устройство от стола.
• Ослабьте рычаг (8), поверните подающее устройство на 90º к основанию и ролик к себе. Зажмите рычаг (8).
• Ослабьте рычаг (7), поверните подающее устройство на 90º и распределительную коробку вверх. Зажмите рычаг (7).
• Ослабьте рычаг (10), передвиньте подающее устройство в любое место. Зажмите рычаг (10).
Внимание: После каждой регулировки зажимайте все рычаги.
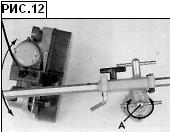
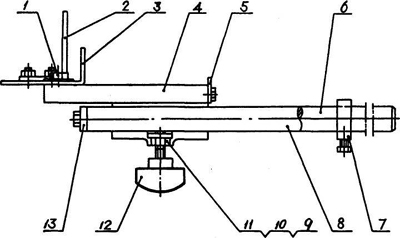
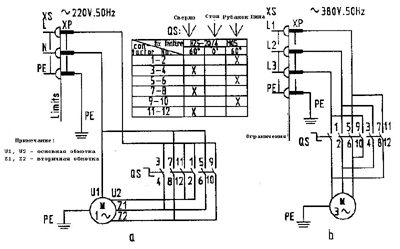
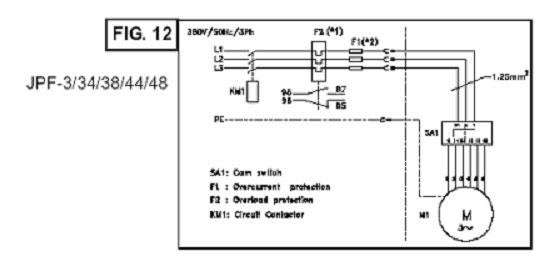
Подключение к электрической сети и защитное заземление
(Рис. 12).
Предупреждение: Убедитесь в том, что величина электрического тока соответствует спецификации мотора (смотри
табличку на крышке мотора).
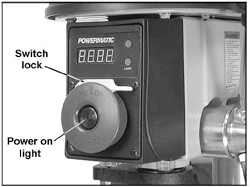
Предупреждение: убедитесь в том, что выключатель стоит в положении «Выключено».
А) Страны, требующие знак СЕ.
• Подающее устройство является дополнительным механизмом, который работает во взаимодействии с фрезерными
станками по дереву, настольной циркулярной пилой, фуговальными и другими станками. Рекомендуется, чтобы подающее
устройство работало в комплекте со станком, который соответствует национальным или местным требованиям по электронике.
• Подключение к станку должно производиться с помощью специального электронного распределительного устройства.
Выключатель и аварийный выключатель станка могут контролировать с помощью распределительного устройства подключение
подающего устройства к электрической сети. Кроме того, электронное распределительное устройство обеспечивает систему защиты
от перегрузок и минимального напряжения.
• Перечень номинальных токов.
| Модель | 32 | 308/408 | 34/44/38/48/04/54/С3/МХ | 30/40 |
| Ток | 1,5А | 2А | 2,5А | 3А |
• Подключение к электрической сети должно проводиться только квалифицированными специалистами.
В) Другие страны:
• Для подающего устройства требуется отдельная штекерная розетка. Ток должен быть не менее # 12.
Проводник должен быть правильно установлен и подключен к защитному заземлению, в соответствии с
местными законами и требованиями, а также иметь защиту на 15А, замедлитель или прерыватель электрической сети.
• Если необходим удлинительный кабель, то:
- при длине 30 м(100 футов) используется провод с сечением # 12;
- при длине 46 м(150 футов) используется провод с сечением # 10.
• Убедитесь в том, что все подсоединения выполнены правильно. Низкое напряжение может привести к повреждению мотора.
• Правильно подсоедините мотор к защитному заземлению, чтобы избежать опасности поражения электрическим током.
• Мотор оснащен защитным заземляющим проводником. ( Зеленый провод с голубой полоской или без нее).
• Если Вы в чем-либо сомневаетесь, то обращайтесь за помощью к квалифицированным специалистам.
Регулировка подачи
Предупреждение: При проведении регулировки отключайте подающее устройство от электрической сети.
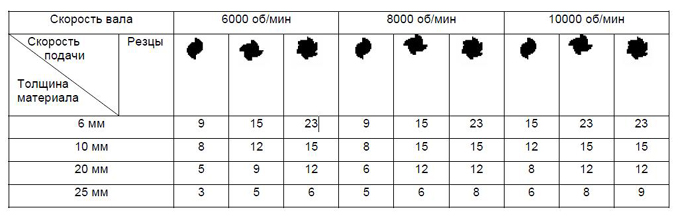
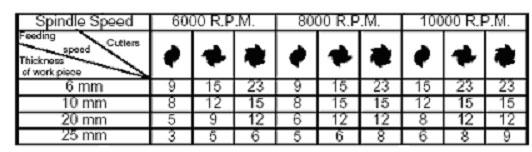
А) Выбор правильной скорости подачи очень важен для эффективной работы и качества обработки. Скорость
Вашего станка, заточка инструмента, а также твердость и толщина материала тесно связаны друг с другом. Внимательно
прислушивайтесь к шуму Вашего режущего станка. Внимательно проверяйте эталонные образцы.
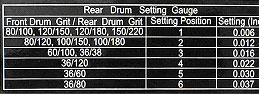
(Ниже представленная таблица скоростей подачи является только справочным материалом).
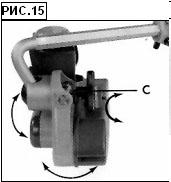
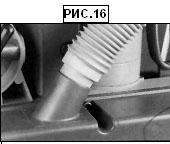
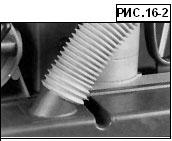
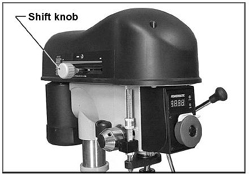
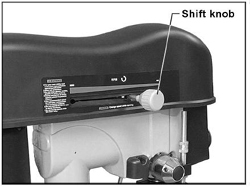
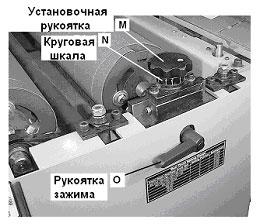
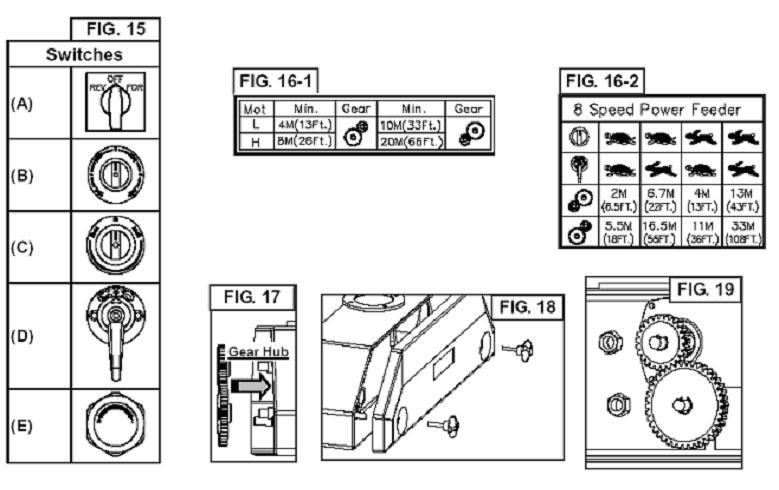
В) Скорость подачи состоит из комбинации скорости мотора (рис.15) и регулировки передачи (рис. 16-2, 16-2).
• Модель JPF-3 (3 фазы):
(В) – регулировка передачи;
• Модель JPF-3 (1 фаза):
(С) – регулировка передачи;
• Модель 34/44:
(В) – регулировка передачи
Рис. 16-1.
• Модель 38/48:
(С) - (D) – регулировка подачи.
Рис. 16-2.
Примечание:
Рычаг контроля передачи скорости (D) не задействуется, пока работает мотор.
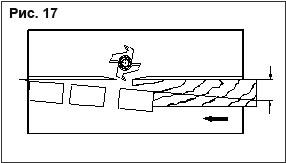
Примечание:
Если Ваша передача оснащена ступицей, то следите за тем, чтобы ступица была выставлена к валу для избежания
повреждения цепного привода (рис.17).
Примечание:
Для расширения диапазона скоростей подающего устройства Вы можете купить у Вашего продавца дополнительный
набор передач. [XG-4+4 для большой мощности (модель: 34/44 – 4+4=8)].
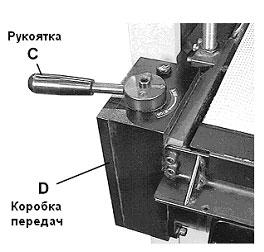
С) Таблица для установки передачи и скорости подачи находится на внутренней стороне крышки коробки передач (рис. 16-1, 16-2).
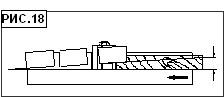
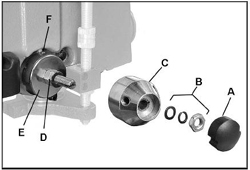
D) Если Вы хотите снять крышку коробки передач, то Вы должны сначала удалить две шарообразные ручки (рис. 18).
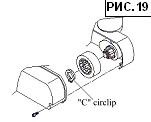
Е) Если Вы хотите удалить и переставить передачи, то Вы должны выкрутить винты с шестигранной головкой (рис. 19).
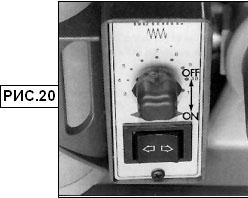
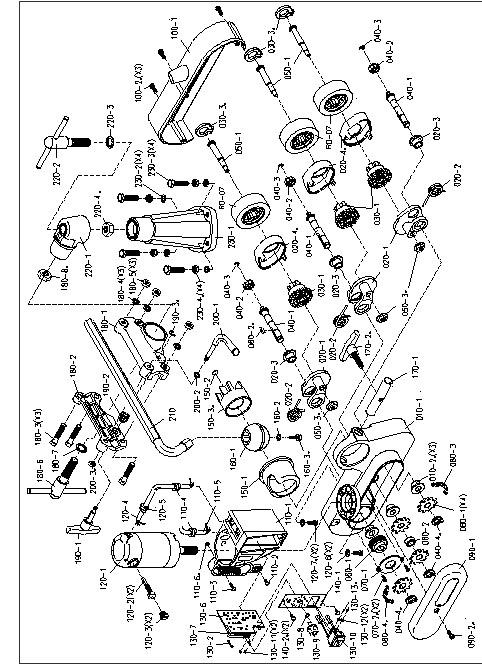
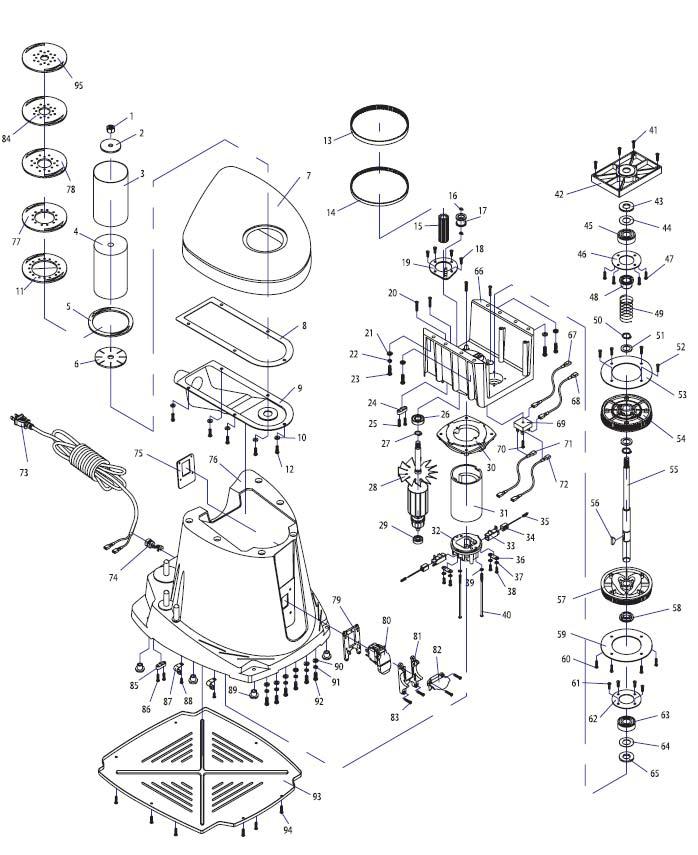
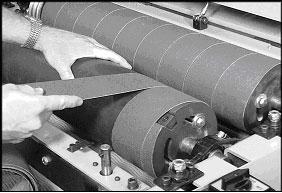
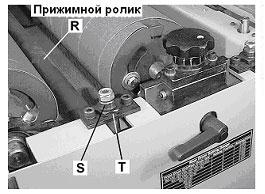
Замена роликов (Рис. 20)
Предупреждение: При замене роликов отключайте подающее устройство от электрической сети.
Удалите винты и замените ролики. Производите замену винтов при каждой замене роликов.
Примечание:
Регулярное «изменение» положений роликов может продлить срок их эксплуатации.
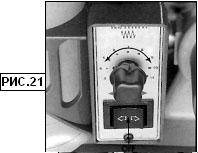
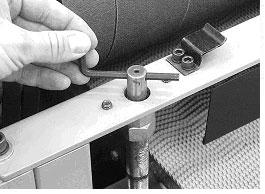
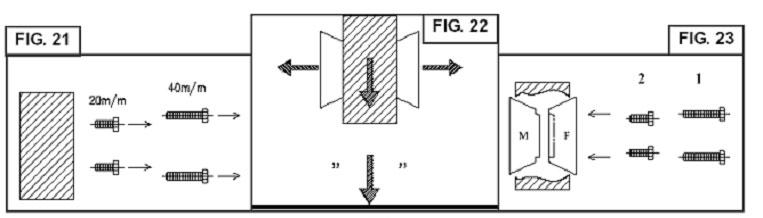
Замена колес роликов (Рис.21, 22 и 23)
(Модель с высокой мощностью, 3 или 4 ролика).
1. Удалите 4 винта (Рис.21).
2. Снимите колеса роликов с приложением силы. Сбейте ролики на стол (рис.22).
3. Легко соедините ролики с новым колесом (рис. 23), внутрь с колесом-папой (маркировка М) и наружу с колесом-мамой (маркировка F).
Установите отверстия без резьбы обоих колес на одной линии.
4. Вставьте 2х40 мм винта в отверстия без резьбы (рис. 23).
5. Затяните новые ролики в корпусе.
6. Завинтите 2х20 мм винта в другие отверстия.
7. Затяните все винты.
8. Предоставьте новым колесам «небольшую свободную посадку» - когда колеса начнут вращаться, они отрегулируются сами.
9. Проверьте натяжение всех винтов и затяните их снова после первой эксплуатации.
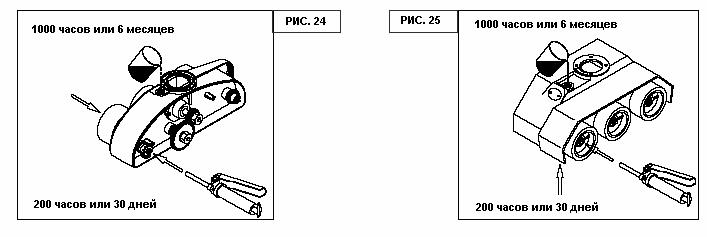
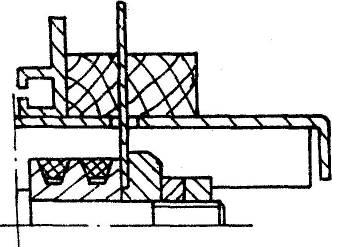
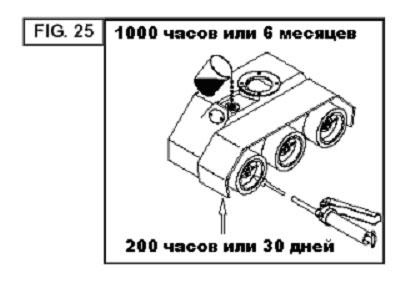
Смазка и техническое обслуживание
(Рис. 25)
Предупреждение: Отключайте подающее устройство от электрической сети.
А) Ролики:
Смазывайте принадлежности через каждые 200 часов работы (30 дней); используйте для этого шприц для консистентной смазки.
Рекомендуется применять #2 консистентные смазки. (Консистентные смазки Shell – Alvania R2 или им подобные).
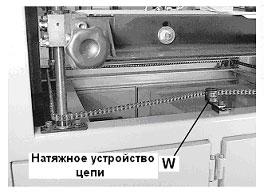
В) Передачи и цепи:
Смазывайте регулярно консистентной смазкой. Рекомендуется применять #2 консистентные смазки. (Консистентные смазки Shell –
Alvania R2 или им подобные).
С) Коробка передач:
Первый раз замените масло после 200 часов работы (30 дней).
После этого регулярно заменяйте масло через каждые 1000 часов работы (6 месяцев).
Рекомендуется применять следующие масла: MOBIL Mobilgear 630, Shell/Omala 150BP, Energol GR-XP 150 или им подобные.
Выше указанные рекомендации рассчитаны на 8 часов работы в день.
D) Замена масла: (смотри рис. 6).
масляную пробку и дайте маслу стечь.
Е) Модели и рычаг для масла:
JPF-3 130CC (42 мм, 1 – 5/8”)
JPF-34/44 380CC (38 мм, 1 – 1/2")
JPF-38/48 300CC (38 мм, 1 – 1/2")
F) Техническое обслуживание:
Удаляйте отходы, образовавшиеся в процессе работы (опилки, стружки и пр.) с подающего устройства с помощью сжатого воздуха
после каждого его использования.
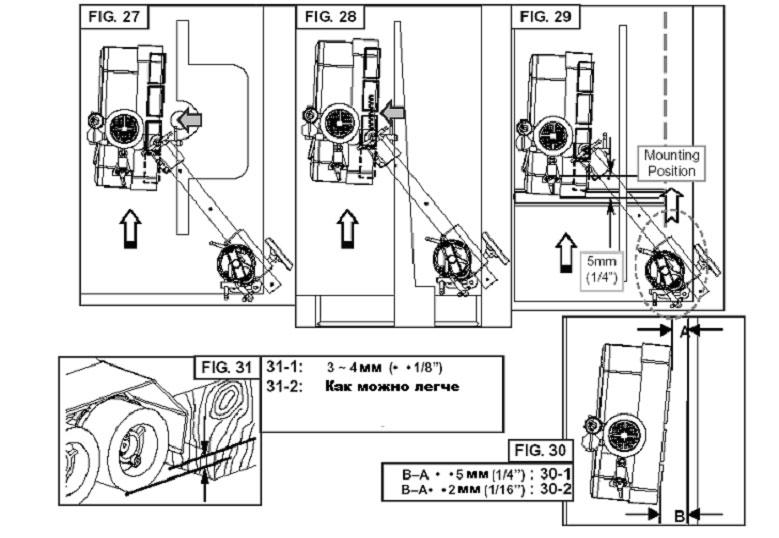
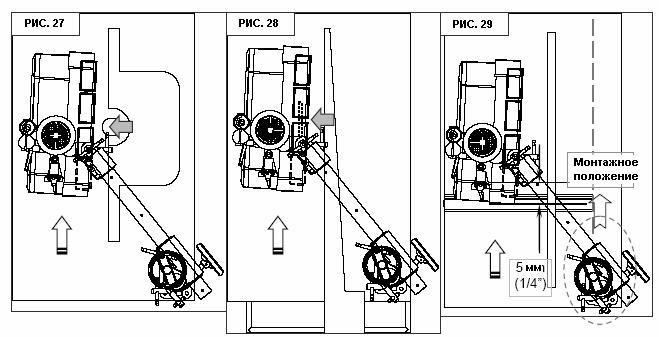
Использование подающего устройства на станках
Показан модель с 3-мя роликами, модель с 4-мя роликами показана пунктиром.
А) На фрезерном станке: Рис. 27 7
Положение роликов
- VS – резак Рис.27
Положение подающего устройства
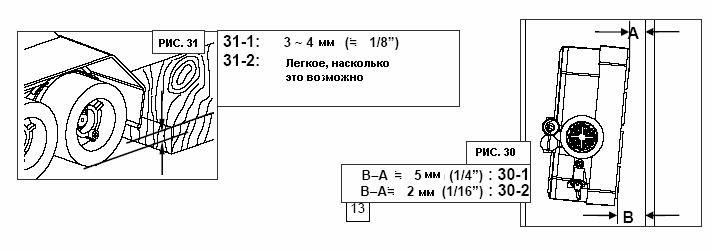
- VS – ограждение Рис.30-1
Давление подающего устройства
- VS – запас подачи Рис.31-1
В) На настольной циркулярной пиле: Рис. 28
Положение роликов
- VS – полотно пилы Рис.28
Положение подающего устройства
- VS – ограждение Рис.30-2
Давление подающего устройства
- VS – запас подачи Рис.31-1
С) На фуговальном станке: Рис.29
Положение роликов
- VS – режущий пластинчатый нож Рис.29
Положение подающего устройства
- VS – ограждение Рис.30-1
Давление подающего устройства
- VS – запас подачи Рис.31-2