DC 352
Поздравляем!
Вы приобрели инструмент DEWALT. Многолетний опыт, тщательная разработка изделий и инновации
делают компанию DEWALT одним из самых надежных партнеров для пользователей профессионального
электроинструмента.
Технические характеристики DC352
| Напряжение пост. тока | 18 В |
| Мощность | 390 Вт |
| Частота вращения на холостом ходу | 3200 об/мин |
| Диаметр диска | 165 мм |
| Максимальная глубина распила90° (без направляющей) | 60 мм |
| Максимальная глубина распила 90° (с направляющей) | 55 мм |
| Диаметр отверстия в диске | 20 мм |
| Регулировка угла наклона | 47° |
| Вес (без аккумулятора) | 4,6 кг |
| Аккумуляторная батарея | DE9503 |
| Тип батареи | NiMH |
| Напряжение пост. тока | 18 В |
| Емкость | 2,6 Ач |
| Вес | 1,0 кг |
| Зарядное устройство | DE9116 |
| Напряжение питания пер. тока | 230 В |
| Тип батареи | NiCd/NiMH |
| Приблизительное время зарядки | 30 мин |
| Вес | 0,52 кг |
| Предохранители: | |
| Инструменты на 230 В | 10 А, сетевые |
Заявление о соответствии нормам ЕС DC352
Компания DEWALT заявляет, что данные инструменты спроектированы в соответствии со стандартами:
2006/95/EC, 98/37/EC, 2004/108/EC, EN 60745-1, EN 60745-2-5, EN 55014-1: 2006, EN 55014-2:1997 + A1:
2001, EN 61000-3-2: 2006, EN 61000-3-3: 1995 + A1: 2001.
DE9130
Компания DEWALT заявляет, что данное зарядное устройство спроектировано в соответствии со
стандартами: 89/336/ EEC, 2002/95/EC, 2006/95/EC, EN 60335-1, EN 60335-2-29, EN 55014-1, EN 60745-2-3,
EN 61000-2-3, EN 61000-3-3. За дополнительной информацией обращайтесь по указанному ниже адресу
или см. заднюю сторону обложки.
Директор по инженерным разработкам Хорст Гроссман (Horst Grossmann) DEWALT, Richard-Klinger-Strasse 11,
D-65510, Idstein, Germany 16/08/2007
ВНИМАНИЕ: Для снижения риска получения травмы, внимательно прочитайте руководство по эксплуатации.
Общие правила безопасности при работе с электроинструментом
ВНИМАНИЕ! Прочитайте все предупреждения и инструкции. Несоблюдение предупреждений и инструкций
может привести к поражению электрическим током, возникновению пожара и/или к тяжким телесным
повреждениям.
СОХРАНИТЕ ВСЕ ПРЕДУПРЕЖДЕНИЯ И ИНСТРУКЦИИ ДЛЯ ПОСЛЕДУЮЩЕГО ИСПОЛЬЗОВАНИЯ.
Термин "электроинструмент" во всех приведенных ниже предупреждениях относится к питаемому от
электросети (проводному) или от аккумуляторов (беспроводному) электроинструменту.
1) БЕЗОПАСНОСТЬ НА РАБОЧЕМ МЕСТЕ
a) Содержите рабочее место в чистоте и обеспечьте его хорошую освещенность. Наличие мусора на рабочем
месте и недостаточное освещение являются причиной возникновения несчастных случаев.
б) Не используйте электроинструменты во взрывоопасной атмосфере, например, при наличии горючих
жидкостей, газов или пыли. Электроинструмент образует искры, которые могут вызвать возгорание пыли,
газов или испарений.
в) Не разрешайте детям и посторонним лицам находиться рядом с Вами при работе с электроинструментом.
Отвлекающие моменты могут стать причиной потери контроля над инструментом.
2) ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
a) Штепсельные вилки электроинструмента должны соответствовать типу сетевой розетки. Ни в коем случае
не изменяйте конструкцию штепсельной вилки. Не используйте переходники для штепсельных вилок
инструмента с электрическим приводом с заземлением. Использование оригинальных штепсельных вилок с
соответствующим типом сетевой розетки снижает риск поражения электрическим током.
б) Следует избегать контакта с заземленными поверхностями - такими, как трубы, радиаторы, батареи и
холодильники. Существует повышенный риск поражения электрическим током, если ваше тело заземлено.
в) Не допускайте нахождения электроинструментов под дождем или в условиях повышенной влажности. При
попадании воды в электроинструмент, риск поражения электротоком возрастает.
г) Необходимо бережно обращаться со шнуром питания. Никогда не используйте шнур питания для переноски,
а также для вытягивания или отключения электроинструмента от сетевой розетки. Необходимо держать шнур
питания вдали от источников тепла, острых углов или движущихся деталей, а также избегать попадания масла.
Поврежденный или запутанный шнур питания повышает риск поражения электротоком.
д) При работе с электроинструментом вне помещения необходимо пользоваться шнуром-удлинителем,
рассчитанным на эксплуатацию вне помещения. Использование удлинителя соответствующего типа снижает
риск поражения электротоком.
е) При необходимости эксплуатации электроинструмента в местах с повышенной влажностью, используйте
устройство защиты от токов замыкания на землю (RCD). Использование RCD снижает риск поражения
электрическим током.
3) Обеспечение индивидуальной безопасности
a) При работе с электроинструментом сохраняйте концентрацию, смотрите, что Вы делаете, и руководствуйтесь
здравым смыслом. Запрещается работа с электроинструментом в утомленном состоянии, а также в состоянии
наркотического или алкогольного опьянения и под воздействием лекарственных препаратов. Невнимательность
при работе с электроинструментом может привести к серьезным телесным повреждениям.
б) Используйте средства индивидуальной защиты. Всегда надевайте защитные очки. Средства защиты, такие как
респиратор, нескользящие защитные ботинки, защитный шлем или средства защиты органов слуха, используемые
для соответствующих условий, уменьшат последствия опасных ситуаций.
в) Примите меры для предотвращения случайного включения. Убедитесь, что выключатель находится в
положении выкл, прежде чем подключать инструмент к источнику питания и/или аккумуляторной батарее,
поднимать или переносить его. Удержание пальца на выключателе во время переноски инструмента или переноска
подключенного к источнику питания инструмента во включенном состоянии может привести к несчастному случаю.
г) Удалите с инструмента все регулировочные ключи, прежде чем подавать на него питание. Ключ, установленный
на движущиеся части электроинструмента, может привести к телесным повреждениям.
д) Не пытайтесь дотянуться до слишком удаленных поверхностей. Необходимо сохранять устойчивое положение
и равновесие. Это поможет обеспечить лучшее управление электроинструментом в случае нештатной ситуации.
е) Надевайте соответствующую одежду. Не надевайте свободную одежду или украшения. Держите волосы, одежду
и перчатки на расстоянии от движущихся частей. Свободная одежда, украшения или длинные волосы могут быть
намотаны на вращающиеся детали.
ж) При наличии устройств для подключения оборудования для удаления и сбора пыли необходимо обеспечить
правильность их подключения и эксплуатации. Использование этих устройств помогает уменьшить вредное
воздействие пыли.
4) ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ И УХОД ЗА НИМ
a) Не перегружайте электроинструмент. Используйте электроинструмент, соответствующий выполняемому типу
работ. Соответствующий электроинструмент позволяет лучше и безопаснее выполнять работу при нагрузке, на
которую он рассчитан.
б) Не используйте электроинструмент, если не работает его выключатель. Любой электроинструмент, которым
невозможно управлять с помощью переключателя, представляет опасность и подлежит ремонту.
в) Перед выполнением любой регулировки, заменой дополнительных приспособлений или хранением
электроинструмента, отключите устройство от сети или извлеките батарею из устройства. Такие предупредительные
меры безопасности снижают риск непреднамеренного включения электроинструмента.
г) Храните неиспользуемый электроинструмент в недоступном для детей месте и не позволяйте его использовать
лицам, не имеющим соответствующих навыков или не ознакомленным с данными инструкциями. Электроинструмент
представляет собой опасность в руках неподготовленного пользователя.
д) Обеспечьте уход за электроинструментом. Проверьте движущиеся детали на несоосность или заклинивание,
поломку или на наличие других неисправностей, которые могут негативно влиять на работу электроинструмента. При
наличии повреждений необходимо починить электроинструмент перед использованием. Многие несчастные случаи
происходят из-за недостаточного ухода за электроинструментом.
е) Необходимо содержать режущий инструмент в остро заточенном и чистом состоянии. Надлежащим образом
обслуживаемый и остро заточенный режущий инструмент менее склонен к заклиниванию и проще управляется.
ж) Используйте данный электроинструмент, а также дополнительные приспособления и насадки в соответствии с
данными инструкциями и с учетом условий и специфики работы. Использование электроинструмента для работ,
отличающихся от его прямого назначения, могут создать опасную ситуацию.
5) Использование аккумуляторных электроинструментов и уход за ними
a) Используйте для зарядки аккумулятора только указанное производителем зарядное устройство. Использование
зарядного устройства определенного типа для зарядки других аккумуляторов может привести к пожару.
б) Используйте для электроинструмента только аккумуляторы указанного типа. Использование других аккумуляторных
батарей может стать причиной травмирования и пожара.
в) Оберегайте батарею от попадания на нее скрепок, монет, ключей, гвоздей, болтов или других мелких металлических
предметов, которые могут вызывать замыкание контактов. Короткое замыкание контактов аккумулятора может привести
к пожару или получению ожогов.
г) При повреждении аккумулятора, из него может вытечь электролит. При случайном контакте с электролитом смойте
его с водой. При попадании электролита в глаза, обратитесь за медицинской помощью. Жидкость, вытекшая из
аккумулятора, может стать причиной раздражений или ожогов кожи.
6) Техническое обслуживание
a) Обслуживание электроинструмента должно выполняться только квалифицированным техническим персоналом. При
выполнении обслуживания следует использовать только оригинальные запчасти. Это поможет обеспечить безопасность
электроинструмента.
ДОПОЛНИТЕЛЬНЫЕ СПЕЦИФИЧЕСКИЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Инструкции по технике безопасности для всех типов пил
a) ОПАСНО! Держите руки на расстоянии от области распила и диска. Держите вторую руку на дополнительной
рукоятке или на корпусе двигателя. Если пила удерживается обеими руками, исключается вероятность их пореза диском.
б) Не держите руки под обрабатываемой деталью. Ограждение не защищает руки от касания диска под обрабатываемой
деталью.
в) Отрегулируйте глубину резания в соответствии с толщиной обрабатываемой детали. Зуб диска не должен выступать
с нижней стороны обрабатываемой детали полностью.
г) Никогда не удерживайте разрезаемую деталь в руках или прижав ее к ноге. Зафиксируйте обрабатываемую деталь на
неподвижной опоре. Необходимо надлежащим образом закрепить обрабатываемую деталь для снижения риска
получения травмы, заклинивания диска или потери управления.
д) Удерживайте инструмент за изолированные поверхности захватывании при выполнении работ, во время которых
имеется вероятность контакта инструмента со скрытой электропроводкой. Контакт с проводом под напряжением
приводит к подаче напряжения на соприкасающиеся с ним металлические детали электроинструмента и к поражению
оператора электротоком.
е) Во время продольной распиловки всегда используйте направляющую планку или прямой направитель детали. Это
повышает точность распила и снижает вероятность заклинивания диска.
ж) Всегда используйте диски с посадочными отверстиями соответствующего размера и формы (ромбовидные или
круглые). Диски, не совпадающие с крепежными приспособлениями пилы, будут вращаться эксцентрически, что приведет
к потере контроля.
з) Ни в коем случае не используйте поврежденные или несоответствующие зажимные кольца или болты для дисков.
Зажимные кольца и болты для дисков были разработаны специально для данной пилы с целью обеспечения оптимальной
производительности и безопасности во время работы.
Причины обратного удара и действия оператора по его предотвращению
- обратный удар представляет собой внезапную реакцию на защемление, зажимание или смещение режущего диска, что
приводит к неконтролируемому подъему пилы из обрабатываемой детали в направлении оператора;
- если диск зажимается или защемляется в пропиле, он останавливается, а реакция электродвигателя приводит к тому,
что устройство быстро смещается в направлении оператора;
- если диск перекашивается или смещается в пропиле, зубья на его задней кромке могут войти в верхнюю часть деревянной
детали, что приведет к выходу диска из пропила и его скачку в направлении оператора. Обратный удар является результатом
неправильного использования пилы и/или использованием неправильных методов или режима; избежать этого явления
можно путем выполнения указанных далее мер предосторожности.
a) Прочно удерживайте пилу обеими руками таким образом, чтобы иметь возможность погасить энергию обратного удара.
Стойте сбоку от пилы, но не на одной линии с ней. Обратный удар может привести к скачку пилы назад, но оператор может
гасить его энергию, при условии соблюдения надлежащих мер.
б) В случае заклинивания диска или в случае прекращения процесса резки по любой причине, отпустите курковый
выключатель и удерживайте врезную пилу неподвижно в обрабатываемой детали до полной остановки диска. Никогда не пытайтесь
извлечь пилу из обрабатываемой детали или вытянуть ее назад, пока вращается диск, это может привести к обратному
удару. Выясните причину и примите надлежащие меры по устранению причины заклинивания диска.
в) При перезапуске пилы в детали, отцентрируйте режущий диск в пропиле и убедитесь, что зубья пилы не касаются
материала. Если режущий диск заклинен, он может подскочить вверх из детали или ударить назад при повторном запуске
пилы.
г) Поддерживайте большие панели для минимизации риска защемления или заклинивания диска. Большие панели
провисают под собственным весом. Опоры необходимо поместить под панель с обеих сторон, в непосредственной
близости к линии распила, и по краям панели.
д) Не используйте тупые или поврежденные диски. Тупые или неправильно разведенные диски образуют узкий пропил, что
приводит к повышенному трению, заклиниванию диска и образованию обратного удара.
е) Рычаги настройки глубины пропила и угла резки на конус перед началом работы должны быть затянуты и зафиксированы.
В случае сбоя настроек диска во время работы, может произойти заклинивание и обратный удар.
ж) Соблюдайте повышенную осторожность при выполнении врезного пиления стен или в других "слепых зонах".
Выдвигаемый диск может встречаться с предметами, которые могут привести к образованию обратного удара.
Инструкции по технике безопасности для всех типов врезных пил
a) Перед каждым использованием проверяйте, правильно ли закрыто ограждение. Не используйте пилу, если ограждение
не перемещается свободно и не закрывает диск постоянно. Никогда не зажимайте и не связывайте ограждение с диском.
При случайном падении пилы ограждение может погнуться. Убедитесь, что ограждение перемещается свободно и не
прикасается к диску или другим деталям при любых углах и глубине распила.
б) Проверьте функционирование и состояние возвратной пружины ограждения. Если ограждение и пружина не
работают нормально, перед использованием необходимо выполнить их обслуживание. Ограждение может перемещаться
замедленно из-за повреждения деталей, отложения клейких веществ или скопления мусора.
в) Убедитесь в том, что направляющая планка пилы не поднимается во время выполнения "врезного пиления", когда угол
наклона диска не равен 90°. Поднятие диска вбок приводит к заклиниванию и с высокой вероятности обратного удара.
г) Всегда следите за тем, чтобы ограждение закрывало диск, прежде чем класть пилу на верстак или на пол.
Незащищенный диск во время выбега приведет к смещению пилы назад и разрезанию всех предметов, находящихся
на траектории движения. Помните, что после отпускания выключателя требуется некоторое время для полной остановки
диска.
Дополнительные инструкции по технике безопасности для всех типов пил с расклинивающим ножом
а. Используйте расклинивающий нож, подходящий для установленного диска. Чтобы расклинивающий нож работал,
он должен быть толще диска, но тоньше развода зубьев диска.
б. Отрегулируйте расклинивающий нож, как описано в руководстве по эксплуатации. Неправильный зазор,
позиционирование и пригонка могут привести к тому, что расклинивающий нож не будет препятствовать обратному
удару.
в. Чтобы расклинивающий нож работал, его необходимо установить в обрабатываемую деталь. Расклинивающий
нож не препятствует обратному удару при выполнении коротких распилов.
г. Не используйте пилу, если расклинивающий нож защемлен. Даже незначительная помеха может снизить скорость
срабатывания ограждения.
Дополнительные инструкции по технике безопасности для пил врезного типа
• Используйте защитные наушники. Шумовое воздействие может привести к ухудшению слуха.
• Надевайте респиратор. Вдыхание пыли может привести к нарушению функций дыхания и, возможно, к развитию
заболеваний.
• Не используйте диски большего или меньшего диаметра, по сравнению с рекомендованным. См. размеры дисков в
технических характеристиках. Используйте только диски, указанные в данном руководстве и соответствующие стандарту
EN 847-1.
• Ни в коем случае не используйте абразивные отрезные круги.
Остаточные риски
• Несмотря на соблюдение соответствующих инструкций по технике безопасности и использование предохранительных
устройств, некоторые остаточные риски невозможно полностью исключить. Таковыми являются:
- ухудшение слуха;
- риск несчастных случаев, вызванных незакрытыми частями вращающегося отрезного диска
- риск получения травмы пальцев при смене диска
- риск вдыхания вредной для здоровья пыли, которая образуется при резании материалов.
Дополнительные меры безопасности при работе с аккумуляторами
ВНИМАНИЕ: Огнеопасно! Избегайте короткого замыкания клемм аккумулятора. Когда аккумулятор не используется, всегда
надевайте на контакты защитную крышку.
• Электролит аккумуляторной батареи представляет собой 25-30% раствор гидроксида калия и может быть опасен для
здоровья. При попадании электролита на кожу, следует немедленно промыть его мыльным раствором в течение нескольких
минут. При попадании в глаза промывать большим количеством проточной воды в течение не менее 10 минут и обратиться
за медицинской помощью.
• Запрещается вскрывать аккумуляторную батарею.
Дополнительные меры безопасности при работе с аккумуляторами и зарядными устройствами
• Перед установкой аккумулятора убедитесь, что он чистый и сухой.
• Для зарядки аккумуляторов DEWALT NiMH используйте только зарядные устройства с маркировкой "NiMH" или NiMH
+ NiCd".
• При переноске никогда не держите зарядное устройство за шнур питания. При отключении от сети питания не тяните
зарядное устройство за шнур. Не подвергайте шнур питания воздействию высокой температуры, масла и держите
вдали от острых предметов и углов.
• Не подвергайте зарядное устройство воздействию воды или влаги.
• Не пытайтесь заряжать мокрые аккумуляторы.
• Запрещается вскрывать аккумуляторную батарею.
• Для утилизации аккумуляторов следуйте инструкциям на задней странице данного руководства.
• Когда инструмент не используется, зарядные устройства и аккумуляторы следует хранить в сухом месте, недоступном
для детей.
РЕКОМЕНДАЦИИ ПО ХРАНЕНИЮ
1. Лучшим местом для хранения является прохладное и сухое место, защищенное от прямых солнечных лучей, высокой
или низкой температуры.
2. Длительное хранение не вредит аккумуляторным батареям или зарядному устройству. При соблюдении надлежащих
условий их можно хранить 5 и более лет.
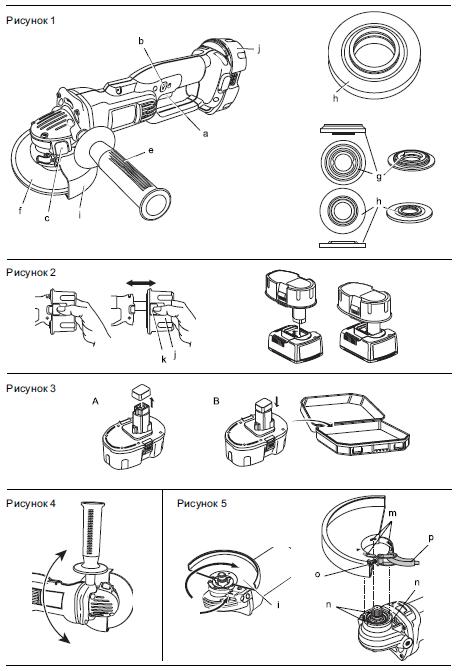
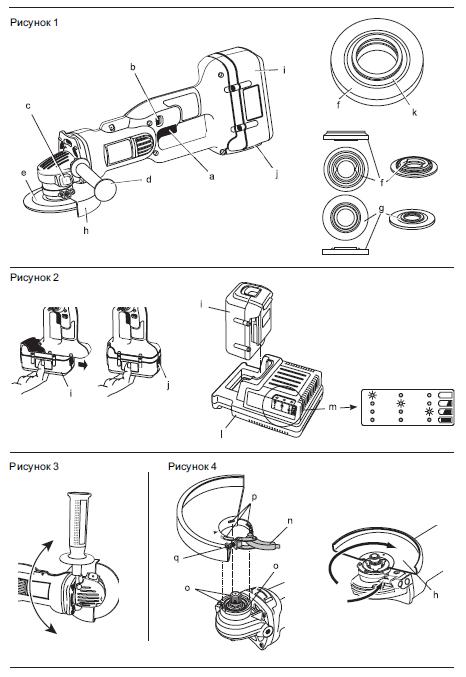
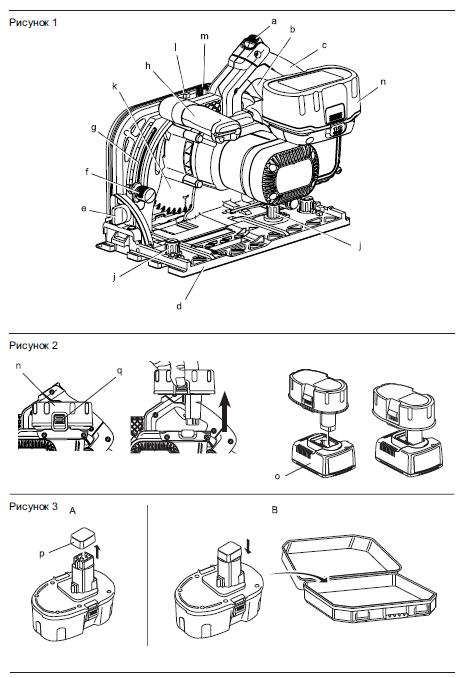
Аккумуляторная батарея (рис.1)
ТИП АККУМУЛЯТОРА
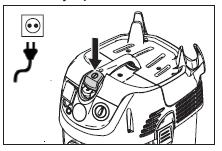
DC547 работает от батареи на 18 В. Зарядка аккумулятора (Рис. 2) При зарядке аккумулятора (n) впервые или после
продолжительного хранения достигается только 80% номинальной электрической емкости. Только после нескольких
циклов зарядки-разрядки аккумулятор достигнет полной емкости. Перед зарядкой аккумулятора проверьте наличие
напряжения на входе зарядного устройства. Если напряжение подается, но аккумулятор не заряжается, проверьте
зарядное устройство в авторизованном сервисном центре DEWALT. Во время зарядки аккумулятор и зарядное устройство
может нагреваться. Это обычное явление и не свидетельствует о неисправности.
ПРЕДУПРЕЖДЕНИЕ: Не заряжайте аккумулятор при температуре окружающей среды ниже 4°C или выше 40°C.
Рекомендуемая температура при зарядке : приблизительно 24°C. Для зарядки аккумуляторной батареи (n) вставьте ее,
как показано на рисунке, в зарядное устройство (о) и подключите зарядное устройство к сетевой розетке. Проследите,
чтобы аккумулятор полностью вошел в зарядное устройство. Начнет мигать красный индикатор зарядки. Приблизительно
через 1 час индикатор перестанет мигать и останется гореть. Теперь аккумулятор полностью заряжен. Аккумулятор можно
извлечь в любое время или оставить в подключенном зарядном устройстве в течение некоторого периода (не более 14 дней).
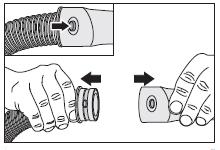
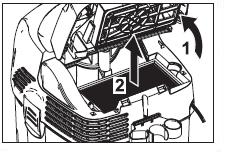
Крышка батареи (рис. 3)
В комплект поставки входит защитная крышка батареи (p), предназначенная для предохранения контактов при ее
отсоединении. Без установленной защитной крышки посторонние металлические предметы могут вызвать короткое
замыкание контактов, что может привести к пожару или повреждению батареи.
1. Снимите защитную крышку (p) аккумуляторной батареи (n) перед ее установкой в зарядное устройство или инструмент
(рис. 3A).
2. Наденьте защитный колпачок на контакты сразу же после извлечения батареи из зарядного устройства или инструмента
(рис. 3B).
ВНИМАНИЕ: Перед хранением или переноской аккумулятора проследите, чтобы защитная крышка находилась на своем месте.
Автоматическое восстановление
Режим автоматической восстановления выравнивает заряд отдельных элементов аккумулятора при полном уровне зарядки.
Восстановление аккумулятора следует выполнять в течение ночи после каждых 10 зарядок / разрядок или в том случае, если
аккумулятор уже не обеспечивает уровень питания, необходимый для работы. Для восстановления аккумулятора поместите
его в зарядное устройство, как обычно. Начнет мигать красный индикатор, указывающий на то, что зарядка выполняется.
По истечении 1 часа зарядки индикатор перестанет мигать и будет гореть постоянно. После этого батарея будет полностью
заряжена и готова к использованию. Если батарея останется в зарядном устройстве по окончании 1 часа зарядки, зарядное
устройство автоматически перейдет в режим восстановления. Несмотря на то, что продолжительность этого режима может
составлять до 8 часов, аккумулятор можно извлечь в любое время.
Температурная задержка
Если температура аккумулятора слишком низкая или слишком высокая, зарядное устройство автоматически переходит в
режим температурной задержки; при этом зарядка не начинается до тех пор, пока аккумулятор не достигнет нужной
температуры. После достижения требуемого уровня температуры, устройство перейдет в режим зарядки аккумулятора.
Данная функция обеспечивает максимальный срок эксплуатации батареи. В режиме температурной задержки красный
индикатор мигает медленно, затем быстро.
Комплект поставки
Комплект поставки включает:
1 Врезная пила
1 Зажим поперечины
1 Ключ-шестигранник
2 Аккумуляторные батареи (DC352KB)
1 Зарядное устройство (DC352KB)
1 Руководство по эксплуатации
1 Сборочный чертёж с разнесением компонентов
• Проверить инструмент, детали и дополнительные приспособления на наличие повреждений, которые могли
произойти во время транспортировки.
• Перед началом работы необходимо внимательно прочитать настоящее руководство и принять к сведению содержащуюся
в нем информацию.
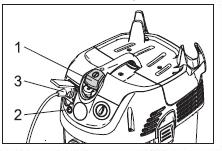
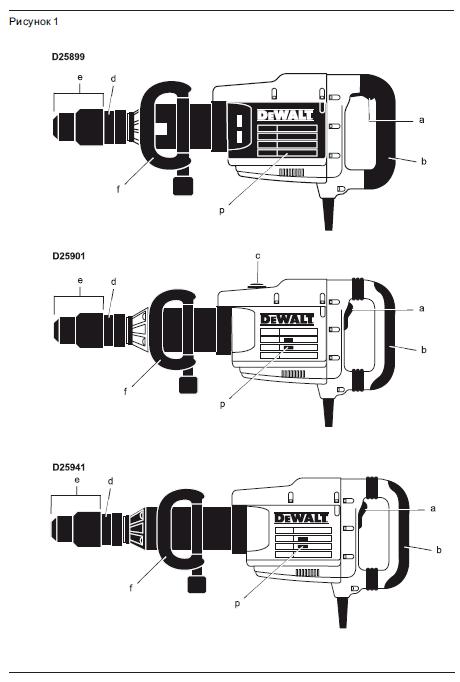
Описание (рис. 1–4)
ВНИМАНИЕ: Никогда не вносите изменения в конструкцию электроинструмента или какой-либо его части. Это может
привести к травме.
ЦЕЛЕВОЕ ИСПОЛЬЗОВАНИЕ
Врезная пила DC352 предназначена для профессионального использования и распила деревянных деталей.
НЕ ИСПОЛЬЗУЙТЕ этот инструмент в условиях повышенной влажности или поблизости от легковоспламеняющихся
жидкостей или газов. Данная врезная пила высокой мощности является профессиональным электроинструментом.
НЕ ПОДПУСКАЙТЕ детей к инструменту. Использование инструмента неопытными пользователями должно происходить
под надзором опытного коллеги.
a. курковый выключатель погружения
b. выключатель питания
c. основная рукоятка
d. подошва
e. регулятор наклона
f. рукоятки регулирования глубины
g. шкала глубины
h. передняя рукоятка
i. выход пылеудаления
j. регулятор направляющей
k. диск
l. кнопка с арретиром
m. запорный рычаг
n. аккумулятор
o. зарядное устройство
p. крышка батареи
q. кнопка открывания аккумуляторного отсека
r. зажимной винт диска
s. наружный фланец
t. внутренний фланец
u. расклинивающий нож
v. установочный винт расклинивающего ножа
w. указатель направления распила
x. рукоятка системы защиты от обратного удара
y. наружное ограждение
z. направляющая
aa. струбцина
bb. индикаторы положения диска
Электробезопасность
Зарядное устройство предназначено для работы только при одном напряжении электросети. Необходимо обязательно
убедиться в том, что напряжение источника питания соответствует указанному на шильдике. Необходимо также
убедиться в том, что напряжение зарядного устройства соответствует напряжению в сети. Зарядное устройство DEWALT
оснащено двойной изоляцией в соответствии с требованиями норм EN 60335; поэтому провод заземления не требуется.
В случае повреждения шнура питания его необходимо заменить специально подготовленным шнуром, который можно
приобрести в сервисных центрах DEWALT.
Использование удлинительного кабеля
Удлинительный шнур должен использоваться только в случаях крайней необходимости. Используйте только утвержденные
удлинители промышленного изготовления, рассчитанные на мощность не меньшую, чем потребляемая мощность зарядного
устройства (см. раздел технические характеристики). Минимальное поперечное сечение провода электрокабеля должно
составлять не менее 1 мм²; максимальная длина - 30 м.
СБОРКА И РЕГУЛИРОВКА
ВНИМАНИЕ: Перед выполнением сборки и регулировки всегда необходимо извлекать батарею. Перед установкой или
извлечением батареи необходимо всегда выключать инструмент.
ВНИМАНИЕ: Используйте зарядные устройства и аккумуляторы только марки DEWALT.
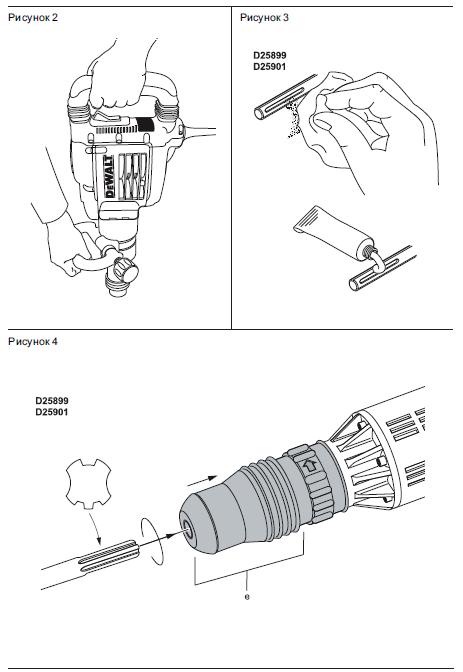
Установка и извлечение аккумуляторной батареи из инструмента (рис. 2)
ВНИМАНИЕ: Для снижения риска получения травмы, отключите устройство и отсоедините машину от источника
электропитания, прежде чем устанавливать и демонтировать принадлежности, выполнять или изменять настройки,
а также перед проведением ремонта. Убедитесь в том, что курковый переключатель находится в положении ВЫКЛ.
Случайное включение инструмента может привести к несчастному случаю.
1. Проталкивайте аккумулятор (n) в рукоятку до тех пор, пока он не встанет на место. При этом вы услышите щелчок.
2. Чтобы извлечь батарею, нажмите две кнопки фиксатора (q) одновременно и вытяните батарею из рукоятки.
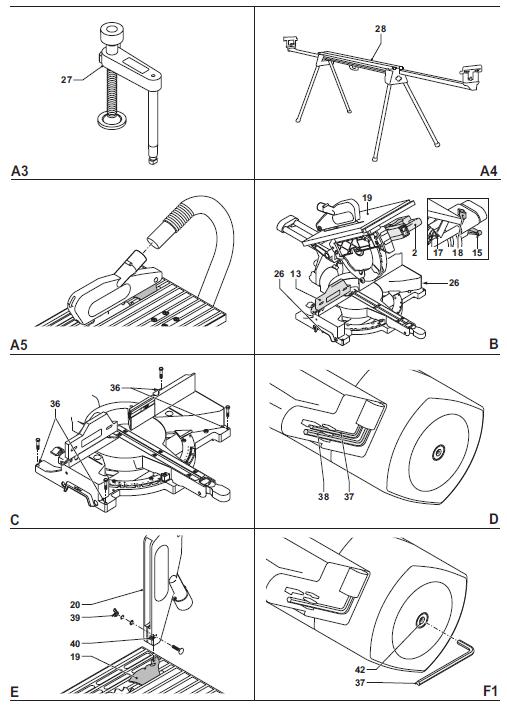
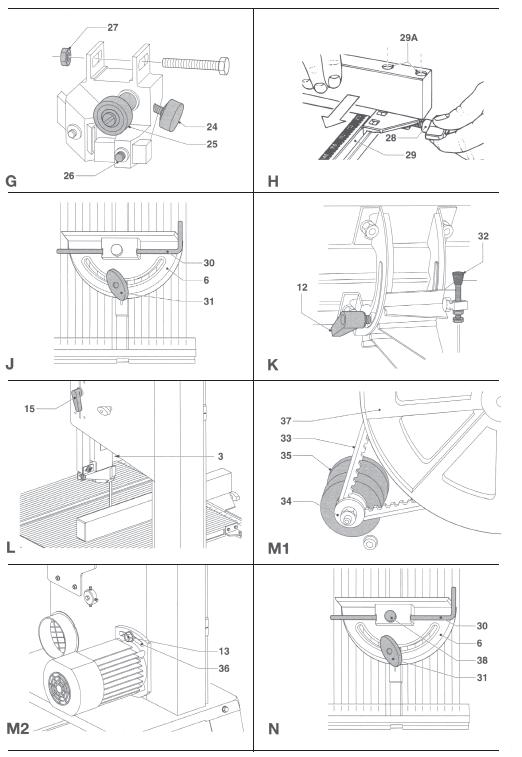
Регулировка угла наклона (рис. 1)
Угол наклона диска можно регулировать от 0° до 47°.
1. Ослабьте рукоятки регулирования угла наклона диска (e).
2. Установите угол наклона диска путем наклона башмака пилы (d) таким образом, чтобы метка указывала нужный
угол на шкале глубины (g).
3. Затяните рукоятки регулирования угла наклона диска (e).
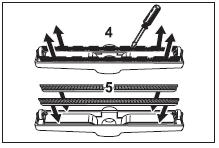
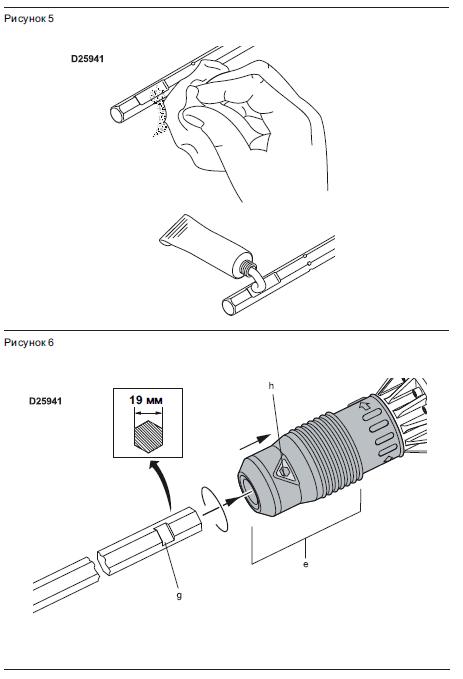
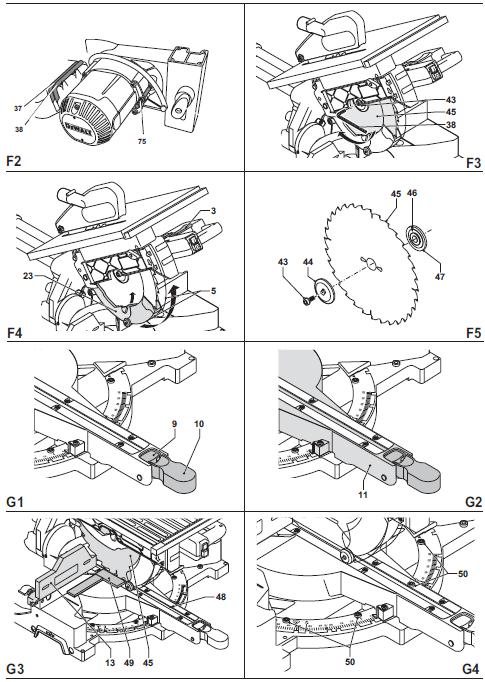
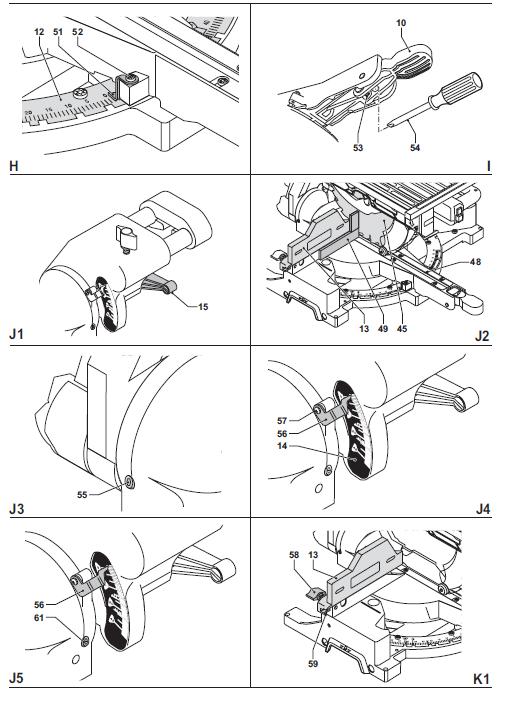
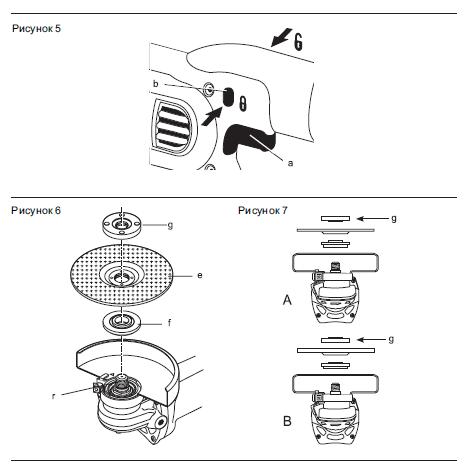
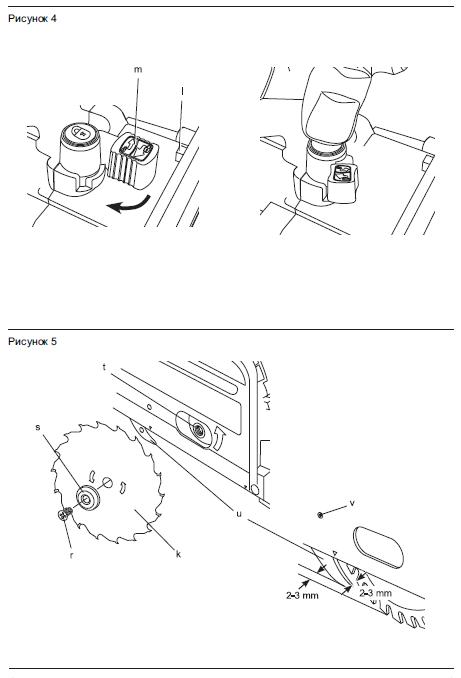
Замена режущего диска (рис. 4, 5)
1.Нажмите кнопку с арретиром (l).
2. Надавите на врезную пилу для ее останова (диск меняет положение).
3. Поворачивайте запорный рычаг (m) по часовой стрелке, пока он не остановится.
4. Переведите запорный рычаг (m) вниз и поворачивайте его, пока не будет найдена позиция фиксации.
ПРИМЕЧАНИЕ: Теперь диск (k) заблокирован и не может быть провернут вручную. Удерживайте запорный рычаг (m)
в нижнем положении, пока не будет заменён режущий диск (шаг 8).
5. Открутите зажимной винт диска (r) против часовой стрелки для демонтажа. Используйте ключ-шестигранник,
расположенный в передней ручке (h).
6. Снимите наружный фланец (s) и использованный диск (k). Установите новый диск на внутренний фланец (t).
7. Замените наружный фланец (s) и зажимной винт диска (r). Поверните винт по часовой стрелке вручную.
ПРИМЕЧАНИЕ: Направление вращения режущего диска и врезной пилы ДОЛЖНЫ совпадать.
8. Прочно затяните зажимной винт диска при помощи торцового ключа-шестигранника.
9. Поворачивайте запорный рычаг (m) против часовой стрелки, пока он не остановится.
10. Верните врезную пилу назад в верхнее положение.
11. Переведите курковый выключатель погружения (a) вперёд для возврата в исходное положение.
12. Переведите курковый выключатель погружения (a) вперед для фиксации изменения положения режущего диска.
Настройка расклинивающего ножа (рис. 5)
Правильную настройку расклинивающего ножа (u) см. на рис. 3. При необходимости отрегулируйте зазор
расклинивающего ножа после замены режущего диска.
1. Выполните шаги 1 - 4 из раздела Замена режущего диска.
2. Ослабьте установочный винт (v) расклинивающего ножа при помощи торцового ключа-шестигранника, как показано
на рис. 3.
3. Затяните винт (v) расклинивающего ножа.
4. Поворачивайте запорный рычаг (m) против часовой стрелки, пока он не остановится.
5. Верните врезную пилу назад в верхнее положение
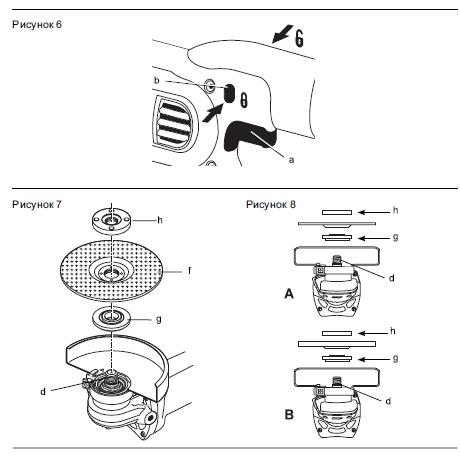
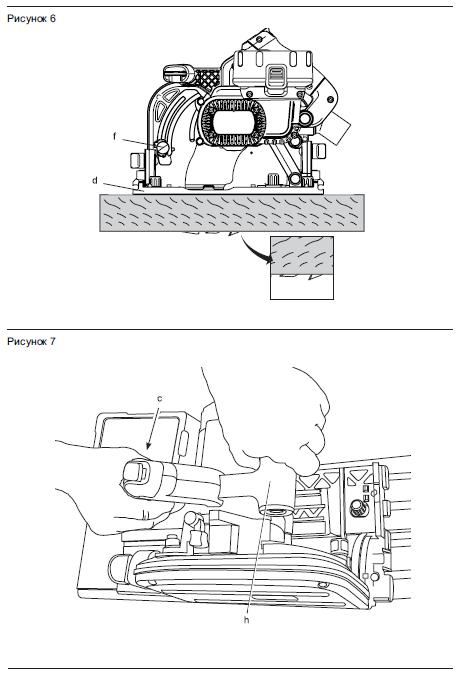
Настройка глубины распила (рис. 6)
Глубина распила может быть установлена на 0 – 60 мм без установленной направляющей; с установленной направляющей:
0 – 55 мм.
1. Открутите рукоятку регулировки глубины (f) и переместите указатель на требуемое значение глубины пиления.
2. Затяните рукоятку регулировки глубины (f).
ПРИМЕЧАНИЕ: Для получения оптимальных результатов режущий диск должен выступать примерно на 3 мм (рис. 5).
ЭКСПЛУАТАЦИЯ
ВНИМАНИЕ: Перед использованием врезной пилы, ВСЕГДА проверяйте исправность всех устройств!
Инструкции по эксплуатации
ВНИМАНИЕ : Выполняйте требования действующих норм и техники безопасности!
Включение и выключение (рис. 1)
Нажмите выключатель питания (b) для включения врезной пилы.
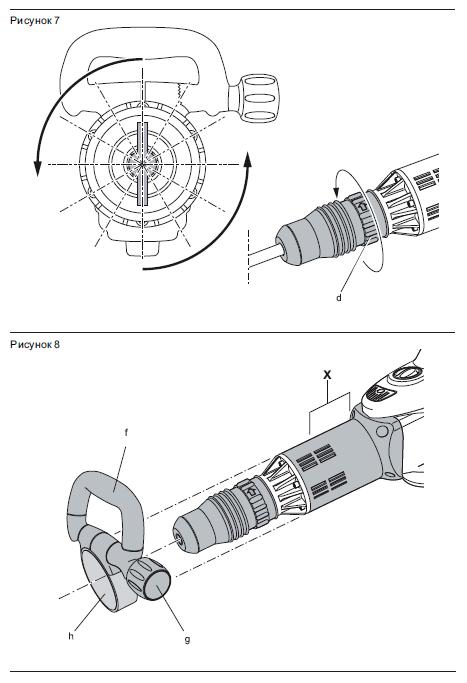
Удержание и направление инструмента (рис. 7, 8)
ПРЕДУПРЕЖДЕНИЕ:
• ВСЕГДА фиксируйте обрабатываемую деталь таким образом, чтобы она не смещалась во время пиления.
• ВСЕГДА перемещайте машину вперед. НИКОГДА не тяните машину на себя.
• ВСЕГДА удерживайте врезную пилу обеими руками. Одной рукой удерживайте основную рукоятку (c), а второй - переднюю
рукоятку (h), как показано на рис.7.
• ВСЕГДА используйте струбцину для удержания направляющей на обрабатываемой детали, как показано на рис. 8.
• Убедитесь в том, что провод не находится на траектории перемещения диска.
• Удерживайте инструмент за основную (c) и переднюю рукоятку (h) для правильного ведения пилы.
• Указатель направления распила (w) показывает направление распила при пилении под углом 0° и 47° (без направляющей).
• Индикатор положения диска (bb) показывает положение диска при полном погружении.
• Для достижения оптимальных результатов, зажмите обрабатываемую деталь нижней частью вверх.
ОТРЕЗАНИЕ
1. Поместите машину передней частью основания пилы на обрабатываемую деталь.
2. Нажмите выключатель питания для включения пилы.
3. Переведите выключатель погружения (a) вперед, нажмите сверху на пилу для установки глубины пиления и перемещайте
ее вперед в направлении пиления.
ВРЕЗНЫЕ РАСПИЛЫ
ВНИМАНИЕ: Для предотвращения обратных ударов НЕОБХОДИМО выполнять следующие инструкции во время врезного
пиления:
• Поместите машину на направляющую и отпустите рукоятку устройства защиты от обратного удара (x), поворачивая
ее против часовой стрелки.
• Включите машину и медленно надавите на пилу сверху для установки глубины пиления и перемещайте ее в направлении
пиления. Индикаторы распила (w) показывают абсолютные фронтальные и задние точки распила режущего диска (диам.
165 мм) при максимальной глубине распила и с установленной направляющей.
• Если во время врезного пиления происходит обратный удар, вращайте рукоятку устройства защиты от обратного удара (х)
против часовой стрелки.
• После завершения врезного пиления вращайте рукоятку устройства защиты от обратного удара (х) по часовой стрелке для
его возврата в фиксированное положение.
Направляющая система (рис. 1, 7)
Направляющие, которые могут иметь разную длину, позволяют выполнять точные, чистые распилы и одновременно с
этим защищают поверхность обрабатываемой детали от повреждения. В сочетании с дополнительными принадлежностями
система направляющих позволяет выполнять распилы под углом, косые распилы и соединительные детали. Крепление
обрабатываемой детали при помощи зажимов обеспечивает надежную фиксацию и безопасность во время работы.
Зазор направляющей врезной пилы должен быть очень мал для достижения оптимальных результатов пиления. Его можно
регулировать при помощи двух регуляторов направляющей (j).
1. Ослабьте винт внутри регулятора направляющей для настройки зазора.
2. Вращайте рукоятку, пока пила не зафиксируется на направляющей.
3. Вращайте рукоятку в обратном направлении, пока пила не начнет слегка проскальзывать.
4 Удерживайте регулятор направляющей в данном положении и снова закрутите винт.
ПРИМЕЧАНИЕ: ВСЕГДА заново настраивайте систему для использования с другими направляющими.
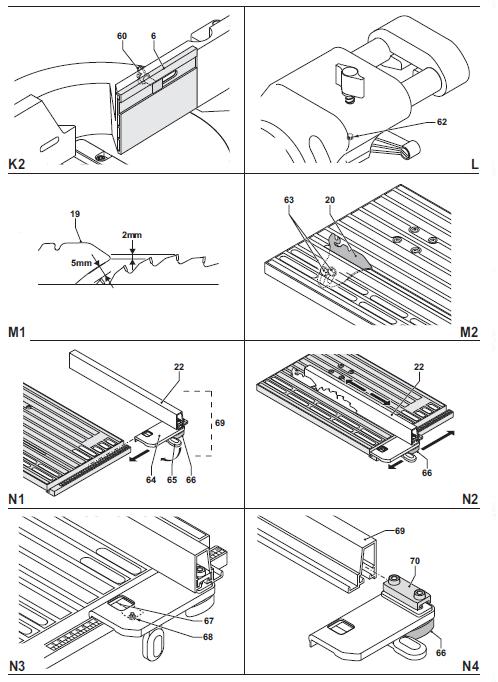
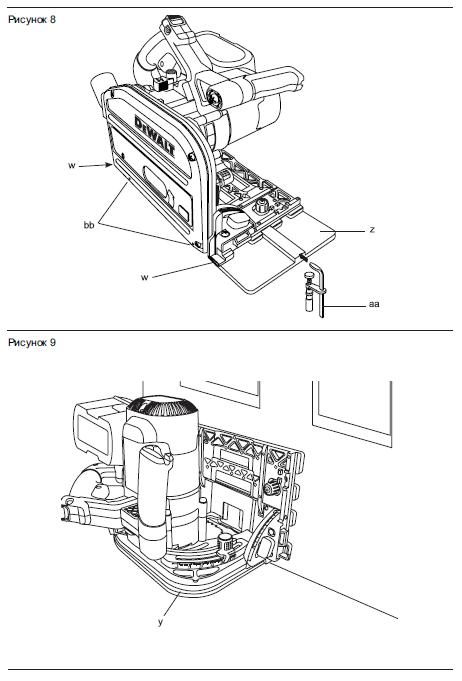
ОГРАЖДЕНИЕ ДЛЯ ЗАЩИТЫ ОТ ОСКОЛКОВ
Направляющая оснащена ограждением для защиты от осколков, которое необходимо обрезать по размеру перед первым
использованием.
ВАЖНО: ВСЕГДА читайте и выполняйте инструкции к системе направляющих, прежде чем обрезать ограждение для
защиты от осколков.
1. Установите скорость врезной пилы на уровень 5.
2. Установите направляющую на бракованную деревянную заготовку.
3. Установите врезную пилу на глубину пиления 5 мм
4. Установите пилу на задний край направляющей.
5. Включите пилу, нажмите на нее сверху для установки глубины распила и выполните пропил вдоль ограждения для
защиты от осколков по всей длине за один проход. Теперь край ограждения для защиты от осколков точно совпадает
с режущей кромкой диска.
ВНИМАНИЕ: Для снижения риска получения травмы, ВСЕГДА фиксируйте направляющую (z) при помощи зажимов (aa).
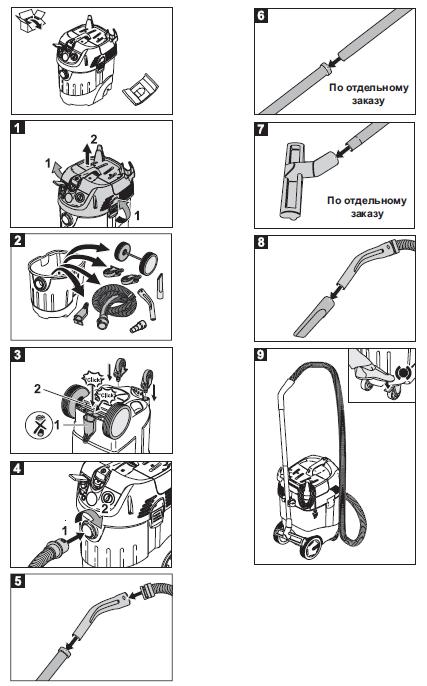
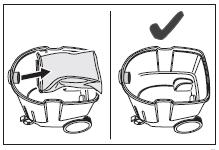
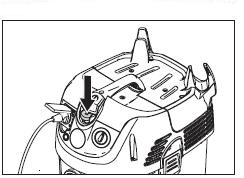
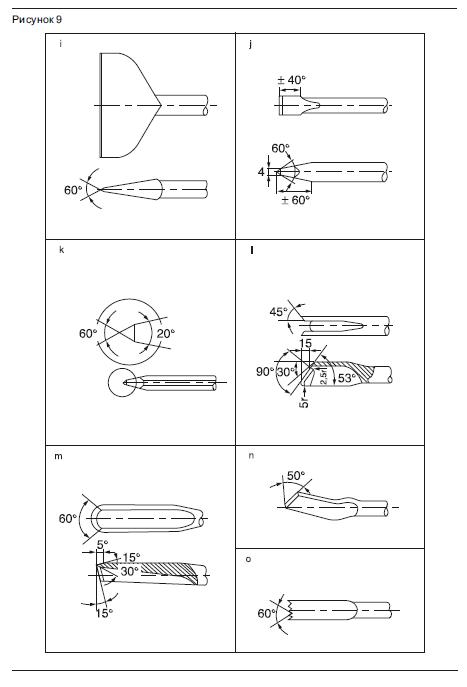
Выпиливание дверей (рис. 9)
1. Поместите врезную пилу наружным ограждением (y) на чистую, ровную дверь.
2. Прижмите башмак (d) передней стороной к двери с упором в отрегулированный ограничитель глубины.
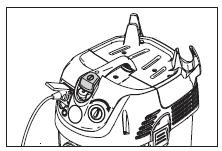
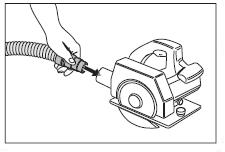
Удаление пыли (рис. 1)
Ваш инструмент оснащен выходом пылеудаления (i).
ВНИМАНИЕ: ВСЕГДА подсоединяйте врезную пилу к устройству удаления пыли.
ВНИМАНИЕ: ВСЕГДА используйте пылеудаляющее устройство, выполненное в соответствии с действующими
нормативами по выбросу пыли.
Техническое обслуживание
Электроинструмент DEWALT имеет длительный срок эксплуатации и требует минимальных затрат на техобслуживание.
Для длительной безотказной работы необходимо обеспечить правильный уход за инструментом и его регулярную очистку.
ВНИМАНИЕ: Для снижения риска получения травмы, отключите устройство и отсоедините машину от источника
электропитания, прежде чем устанавливать и демонтировать принадлежности, выполнять или изменять настройки,
а также перед проведением ремонта. Убедитесь в том, что курковый переключатель находится в положении ВЫКЛ.
Случайное включение инструмента может привести к несчастному случаю.
ВНИМАНИЕ: Если режущий диск изношен, замените его.
Смазка
Инструмент не требует дополнительной смазки.
Чистка
ВНИМАНИЕ: Грязь и пыль из корпуса должны удаляться сжатым сухим воздухом по мере накапливания ее в воздуховодах.
Во время этой операции используйте надлежащее средство защиты для глаз и респиратор.
ВНИМАНИЕ: Не допускается использование растворителей или других агрессивных химикатов для чистки неметаллических
деталей инструмента. Эти химикаты могут ослаблять структуру материала, используемого для производства таких деталей.
Используйте ткань, смоченную в мягком мыльном растворе. Не допускайте попадания жидкости внутрь инструмента;
не погружайте никакую часть инструмента в жидкость.
Дополнительные приспособления
ВНИМАНИЕ: В связи с тем, что дополнительные приспособления других производителей не проходили проверку на
совместимость с данным изделием, их использование может представлять опасность.Во избежание травм следует
использовать для данного инструмента только дополнительные приспособления, рекомендованные DEWALT.
Компания DEWALT предлагает режущие диски, разработанные специально для врезных пил.
За дополнительной информацией о правильном выборе дополнительных приспособлений обратитесь к своему поставщику.
Защита окружающей среды
Данное изделие нельзя выбрасывать вместе с обычными бытовыми отходами. Оно подлежит отдельной утилизации.
Если вы однажды обнаружите, что ваш инструмент DEWALT требует замены или он вам больше не нужен, не выбрасывайте
его вместе с бытовыми отходами. Выполняйте его утилизацию отдельно от других отходов. Система раздельного сбора
отработанных изделий и упаковочных материалов позволяет перерабатывать их и использовать повторно. Повторное
использование вторичных материалов снижает уровень загрязнения окружающей среды и потребность в сырье.
В соответствии с местным законодательством, может требоваться утилизация электротоваров отдельно от бытовых отходов
и их сдача в местные пункты приема или продавцу при покупке нового изделия. Сервисные центры DEWALT осуществляют
прием на утилизацию изделий DEWALT по окончании срока их службы. Для полноценного использования данного сервиса,
верните изделие в авторизованный сервисный центр, который принимает их от нашего имени.
Адрес ближайшего авторизованного сервисного центра можно получить в местном представительстве компании DEWALT,
расположенном по адресу, указанном в настоящем руководстве. Кроме того, список авторизованных сервисных центров
DEWALT и подробная информация о после продажном обслуживании и контактах имеется на сайте: www.2helpU.com.
Аккумулятор
Данный аккумулятор с длительным сроком эксплуатации необходимо перезаряжать, когда он перестает обеспечивать питание,
необходимое для выполнения определенных работ. По окончании срока эксплуатации его следует утилизировать, соблюдая
при этом необходимые меры по защите окружающей среды:
• Полностью разрядите аккумулятор и отсоедините его от инструмента.
• Ионно-литиевые, никель-кадмиевые и никель-магниевые аккумуляторные батареи могут перерабатываться для повторного
использования. Сдайте их нашему дилеру или в местный центр вторичной переработки. Собранные аккумуляторы будут
направлены на вторичную переработку или надлежащим образом утилизированы.
ДеВОЛТ
гарантийные условия
Уважаемый покупатель!
1. Поздравляем Вас с покупкой высококачественного изделия ДеВОЛТ и выражаем признательность за Ваш выбор.
1.1. Надежная работа данного изделия в течение всего срока эксплуатации - предмет особой заботы наших сервисных
служб. В случае возникновения каких-либо проблем в процессе эксплуатации изделия рекомендуем Вам обращаться
только в авторизованные сервисные организации, адреса и телефоны которых Вы сможете найти в Гарантийном талоне
или узнать в магазине. Наши сервисные станции - это не только квалифицированный ремонт, но и широкий выбор запчастей
и принадлежностей.
1.2. При покупке изделия требуйте проверки его комплектности и исправности в Вашем присутствии, инструкцию по
эксплуатации и заполненный Гарантийный талон на русском языке. При отсутствии у Вас правильно заполненного
Гарантийного талона мы будем вынуждены отклонить Ваши претензии по качеству данного изделия.
1.3. Во избежание недоразумений убедительно просим Вас перед началом работы с изделием внимательно ознакомиться
с инструкцией по его эксплуатации.
2. Правовой основой настоящих гарантийных условий является действующее Законодательство и, в частности, Закон
”О защите прав потребителей”.
3. Гарантийный срок на данное изделие составляет 12 месяцев и исчисляется со дня продажи. В случае устранения
недостатков изделия, гарантийный срок продлевается на период, в течение которого оно не использовалось.
4. Производитель рекомендует проводить периодическую проверку изделия на сервисной станции.
5. В течение 12 месяцев со дня продажи производитель гарантирует бесплатную проверку изделия и рекомендации
по замене нормально изнашиваемых частей.
6. Срок службы изделия - 5 лет (минимальный, установленный в соответствии с Законом ”О защите прав потребителей”).
7. Наши гарантийные обязательства распространяются только на неисправности, выявленные в течение гарантийного срока
и обусловленные производственными или конструктивными факторами.
8. Гарантийные обязательства не распространяются:
8.1. На неисправности изделия, возникшие в результате:
8.1.1. Несоблюдения пользователем предписаний инструкции по эксплуатации изделия.
8.1.2. Механического повреждения, вызванного внешним ударным или любым иным воздействием.
8.1.3 Применения изделия не по назначению.
8.1.4. Стихийного бедствия.
8.1.5. Неблагоприятных атмосферных и иных внешних воздействий на изделие, таких как дождь, снег, повышенная
влажность, нагрев, агрессивные среды, несоответствие параметров питающей электросети указанным на инструменте.
8.1.6. Использования принадлежностей, расходных материалов и запчастей, не рекомендованных или не одобренных
производителем.
8.1.7. Проникновения внутрь изделия посторонних предметов, насекомых, материалов или веществ, не являющихся
отходами, сопровождающими применение по назначению, такими как стружка опилки и пр.
8.2. На инструменты, подвергавшиеся вскрытию, ремонту или модификации вне уполномоченной сервисной станции.
8.3. На принадлежности, запчасти, вышедшие из строя вследствие нормального износа, и расходные материалы, такие как
приводные ремни, угольные щетки, аккумуляторные батареи, ножи, пилки, абразивы, пильные диски, сверла, буры и т. п. .
8.4. На неисправности, возникшие в результате перегрузки инструмента, повлекшей выход из строя электродвигателя или
других узлов и деталей. К безусловным признакам перегрузки изделия относятся, помимо прочих: появление
цветов побежалости, деформация или оплавление деталей и узлов изделия, потемнение или обугливание изоляции
проводов электродвигателя под воздействием высокой температуры.