DC 415
ПОЗДРАВЛЯЕМ!
Вы приобрели инструмент DEWALT Многолетний опыт разработки изделий и внедрение инновационных
технологий сделали компанию DEWALT одним из самых надежных партнеров для пользователей
профессиональным электроинструментом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ DC415
| Напряжение | 36 В |
| Мощность | 815 Вт |
| Скорость без нагрузки | 6500 об/мин |
| Диаметр диска | 125 мм |
| Диаметр шпинделя | М14 |
| Масса (без аккумулятора) | 2,3 кг |
| Аккумуляторная батарея | DE9360 |
| Тип батареи | Li-lon |
| Напряжение | 36 В |
| Емкость | 2,2 Ач |
| Масса | 1,0 кг |
| Зарядное устройство | DE9000 |
| Сетевое напряжение | 230 В |
| Тип батареи | Li-lon |
| Примерное время зарядки | 60 мин |
| Масса | 0,9 кг |
| Предохранители | |
| Инструмент на 230В | 10А, сетевые |
КОМПЛЕКТНОСТЬ
В комплект поставки входит:
1 Ручная углошлифовальная машина
1 Ограждение Типа 27
1 Антивибрационная боковая рукоятка
1 фланцевый комплект
2 Аккумулятора (DC415КL)
1 Зарядное устройство (DC415КL)
1 Чемодан (DC415КL)
1 Руководство о эксплуатации
1 Покомпонентный чертеж
• Проверить изделие, компоненты или вспомогательные принадлежности на отсутствие следов их повреждения
в ходе транспортировки.
• Выберите время для внимательного прочтения и уяснения данного руководства перед тем, как приступить
к работе.
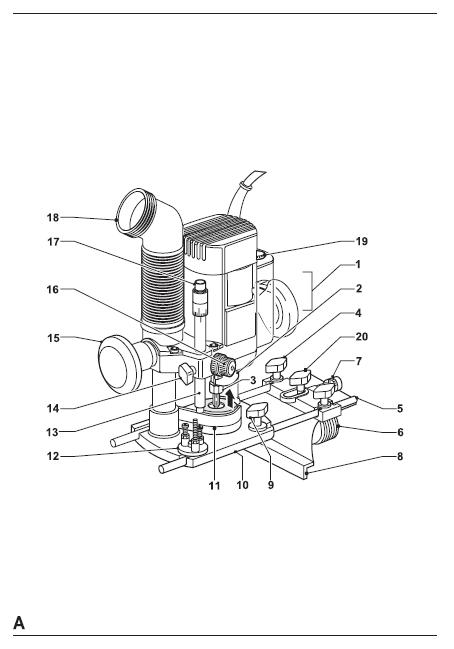
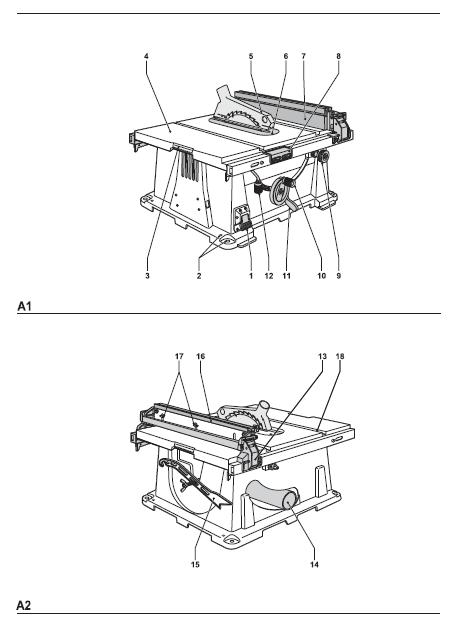
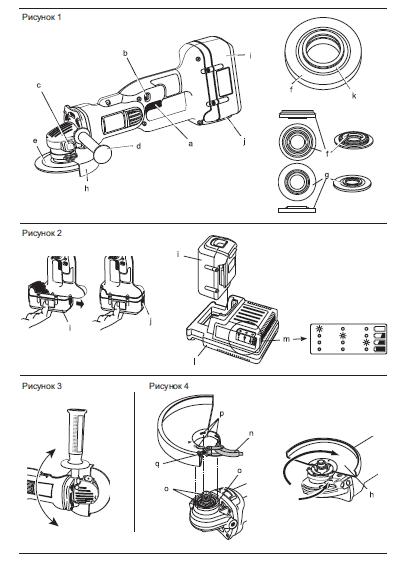
ОПИСАНИЕ (РИС 1)
ПРЕДУПРЕЖДЕНИЕ: Внесение изменений в конструкцию электроинструмента или конструкцию любого из его
компонентов не допускается. Невыполнение этого требования может привести к несчастному случаю или
повреждению.
НАЗНАЧЕНИЕ
Приобретенная вами http://www.stroy-mart.ru/prod/419/catalog.html предназначена для профессионального применения. НЕ ДОПУСКАЕТСЯ
использование пилы в средах с высокой влажностью, а также в присутствии горючих жидкостей или газов.
DC415 является профессиональным электроинструментом. НЕ ПОЗВОЛЯЙТЕ детям приближаться к данному
инструменту. Работа с пилой лиц моложе 16 лет должна производиться под наблюдением (опытных/взрослых).
a. Регулирующий переключатель скорости (собачка)
b. Кнопка разблокировки
c. Кнопка блокировки шпинделя
d. Боковая ручка
e. Абразивный диск
f. Антиблокировочный опорный фланец
g. Резьбовая зажимная гайка
h. Ограждение Типа 27
i. Аккумулятор
j. Кнопка отсоединения батареи
Зарядное устройство
Зарядное устройство DE900 предназначено для зарядки ионно-литиевых Li-Ion аккумуляторов фирмы DEWALT
напряжением 36В с емкостью 2,2 Ач (DE9360).
Электробезопасность
Электродвигатель рассчитан на работу только с одним напряжением. Обязательно убедитесь, чтобы напряжение
аккумулятора соответствует напряжению, указанному на паспортной табличке. Кроме того, убедитесь, что
напряжение, на которое рассчитано ваше зарядное устройство соответствует напряжению вашей сети.
Ваше зарядное устройство DEWALT имеет двойную изоляцию в соответствии с нормами EN 60335.
Использование удлинительного электрошнура
Использование удлинительного электрошнура разрешается только в самых крайних случаях. Использовать разрешается
удлинительный шнур утвержденного образца, подходящий под мощность вашего зарядного устройства (см
технические характеристики). Минимальная площадь сечения проводника 1 мм²; максимальная длина 30 м.
СБОРКА И РЕГУЛИРОВКА
ПРЕДУПРЕЖДЕНИЕ: Перед тем как приступить к сборке и регулировкам, обязательно снимите аккумулятор.
Перед установкой или снятием аккумулятора инструмент должен быть выключен.
ПРЕДУПРЕЖДЕНИЕ: Используйте только (оригинальные) аккумуляторы и зарядные устройства DEWALT.
Аккумулятор (рис. 1)
БАТАРЕЯ ТИПА DC415
Изделия DC415 работает от аккумуляторов напряжением 36 Вольт.
Зарядка батарей
Перед зарядкой аккумуляторной батареи, убедитесь в наличии сетевого энергоснабжения. Если сеть в порядке, но
аккумулятор не заряжается, отнесите свое зарядное устройство в авторизованную ремонтную мастерскую DEWALT.
Во время зарядки зарядное устройство и аккумулятор могут стать теплым на ощупь. Это состояние является
нормальным и не указывает на какую-либо проблему.
ПРЕДУПРЕЖДЕНИЕ: Зарядка аккумулятора при температурах < 4 °С или > 40 °С не допускается.
Рекомендуемая температура для зарядки: около 24 °С. Для зарядки аккумулятора (i) вставить его в зарядное устройство
(l) как показано и подключить зарядное устройство к сети. Убедитесь, что аккумулятор полностью «посажен» (вставлен)
в зарядное устройство. В зависимости от статуса зарядки красный световой индикатор зарядки (m) будет мигать.
По завершении зарядки все индикаторы загораются. Зарядное устройство автоматически переключается в режим
стабилизации. Аккумулятор можно в любой момент вытащить из зарядного устройства или оставить его в
подключенном к сети устройстве на любой срок. На проблему с зарядкой указывает быстрое мигание световых
индикаторов. В этом случае следует попытаться еще раз вытащить/вставить аккумулятор в зарядное устройство,
или вставить для зарядки новую батарею. Если новая батарея также не заряжается, отнесите свое зарядное устройство
к уполномоченному представителю DEWALT по ремонту. На проблему с зарядный устройством указывает быстрое
мигание световых индикаторов (одно кратковременного мигание – одно более продолжительное). Отнесите зарядное
устройство к уполномоченному представителю DEWALT по ремонту. При подключении зарядного устройства
к источникам тока, типа генераторным или источникам, преобразующим пост ток в переменный может иметь место
мигание красных индикаторов зарядки (16) : два быстрых мигания с паузой. Это указывает на временную проблему,
связанную с источником электроснабжения. Переключение зарядного устройства в нормальный рабочий режим
происходит автоматически. Примерно через 1 час все индикаторы горят не мигая.
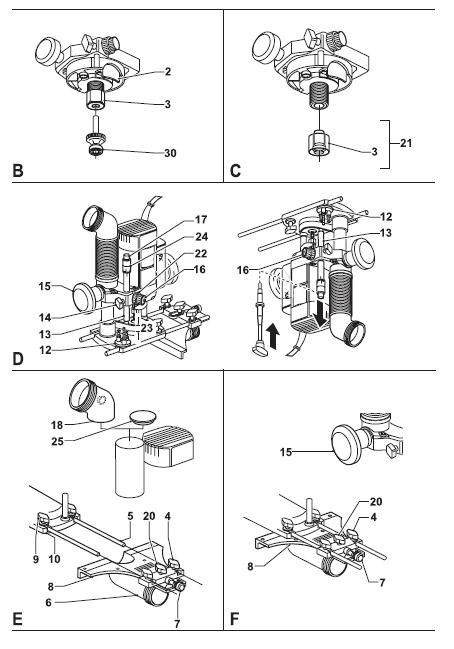
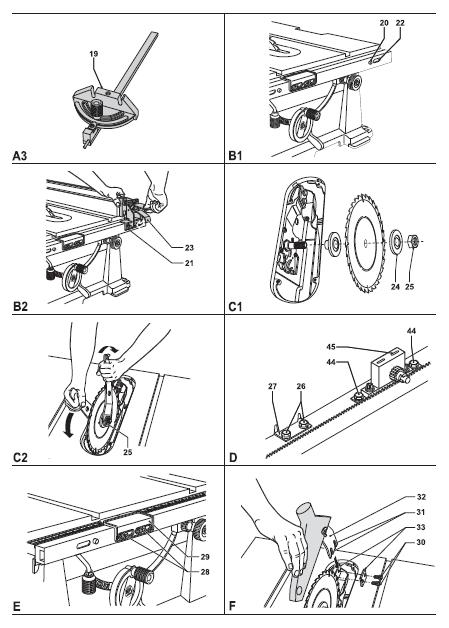
Процесс зарядки (рис. 2)
Уровень зарядки аккумулятора определяется по следующей таблице.
Уровень зарядки
1 световой индикатор мигает <33%
1 световой индикатор мигает,
1 горит (не мигая) 33-66%
1 световой индикатор мигает, 2 горят 66-99%
Горят 3 световых индикатора 100%
Автоматическое восстановление
Режима автоматического восстановления аккумулятора обеспечивает выравнивание или балансировку зарядку отдельных
элементов аккумуляторной батареи их пиковой емкости. Восстановление аккумуляторов должно осуществляться
с вечера и на всю ночь через каждый 10-ый цикл зарядки/разрядки или в ситуациях, когда аккумулятор не обеспечивает
выполнение обычных объемов работ. Для восстановления своей аккумуляторной батареи поместите ее, как обычно, в
зарядное устройство. Оставьте аккумулятор в зарядном устройстве по крайней мере на 8 часов. Горячая/Холодная выдержка
В случае, если зарядное устройство определит, что аккумулятор слишком охлажден или разогрет оно автоматически
запускает Горячую/Холодную Выдержку, приостанавливая зарядку до момента, когда температура батареи станет нормальной.
По достижении этой температуры зарядное устройство автоматически переключается в режим зарядки аккумулятора. Данная
характеристика позволяет максимально увеличить срок службы батареи.
ЗАЩИТА ОТ ГЛУБОКОЙ РАЗРЯДКИ
В аккумуляторе предусмотрена защита от глубокой разрядки в процессе работы с инструментом.
Установка аккумулятора на электроинструмент и отсоединение с него
ПРЕДУПРЕЖДЕНИЕ: Для уменьшения риска серьезной травмы, перед тем как вставить или вытащить аккумулятор, убедитесь
что блокировочная кнопка ( b ) выключателя установлена в фиксирующее положение (это необходимо для исключения
случайного включения инструмента).
1. Для установки аккумулятора ( i ) установите его по посадочному гнезду на инструменте. Задвиньте аккумулятор в гнездо
и прижмите его до посадки (с щелчком) по месту.
2. Для отсоединения аккумулятора нажать расцепляющую кнопку (j) одновременно вытаскивая батарею из приемного гнезда.
СБОРКА И РЕГУЛИРОВКИ
Закрепление боковой ручки
Боковая ручка (d) может быть закреплена с любой стороны кожуха зубчатой передачи в высверленных отверстиях. Перед
работой с инструментом, убедитесь в том, что ручка надежно затянута. Для повышения удобства при пользовании,
защитный кожух зубчатой передачи проворачивается на 90° во время выполнения отрезных операций.
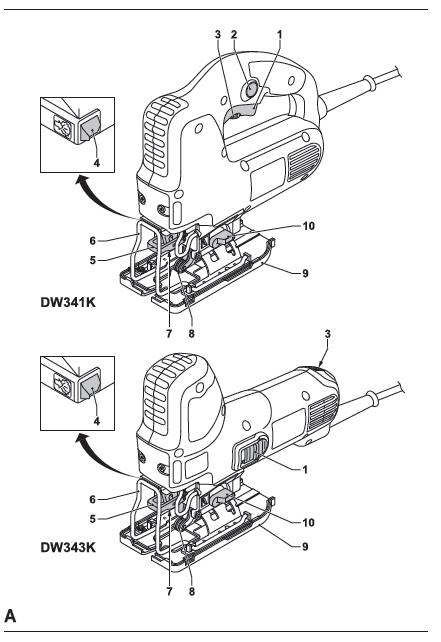
Проворачивание кожуха зубчатой передачи (рис. 3)
ПРЕДУПРЕЖДЕНИЕ: Для уменьшения риска серьезного травмирования перед выполнением регулировок, а также перед
снятием/установкой принадлежностей или оснастки, выключите инструмент и снимите с него аккумулятор.
1. Вывернуть четыре угловых винта, кожух зубчатой передачи которыми крепится к кожуху двигателя.
2. Не отделяя кожух зубчатой передачи от кожуха двигателя, проверните головную часть кожуха зубчатой передачи для
установки его в требуемое положение.
ПРИМЕЧАНИЕ: Если зазор между кожухом зубчатой передачи и кожухом двигателя превысит 6,35 мм (1/4 дюйма),
инструмент необходимо отнести для проведения сервисного обслуживания и последующей сборки в сервисный центр
DEWALT. Не проведение сервисного обслуживания повлечь разрушение щетки, двигателя, подшипника.
3. Вставить винты, которыми кожух зубчатой передачи которыми крепится к кожуху двигателя. затянуть винты с моментом
2,08 Нм (18 дюйм-фунт). Затяжка винтов с более высоким усилием может привести к их «срыву».
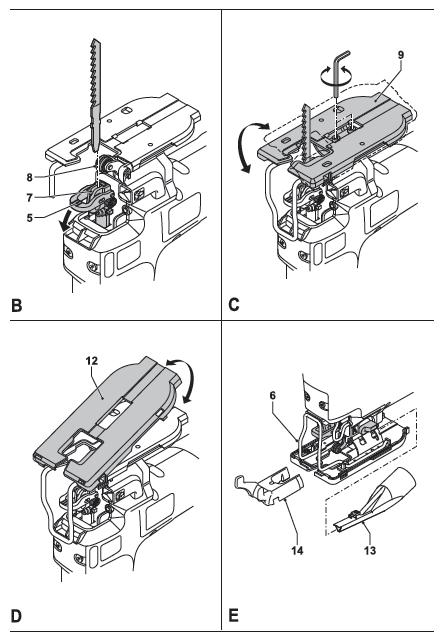
Установка защитного ограждения
УСТАНОВКА И СНЯТИЕ ЗАЩИТНОГО ОГРАЖДЕНИЯ (РИС. 4)
ПРЕДУПРЕЖДЕНИЕ: Для уменьшения риска серьезного травмирования перед выполнением регулировок, а также перед
снятием/установкой принадлежностей или оснастки, выключите инструмент и снимите с него аккумулятор.
ВНИМАНИЕ: Ограждения должны надеваться при работе со всеми типами шлифовальных дисков, отрезных дисков,
полировальных дисков, проволочных щеток и проволочных дисков. Использовать инструмент без установки на нем
защиты можно только при работе с обычными наждачными дисками. Модель D415 DEWALT укомплектована ограждением
предназначенным для использования дисков с утопленным центром (Тип 27) и шлифовальных дисков с втулкой
(Тип 27). То же самое ограждение предназначено для использования с наждачными полировальными дисками (Тип 27
и 29) и чашечной проволочной щеткой.
1. Открыть собачку ограждения (n) и совместить выступы-язычки (p) на ограждении с пазами (о) на кожухе зубчатой передачи.
2. Прижать ограждение вниз до момента зацепления выступов на ограждении в канавках на муфте кожуха зубчатой передачи.
3. С открытой собачкой ограждения, провернуть ограждение (h) в требуемое рабочее положение. Корпус ограждения
должен для обеспечения максимальной защиты оператора располагаться между шпинделем и оператором.
4. Защелкнуть собачку ограждения для фиксации кожуха зубчатой передачи. При защелкнутой собачки проворачивание от
руки ограждения должно быть невозможным. Не работайте со шлифовальным инструментом с не зафиксированным
ограждением или при установленной в положение «открыто» рукояткой прижимного приспособления.
5. Для снятия ограждения, откройте собачку ограждения, проверните ограждение таким образом, чтобы язычки совместились
с пазами и вытащите ограждение.
ПРИМЕЧАНИЕ: Ограждение предварительно отрегулировано по диаметру кожуха зубчатой передачи на заводе-изготовителе.
Если по прошествии некоторого времени, крепление ограждения ослабнет, затяните регулировочный винт (q), установив
рукоятку прижима в защелкнутом положении (при этом ограждение должно быть установлено на инструменте).
ВНИМАНИЕ: При невозможности затянуть ограждения регулировочным прижимом, не пользуйтесь инструментом.
Для исключения риска травмы, отнесите инструмент и ограждение в сервисный центр для ремонта или замены ограждения.
ВНИМАНИЕ: Для исключения риска повреждения инструмента, не затягивайте регулировочный винт при установленной
в открытое (не защелкнутое) положение рукоятке прижима. Это может привести к повреждению ограждения или
монтажной втулки.
ПРИМЕЧАНИЕ: Для шлифования кромки и отрезки могут использоваться диски Типа 27, специально предназначенные и
указанные для выполнения данного типа работ; диски толщиной 6,35 мм (1/4 д.) предназначены для поверхностной
шлифовки, в то время, как диски толщиной 3,17 мм (1/8 д.) предназначены торцевой шлифовки.
ЭКСПЛУАТАЦИЯ
Включение.
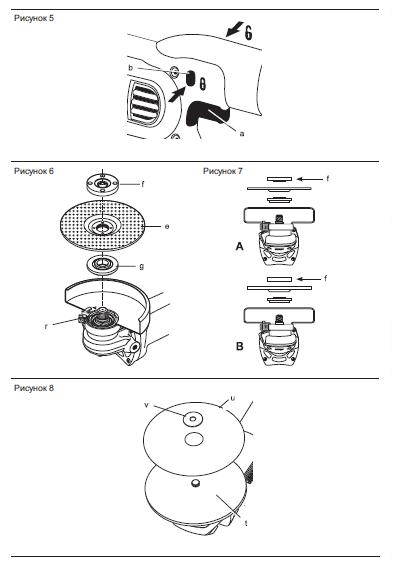
БЛОКИРОВОЧНАЯ КНОПКА И КУРКОВЫЙ ВЫКЛЮЧАТЕЛЬ (РИС. 5)
Данный отрезной инструмент оснащен блокировочной кнопкой (b). Для блокировки куркового переключателя, нажмите
блокировочную кнопку, как показано. При нажатии кнопки к пиктограмме, включение инструмента блокируется. При
переноске или хранении инструмента, во избежание случайного его включения курковый выключатель должен быть всегда
заблокирован. Для разблокирвания куркового переключателя, нажмите блокировочную кнопку. При нажатии кнопки к
пиктограмме, включение инструмента разблокируется. Блокировочная кнопка окрашена в красный цвет для указания,
того что выключатель инструмента разблокирован. Для включения инструмента (ON) нажмите курковый выключатель.
При отпускании куркового выключателя инструмент отключается (OFF).
ВНИМАНИЕ: Для надежного управления инструментом крепко удерживайте инструмент за боковую рукоятку и корпус
во время его включения, работы с ним и до момента остановки диска. Перед тем как положить инструмент, убедитесь
в полной остановке диска.
ВНИМАНИЕ: Перед тем, как коснуться инструментом обрабатываемой поверхности дождитесь перехода инструмента
в режим полной скорости вращения. Не выключайте инструмент до полного отрыва инструмента от обрабатываемой
детали.
БЛОКИРОВКА ШПИНДЕЛЯ
Стопорный штифт шпинделя предназначен для предупреждения проворачивания шпинделя в момент установки или
снятия дисков. Прикасаться к стопорному штифту шпинделя можно только при отключенном инструменте и снятой
аккумуляторной батарее, а также после полной остановки диска.
ВНИМАНИЕ: Для снижения вероятности повреждения инструмента, не вводите в зацепление блокировку шпинделя
при работающем инструменте. Невыполнение этого условия может привести к повреждению инструмента «срыву»
оснастки и возможно к несчастному случаю.
Установка и использование шлифовальных дисков с утопленным центром и полировальных дисков (кругов)
МОНТАЖ И СНЯТИЕ ДИСКОВ СО СТУПИЦЕЙ
ПРЕДУПРЕЖДЕНИЕ: Для уменьшения риска серьезного травмирования перед выполнением регулировок, а также
перед снятием/установкой принадлежностей или оснастки, выключите инструмент и снимите с него аккумулятор.
Диски со ступицей устанавливаются непосредственно на резьбовой шпиндель М14.
1. Навернуть (по резьбе) диск на шпиндель от руки.
2. Нажать кнопку блокировки шпинделя и с помощью гаечного ключа затянуть ступицу диска.
3. Для снятия диска выполнить эту процедуру в обратной последовательности.
ВНИМАНИЕ: Включение инструмента с неправильно посаженным диском может привести к повреждению
инструмента или диска.
МОНТАЖ ДИСКОВ БЕЗ СТУПИЦЫ (ВТУЛКИ)
ПРЕДУПРЕЖДЕНИЕ: Для уменьшения риска серьезного травмирования перед выполнением регулировок, а также
перед снятием/установкой принадлежностей или оснастки, выключите инструмент и снимите с него аккумулятор.
Шлифовальные диски с утопленным центром Типа 27 должны устанавливаться вместе с комплектными фланцами.
1. Установить антизаклинивающий опорный фланец (f) на шпинделе (r), таким образом, чтобы приподнятый центр
прилегал к диску. Проверьте, чтобы вырез опорного фланца был посажен на фаски шпинделя (для чего прижмите
и прокрутите фланец перед посадкой диска (ов).
2. Разместите диск на опорном фланце, (с установкой диска на приподнятом центре опорного фланца).
3. Удерживая в нажатом положении кнопку блокировки шпинделя, навернуть прижимную гайку (g) на шпиндель.
Если толщина устанавливаемого диска превышает 3,17 мм (1/8д.), разместите резьбовую прижимную гайку на шпинделе
таким образом, чтобы приподнятый центр прилегал к центру диска (Рис.7А). Если толщина устанавливаемого диска
составляет 3,17 мм (1/8д.) или менее, разместите резьбовую прижимную гайку на шпинделе таким образом, чтобы
приподнятый центр не располагался на центре диска (Рис.7В).
4. Удерживая в нажатом положении кнопку блокировки шпинделя затянуть прижимную гайку с помощью гаечного
ключа.
5. Для снятия диска, нажать кнопку блокировки шпинделя и ослабить резьбовую прижимную гайку с помощью
гаечного ключа.
ПРИМЕЧАНИЕ: Если диск после затяжки прижимной гайки прокручивается, проверьте как сориентирована резьбовая
прижимная гайка. При использовании прокладочного элемента для посадки тонкого диска (устанавливается на
прижимной гайке), то он будет прокручиваться так как высота прокладочного элемента не позволит прижимной гайке
удерживать диск.
ПОВЕРХНОСТНОЕ ШЛИФОВАНИЕ (ЗАЧИСТКА) ШЛИФОВАЛЬНЫМИ ДИСКАМИ
1. Перед тем, как коснуться инструментом обрабатываемой поверхности дождитесь перехода инструмента в режим
полной скорости вращения.
2. Усилие прижима инструмента к обрабатываемой поверхности должно быть минимальным, с тем, чтобы инструмент
работал на высоких оборотах. Чем выше скорость инструмента, тем выше эффективность шлифования (зачистки).
3. Обработку поверхности выполняйте таким образом, чтобы угол между инструментом и поверхностью составлял 20-30°.
4. Во избежание образования неровностей обрабатываемой поверхности, выполняйте шлифование перемещая инструмент
вперед-назад
5. Убрать инструмент от поверхности заготовки и только после этого выключить. Перед тем как положить его на
поверхность дождитесь полной остановки диска.
ТОРЦЕВОЕ ШЛИФОВАНИЕ (ЗАЧИСТКА) ШЛИФОВАЛЬНЫМИ ДИСКАМИ
ПРЕДУПРЕЖДЕНИЕ: Диски, используемые для отрезания и торцевой зачистки могут ломаться или вызывать
«подбрасывание» инструмента если их наклонять или перекручивать во время использования инструмента для
отрезания или глубокой зачистки (в выемках). Для снижения риска серьезной травмы ограничьте использование
данных дисков со стандартным ограждением Типа 27 и применяйте их только для выполнения неглубоких отрезов и
«зарезки» [менее 13 мм (1/2 дюйма) глубиной]. Открытая сторона ограждения должна быть обращена в обратную
от оператора сторону. Для выполнения более глубоких надрезов отрезным диском Типа 1 используйте ограждение
закрытого типа (Тип 1).
1. Перед тем, как коснуться инструментом обрабатываемой поверхности дождитесь перехода инструмента в режим
полной скорости вращения.
2. Усилие прижима инструмента к обрабатываемой поверхности должно быть минимальным, с тем, чтобы инструмент
работал на высоких оборотах. Чем выше скорость инструмента, тем выше эффективность шлифования (зачистки).
3. Станьте так, чтобы открытая сторона диска была направлена в обратную от вас сторону.
4. После начала отрезки и сформирования надреза в заготовке не изменяйте угол отрезки. Изменение направления
угла (линии) отрезки вызовет искривление диска, что может повлечь за собой его разрушение. Диски для торцевой
шлифовки не рассчитаны на выдерживание боковых усилий, создаваемых при их искривлении.
5. Убрать инструмент от поверхности заготовки и только после этого выключить. Перед тем как положить его на
поверхность дождитесь полной остановки диска.
ПРЕДУПРЕЖДЕНИЕ: Не используйте диски, используемые для отрезания и торцевой зачистки для поверхностной
зачистки так как они не рассчитаны на выдерживание боковых усилий, создаваемых при их искривлении.
Невыполнение этого условия может стать причиной разрушения диска и серьезного травмирования персонала.
ПОВЕРХНОСТНОЕ ШЛИФОВАНИЕ НАЖДАЧНЫМИ ПОЛИРОВАЛЬНЫМИ ДИСКАМИ
1. Перед тем, как коснуться инструментом обрабатываемой поверхности дождитесь перехода инструмента в режим
полной скорости вращения.
2. Усилие прижима инструмента к обрабатываемой поверхности должно быть минимальным, с тем, чтобы инструмент
работал на высоких оборотах. Чем выше скорость инструмента, тем выше эффективность шлифования (зачистки).
3. Обработку поверхности выполняйте таким образом, чтобы угол между инструментом и поверхностью составлял 5-10°.
4. Во избежание образования неровностей обрабатываемой поверхности, выполняйте шлифование перемещая
инструмент вперед-назад
5. Убрать инструмент от поверхности заготовки и только после этого выключить. Перед тем как положить его на
поверхность дождитесь полной остановки диска.
МОНТАЖ ОПОРНЫХ ПРОКЛАДОК ПОД ШЛИФОВАЛЬНЫЙ ДИСК (РИС. 8)
ПРЕДУПРЕЖДЕНИЕ: Для уменьшения риска серьезного травмирования перед выполнением регулировок, а также перед
снятием/установкой принадлежностей или оснастки, выключите инструмент и снимите с него аккумулятор.
ПРИМЕЧАНИЕ: При работе с наждачным полировальным кругом защитное ограждение можно снять.
ВНИМАНИЕ: Для работы со шлифовальными дисками, дисками из набора связанных абразивных листов, проволочными
щетками или дискообразными проволочными щетками защитное ограждение должна быть восстановлено.
1. Установите или навернуть по резьбе (в зависимости от конструкции) опорную прокладку (t) на шпиндель.
2. Установите шлифовальный диск (u) на опорную прокладку (t).
3. Удерживая в нажатом положении фиксатор шпинделя, наверните прижимную гайку (v) на шпиндель, ориентируя
втулку с приподнятой фаской (на прижимной гайке) таким образом, чтобы она расположилась по центру шлифовального
диска и опорной прокладки.
4. Затяните прижимную гайку от руки. Далее удерживайте в нажатом положении кнопку блокировки шпинделя
прокручивайте шлифовальный диск до тех пор, пока шлифовальный диск и прижимная гайка не войдут в плотное
зацепление.
5. Для снятия диска, захватите и проверните прижимную гайку шлифовальный диск удерживая при этом в нажатом
состоянии кнопку блокировки шпинделя.
ИСПОЛЬЗОВАНИЕ ОПОРНЫХ ПРОКЛАДОК ПОД ШЛИФОВАЛЬНЫЙ ДИСК
Выберите диски с абразивом в соответствии с выполняемыми работами. Шлифовальные диски предлагаются с различным
типом зерна. Более крупное зерно обеспечивает ускоренное шлифование, но более грубо отделанную поверхность. Более
мелкое зерно обеспечивает более медленное шлифование, но более гладко отделанную поверхность. Начинайте работу с
использованием дисков с более крупным абразивным зерном – оно обеспечит быстрое грубое шлифование обрабатываемого
материала. Далее продолжайте обработку диском с абразивом средней крупности и для чистовой шлифовки используйте
абразив с мелким зерном.
Грубый зерно 16 – 30
Средний зерно 36 – 80
Чистовая шлифовка зерно 100 – 120
Завершающая шлифовка зерно 150 – 180
1. Перед тем, как коснуться инструментом обрабатываемой поверхности дождитесь перехода инструмента в режим полной
скорости вращения.
2. Усилие прижима инструмента к обрабатываемой поверхности должно быть минимальным, с тем, чтобы инструмент
работал на высоких оборотах. Чем выше скорость инструмента, тем выше эффективность шлифования.
3. Обработку поверхности выполняйте таким образом, чтобы угол между инструментом и поверхностью составлял
5-15°. Площадь поверхности с которой должен соприкасаться шлифовальный диск должна составлять примерно 25,4 мм (1 д.).
4. Во избежание образования прожогов и круговых следов на обрабатываемой поверхности, выполняйте шлифование
перемещая инструмент вперед-назад. Оставляя работающий инструмент на одном месте (без перемещения) или совершая
им кругообразные перемещения вы способствуете образованию «пережогов» и круговых следов на обрабатываемой
поверхности.
5. Убрать инструмент от поверхности заготовки и только после этого выключить. Перед тем как положить его на
поверхность дождитесь полной остановки диска.
Меры предосторожности при удалении старой краски
1. Удаление шлифованием краски, содержащей свинец НЕ РЕКОМЕНДУЕТСЯ из-за проблем с контролем за
распространением вредной пыли. Наибольшую опасность отравление свинцом представляет для детей и беременных
женщин.
2. Так как определить без химического анализа содержит ли краска свинец или нет сложно, мы рекомендуем при
удалении любого типа краски принять нижеуказанные меры предосторожности.
МЕРЫ ЛИЧНОЙ БЕЗОПАСНОСТИ
1. Дети и беременные женщины не должны входить в зону где производится удаление старой краски шлифованием
до полной уборки (по завершении работ).
2. Все люди, входящие в зону, где выполняются работы должны надевать респиратор. Фильтр респиратора должен
заменяться ежедневно или по мере того, как работник будет испытывать затруднения с дыханием
ПРИМЕЧАНИЕ: При удалении красок, содержащих свинец, присутствующих в порошкообразной форме или в форме
мелких частиц необходимо использовать только специальные респираторы (защищающие от свинца). Обычные
малярные респираторы такой защиты не обеспечивают. По вопросам приобретения респираторов, утвержденных
N.I.O.S.H. (Национальным институтом по охране труда и промышленной гигиене), обратитесь к своему местному
дилеру, занимающемуся продажей технических средств (защиты).
3. Во избежание проглатывания ядовитых компонентов краски в организм не разрешается ПРИНИМАТЬ ПИЩУ,
ПИТЬ ВОДУ или КУРИТЬ в месте выполнения работ. Рабочие перед приемом пищи, воды, курением должны
вымыться и счистить следы краски. В зоне производства работ нельзя держать пищу, воду, сигареты – на них
может осесть вредная пыль.
МЕРОПРИЯТИЯ В РАМКАХ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
1. Удаление краски должно выполнятся таким образом, чтобы минимизировать образование пыли.
2. Зоны, где производятся удаления краски должны быть герметично изолированы пластиковыми пленками,
толщиной в 4 миля.
3. Зачистка должна выполняться таким образом, чтобы в максимально возможной степени снизить уровень пыли
от краски за пределами рабочей зоны.
ОЧИСТКА И УДАЛЕНИЕ (ОТХОДОВ)
1. Все поверхности в зоне работ должны ежедневно убираться с применением пылесоса и тщательно очищаться
на всем протяжении работ. Замена мешочных фильтров в пылесосах должна производиться регулярно.
2. Защитная одежда из пластика должна собираться и утилизироваться вместе с пылью и прочим сопутствующим
мусором. Все это должно собираться в плотно закрывающиеся контейнеры для мусора и утилизироваться в рамках
обще установленных процедур по сбору мусора. Во время работ по очистке непосредственной зоны производства
работ все дети и беременные женщины должны быть из нее удалены.
3. Все детские игрушки, предметы моющейся мебели и утвари перед повторным их использованием должны
подвергаться тщательной мойке.
Установка и использование проволочных щеток и проволочных дисков
Чашеобразные проволочные щетки и проволочные диски наворачиваются непосредственно на шпиндель
шлифовальной машинки без использования фланцев. Используйте только проволочные щетки оснащенные
резьбовой втулкой М14. При работе с проволочными щетками и дисками должно использоваться защитное
ограждение Типа 27.
ВНИМАНИЕ: Для предупреждения травмирования, надевайте защитные перчатки при работе с проволочными
щетками и дисками. Они могут быть острыми.
ВНИМАНИЕ: Для снижения риска разрушения инструмента, диск или щетка не должны касаться ограждения в
процессе эксплуатации инструмента или в смонтированном положении. Это может привести к невидимому
разрушению оснастки, и последующему разлету деталей щетки с ее монтажного диска или чашки.
МОНТАЖ ПРОВОЛОЧНЫХ ЧАШЕ ОБРАЗНЫХ ЩЕТОК И ПРОВОЛОЧНЫХ ДИСКОВ
ПРЕДУПРЕЖДЕНИЕ: Для уменьшения риска серьезного травмирования перед выполнением регулировок, а
также перед снятием/установкой принадлежностей или оснастки, выключите инструмент и снимите с него
аккумулятор.
1. Навернуть (по резьбе) диск на шпиндель от руки.
2. Нажать кнопку блокировки шпинделя и с помощью гаечного ключа затянуть ступицу проволочного диска
или щетки.
3. Для снятия диска выполнить эту процедуру в обратной последовательности.
ВНИМАНИЕ: Для снижения риска разрушения инструмента, перед его включением убедиться в надежной
посадке на нем втулки диска.
ПРИМЕНЕНИЕ ПРОВОЛОЧНЫХ ЧАШЕОБРАЗНЫХ ЩЕТОК И ПРОВОЛОЧНЫХ ДИСКОВ
Проволочные диски и щетки могут применяться для удаления ржавчины,отложений и краски, а также для
шлифовки неровных поверхностей.
ПРИМЕЧАНИЕ: При удалении старой краски проволочными щетками должны приниматься те же меры
предосторожности, что и при удалении ее наждачными дисками. См. Меры предосторожности при удалении
старой краски наждачными дисками.
1. Перед тем, как коснуться инструментом обрабатываемой поверхности дождитесь перехода инструмента в
режим полной скорости вращения.
2. Усилие прижима инструмента к обрабатываемой поверхности должно быть минимальным, с тем, чтобы
инструмент работал на высоких оборотах. Чем выше скорость инструмента, тем выше эффективность шлифования.
3. Обработку поверхности выполняйте таким образом, чтобы угол между инструментом и поверхностью (при
работе с проволочными чашеобразными щетками) составлял 5-10°. Площадь поверхности с которой должен
соприкасаться шлифовальный диск должна составлять примерно 25,4 мм (1 д.).
4. При работе с проволочными дисками обеспечивайте постоянный контакт между кромкой диска и обрабатываемой
поверхностью.
5. Во избежание образования неровностей на обрабатываемой поверхности, выполняйте шлифование перемещая
инструмент вперед-назад. Оставляя работающий инструмент на одном месте (без перемещения) или совершая
им кругообразные перемещения вы способствуете образованию «пережогов» и круговых следов на обрабатываемой
поверхности.
6. Убрать инструмент от поверхности заготовки и только после этого выключить. Перед тем как положить его на
поверхность дождитесь полной остановки диска.
ВНИМАНИЕ: При обработке кромок проявляйте повышенную осторожность из-за возможности резкого смещения (ухода)
инструмента.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Приобретенный вами инструмент DEWALT предназначен для длительной эксплуатации при минимальном техническом
обслуживании. Продолжительная и удовлетворительная работа инструмента обусловлена надлежащим уходом и
регулярной его очисткой.
Смазка
Данный инструмент не требует какой-либо смазки.
ВНИМАНИЕ: Во избежание выхода из строй инструмента не производите его смазку
Очистка
• Перед тем как приступить к очистке с помощью мягкой ткани отсоедините зарядное устройство от сети.
• Перед очисткой электроинструмента необходимо снять с него аккумулятор.
• Вентиляционные отверстия в корпусе не должны быть засорены, для очистки корпуса использовать мягкую ткань.
Дополнительные принадлежности
ПРЕДУПРЕЖДЕНИЕ: Так как вспомогательная оснастка (кроме той, которую предлагает компания DEWALT) не была
опробована с данным изделием, использование ее с этим инструментом может представлять опасность. Для
устранения риска несчастных случаев с данным изделием необходимо использовать только принадлежности,
рекомендованные DEWALT.
ПРЕДУПРЕЖДЕНИЕ: Используемая оснастка должна как минимум, рассчитана на эксплуатацию при скоростях, указанных
на паспортной табличке инструмента. Эксплуатация дисков и прочей оснастки на скоростях, превышающих те, на
которые они рассчитаны могут привести к их разлету и несчастным случаям. Резьбовая оснастка должна быть
снабжена внутренней втулкой М14. Диаметр посадочного отверстия каждого элемента оснастки без резьбы должен
составлять 22,2 мм (7/8 д.). Если диаметр этого отверстия не соответствует этому значению, то оснастка может быть
предназначена для установки на циркулярной пиле. Оснастка должна быть рассчитана на эксплуатацию при скоростях,
превышающих указанные на паспортной табличке инструмента. Важное значение имеет правильный подбор защитного
ограждения, опорных подкладок и фланцев, используемых с оснасткой шлифовальной машинки. За дополнительной
информацией о разрешенной к использованию оснастке обращайтесь к своему дилеру.
Защита окружающей среды
Раздельный сбор отходов (по видам). Этот продукт должен утилизироваться отдельно от стандартных бытовых отходов.
Если однажды выяснится, что имеющееся у вас изделие DEWALT следует заменить на новое, или оно вам более не требуется
утилизируйте его отдельно от обычного бытового мусора. Подготовьте данное изделие для раздельной утилизации (по
видам отходов).Система раздельного сбора отработанных изделий и упаковочных материалов позволяет
перерабатывать их и использовать повторно. Повторное использование утилизируемых материалов позволяет снизить
нагрузку на экологию и сократить потребности в сырье. Местные нормативы могут содержать положения о раздельном
сборе электротехнических изделий частных домовладельцев на муниципальных свалках или сборе их местным розничным
торговцем при покупке нового изделия. Компания DEWALT предлагает услуги по сбору и вторичной переработке изделий
DEWALT, отслуживших свой срок эксплуатации. Для того чтобы воспользоваться этими услугами, просим возвратить
ваше изделие любому авторизованному представителю по ремонту, который занимается данным вопросом от нашего имени.
Для того, чтобы узнать местонахождения вашего ближайшего авторизованного представителя по ремонту, вы можете
обратиться в свой местный офис DEWALT по адресу, указанному в данном руководстве. Альтернативно, перечень
авторизованных представителей DEWALT по ремонту, а также подробные сведения по предлагаемым нами услугам в
рамках послепродажной технической поддержки размещены в интернете по адресу: www.2helpU.com
Перезаряжаемая аккумуляторная батарея
Данная аккумуляторная батарея, предназначенная для долговременной эксплуатации должна заменяться (в тексте
подзаряжаться) после того, как инструмент перестанет выполнять работу с которой легко справлялся раннее. По завершении
технического срока службы батарея подлежит утилизации в соответствии с требованиями природоохранных нормативов:
• Полностью «выработать» аккумулятор, после чего отсоединить его от электроинструмента.
• Элементы NiCd и NiMH батарей пригодны для повторного использования после переработки. Отправьте их
своему дилеру или на местный пункт переработки. Собранные таким образом аккумуляторы будут надлежащим
образом переработаны или отправлены для захоронения. Непригодный к дальнейшему использованию инструмент
Отправьте ваше изделие любому авторизованному представителю компании DeWalt по ремонту, который осуществит его
утилизацию с учетом требований по защите окружающей среды.
Декларация о соответствии по директиве ЕС DC415, DЕ9000
DEWALT заявляет, что данный инструменты и зарядные устройства были спроектированы в соответствии с нормами: 73/23/ЕЕС,
89/336/EC, 98/37/EC, EN 60745-1, EN 50144- 2-3, EN 60335-2-29, EN 55014-2, EN 55014-1, EN 61000-3-2, EN 61000-3-3.
За дополнительной информацией просим обращаться в компанию DEWALT по нижеуказанному адресу или обратиться к
исходным данным, приведенным на заднем развороте данного руководства.
Звуковое давление (LpA) 79 дБ(А)
Акустическая мощность (LWA) 90 дБ(А)
Взвешенное RMS (среднекв.) значение ускорения 5,8 м/с2
Погрешность по звуковому давлению (KpA) 3 дБ(А)
Погрешность по акустической мощности (KWA) 3 дБ(А)
Директор, технический отдел и Разработка Изделий Хорст Гроссман DEWALT, Richard-Klinger-Strasse 11D-65510, Idstein, Германия
01/2007
ОБЩИЕ ТРЕБОВАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
– ДЛЯ ВСЕХ ИНСТРУМЕНТОВ, РАБОТАЮЩИХ ОТ АККУМУЛЯТОРНОЙ БАТАРЕИ
ПРЕДУПРЕЖДЕНИЕ! Обязательно ознакомьтесь с данными инструкциями. Невыполнение приведенных далее инструкций
может стать причиной поражения электрическим током, пожара и/или получения серьезной травмы.
СОХРАНЯЙТЕ ЭТИ ИНСТРУКЦИИ ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ В ЗОНЕ РАБОТ
• Рабочее место должно содержаться в чистоте и быть хорошо освещенным. Загроможденные (посторонними
предметами) верстаки и плохое освещение создают предпосылки к происшествиям.
• Не допускается эксплуатация электроинструмента во взрывоопасных атмосферах/средах, например, при наличии в
атмосфере горючих жидкостей, газов или пыли. При работе электроинструмента образуются искры, которые могут
привести к воспламенению пыли или горючих паров.
• Все дети и посторонние лица и посетители не должны находиться в зонах, в которых выполняются работы
электроинструментом. Отвлекающие вас от работы моменты могут привести к потере контроля (над выполняемой работой).
ЭЛЕКТРОБЕЗОПАСНОСТЬ
• Бережно обращайтесь с электрошнуром. Не допускается использовать его для переноски, перетаскивания электроинструмента,
или тянуть за шнур для отключения его от сети. Шнур должен располагаться вдали от источников тепла, масел, вдали от
острых кромок или движущихся деталей. Поврежденные электрошнуры подлежат немедленной замене. Поврежденный
шнур может стать причиной пожара.
• Для зарядки инструмента с встроенный аккумулятором или для зарядки отдельного аккумулятора должно применяться
только специально предусмотренное (для данного типа аккумулятора) зарядное устройство. Зарядное устройство,
предназначенное для зарядки аккумуляторов одного типа может представлять собой угрозу возникновения пожара, если его
использовать для зарядки батарей другого тип.
• Аккумуляторный электроинструмент должен эксплуатироваться только с батареей специально указанного типа.
Использование не предусмотренных аккумуляторов может привести к пожару.
МЕРЫ ЛИЧНОЙ БЕЗОПАСНОСТИ
• При работе с электроинструментом будьте внимательны, следите за тем, что вы делаете и выполняйте общие меры
предосторожности, диктуемые здравым смыслом. Не работайте электроинструментом если вы устали, или находитесь
под воздействием наркотических, медицинских средств или алкоголя. Отвлечение внимания от работы даже на очень
короткое время может привести к травмам.
• Одевайтесь соответствующим образом. Не надевайте просторную одежду или ювелирные изделия. Работайте таким
образом, чтобы волосы, одежда и перчатки не находились рядом с движущимися механизмами. Слишком свободная
одежда, ювелирные украшения или длинные волосы могут быть захвачены в движущихся частях инструмента. Воздушные
вентиляционные отверстия всегда закрывают движущиеся компоненты – следует избегать попадания в них волос и т.п.
• Принять меры к тому, чтобы исключить случайное (произвольное) включение инструмента. Перед тем, как вставить
вилку в розетку, убедитесь что выключатель электроинструмента установлен в выключенном положении. Переноска
инструмента таким образом, что палец находится на пусковой кнопке, а также установка аккумулятора в инструмента при
установленном в положение «включено» выключателе создает предпосылки к несчастным случаям.
• Перед включением инструмента, убедиться, что все регулировочные приспособления а также ключи с него сняты.
Оставленный на вращающейся части инструмента гаечный ключ или регулировочное приспособление может
привести к травме.
• Избегайте перенапряжения (корпуса) при работе с инструментом. Обеспечьте постоянную надежную опору и
поддержание равновесия. Это позволит лучше контролировать электроинструмент в непредвиденных ситуациях.
• Применяйте средства индивидуальной защиты. Постоянно работайте в защитных очках. Ношение респираторов,
нескользящей защитной обуви, каски или средств защиты органов слуха (в зависимости от конкретной ситуации)
позволят снизить риск получения травм.
ЭКСПЛУАТАЦИЯ ЭЛЕКТРОИНСТРУМЕНТА И УХОД ЗА НИМ
• Для фиксации и упора обрабатываемой детали на устойчивом основании используйте прижимные приспособления или
иные практичные средства. Удержание заготовки в руках или использование тела в качестве упора может привести к
потере контроля над ситуацией.
• Не «перегружайте» электроинструмент. Мощность инструмента должна соответствовать конкретной выполняемой
работе. Правильно подобранный по мощности инструмент лучше и с большей безопасностью справится с работой в том
режиме, для которого он предназначен.
• Не работайте с инструментом, выключатель которого не переключается в положение включено-выключено. Все
электроинструменты, работа которых не может управляться из-за неисправности переключателя, представляют опасность
и должны быть отремонтированы.
• Перед выполнением регулировок, заменой оснастки или перед отправкой электроинструмента на хранение необходимо
отсоединить аккумулятор или установить переключатель в положение блокировки или «выключено». Профилактическая
мера такого рода позволяет исключить вероятность специального включения электроинструмента.
• Хранить электроинструмент следует в местах, не доступных детям, не допускайте к эксплуатации электроинструмента
лиц, не знакомых с правилами его эксплуатации. Электроинструмент в руках не обученных пользователей представляет
собой источник опасности.
• Неиспользуемый аккумулятор должен храниться отдельно от металлических предметов, таких как бумажные скрепки,
монеты, ключи, гвозди, винты или прочих малоразмерных металлических предметов, которые могут взаимно «закоротить»
выводы аккумуляторной батареи. Взаимное «закорачивание» выводов батареи может привести к образованию искр,
ожогам или пожару.
• Обеспечьте надлежащий уход за своим инструментом. Режущий электроинструмент должен быть заостренным и чистым.
Правильно подготовленный режущий инструмент с достаточно острой режущей кромкой менее подвержен «заеданию» и
более прост в управлении.
• Принимайте меры к выявлению всех перекосов, взаимных зацеплений движущихся компонентов друг с другом,
повреждений компонентов и всех прочих нарушений, которые могут отрицательно отразиться на эксплуатации
электроинструмента. Получивший повреждения электроинструмент должен быть перед дальнейшей его эксплуатацией
быть отремонтирован. Причиной многих происшествий является ненадлежащее техническое обслуживание, уход за
инструментом.
• Сам инструмент, вспомогательные принадлежности и оснастка электроинструмента и т.п. должны использоваться с
соблюдением положений данной инструкции, а также только с тем типом инструмента, для которого они предназначены,
при этом должны учитываться условия и характер выполняемых работ. Использование электроинструмента
для выполнения работ для которых он не предназначен может привести к созданию опасных ситуаций.
СЕРВИСНОЕ ОБСЛУЖИВАНИЕ
• Сервисное обслуживание вашего электроинструмента должно производиться квалифицированными специалистами
по ремонту. Сервисное или техническое обслуживание выполняемое неквалифицированным персоналом может стать
причиной несчастного случая.
• При проведении сервисного обслуживания необходимо использовать только оригинальные запасные части. Обеспечьте
выполнение инструкций, приводимых в разделе Техническое обслуживание данного руководства. Использование
не «оригинальных» запасных частей или невыполнение инструкций, приведенных в главе Техническое обслуживание
может стать причиной поражения электрическим током или несчастного случая.
Дополнительные инструкции по мерам безопасности при обращении с Аккумуляторными батареями
ПРЕДУПРЕЖДЕНИЕ: Опасность пожара! Исключить возможность взаимного «закорачивания» выводов снятого
аккумулятора мелкими металлическими деталями. Не отправляйте аккумулятор для хранения и не переносите его
предварительно не одев крышку для защиты контактных выводов.
• Жидкость, используемая в аккумуляторной батарее представляет собой 25-30-ти процентный раствор гидроокиси
калия, который может оказать вредное воздействие. При попадании его на кожу немедленно смыть водой. Нейтрализовать
пораженное место слабой кислотой, типа лимонным соком или уксусом. При попадании в глаза промывать большим
количеством чистой воды по меньшей мере в течение 10 минут. Обратиться за медицинской помощью.
• Ни под каким предлогом не пытайтесь вскрыть аккумуляторную батарею.
• Перед тем как вставить аккумулятор в зарядное устройство убедитесь, что он сухой и чистый.
• Для зарядки аккумуляторов Li-ion (ионно-литиевых) DEWALT использовать только зарядные устройства, предназначенные
для зарядки ионно-литиевых батарей.
• Никогда не использовать шнур для переноски зарядного устройства. Не тянуть за шнур для того, чтобы вытянуть
вилку из розетки. Электрошнур не должен располагаться вблизи от источников тепла, острых кромок; не допускать
попадания на него маслопродуктов.
• Замена поврежденного или дефектного электрошнура должна производиться только уполномоченным представителем
компании DEWALT по ремонту. Не пытайтесь выполнить ремонт самостоятельно.
• Зарядное устройство не должно подвергаться воздействиям влажных или мокрых сред.
• Не разрешается зарядка влажных аккумуляторов (невысушенных).
• Производите зарядку только тех аккумуляторов, зарядка которых (данным зарядным устройством) предусмотрена.
Не пытайтесь заряжать батареи, зарядка которых не предусмотрена.
• Ни под каким предлогом не пытайтесь вскрыть аккумуляторную батарею.
• Утилизация аккумуляторов должна производиться в строгом соответствии с инструкциями, приведенными на заднем
развороте данного руководства.
• В период, когда инструмент не используется аккумуляторы и зарядные устройства должны храниться в сухом
месте, не доступном детям.
Транспортировка
Аккумуляторы Li-Ion (ионно литиевые) DEWALT отвечают требованиям всех применимых нормативов для испытаний,
содержащихся в Руководстве UN по Испытаниям и Критериям (ST/SG/ AC.10.11/Ред.3 Часть III, Подраздел 38.3),
указанных в Перечне Рекомендаций UN по Транспортировке Опасных материалов.
• Аккумуляторы снабжены эффективной защитой от создания внутренних избыточных давлений и короткого замыкания.
• Приняты надлежащие меры конструктивного характера, для предупреждения разрушения и создания опасных встречных
токов.
• Эквивалентная концентрация лития ниже применимых предельно допустимых значений. Аккумуляторы Li-Ion (ионно
литиевые) DEWALT исключены из национальных и международных нормативов, регламентирующих обращение с опасными
изделиями. Вместе с тем, данные нормативы применимы в случаях перевозки нескольких аккумуляторов в одной партии.
• Во избежание короткого замыкания, убедитесь, что аккумуляторы упакованы для перевозки в соответствии с требованиями
упоминаемых выше нормативов, регламентирующих перевозку опасных изделий.
Рекомендации по хранению
1. Наилучшим местом хранения является прохладное сухое место, не подверженное прямому солнечному воздействию,
чрезмерно высоким и низким температурам.
2. Длительное хранение никак не отражается на аккумуляторе или зарядном устройстве. При соблюдении условий, сроки
хранения составляют 5 лет и более.
Дополнительные специальные инструкции по мерам безопасности
a) Данный электроинструмент предназначен для использования в качестве приспособления для зачистки, шлифовки,
обработки поверхностей проволочной щеткой, полировки и отрезки. Ознакомьтесь со всеми мерами безопасности,
инструкциями, рисунками и техническими условиями, содержащимися в руководствах к данному инструменту.
Невыполнение приводимых ниже инструкций может привести к поражению электрическим током и/или серьезной травме.
b) Использование каких-либо иных приспособлений (оснастки), кроме специально сконструированных или
рекомендованных изготовителем инструмента не допускается. Факт возможности закрепления какой-либо оснастки на
вашем инструменте еще не гарантирует безопасности при работе.
c) Номинальная частота вращения оснастки должна быть по меньшей мере равна максимальной частоте вращения,
указанной на электроинструменте. Оснастка, которая эксплуатируется на скоростях, превышающих номинальные
установленные для нее значения может (при работе) разрушиться и разлететься в стороны.
d) Наружный диаметр и толщина вашей оснастки должна подбираться в соответствии с мощностью вашего
электроинструмента. При неправильном подборе оснастки невозможно обеспечить достаточную защиту или управляемость
инструмента.
e) Размер оправки дисков, фланцев, подкладок и иных прочих вспомогательных принадлежностей должен обеспечивать
надежную посадку оснастки на электроинструменте. Оснастка/принадлежности диаметр посадочного отверстия которых не
соответствует размерам монтажных элементов электроинструмента, вызовут разбалансировку, чрезмерные вибрации и
потерю контроля (над инструментом).
f) Не используйте поврежденную оснастку. Перед каждой операцией проверяйте состояние элементов оснастки, таких
как абразивные колеса на отсутствие сколов и трещин, подкладки на отсутствие трещин, повреждений, следов износа,
проволочные щетки на наличие плохо закрепленных или отсутствующих «щетинок». Если вы уронили инструмент или
принадлежность проверьте их на отсутствие следов повреждений или установите неповрежденные элементы оснастки.
После проверки и установки новой оснастки, отодвиньтесь сами и удалите посторонних из зоны, находящейся
в плоскости вращения оснастки и дайте поработать инструменту без нагрузки на максимальной частоте вращения в течение
одной минуты. На протяжении этого времени испытания поврежденная оснастка обычно разваливается .
g) Надевайте средства индивидуальной защиты. В зависимости от характера работ надевайте лицевые защитные щитки,
защитные очки или плотно прилегающие очки. При необходимости, надевайте респираторы, средства защиты
органов слуха, перчатки и слесарные фартуки, обеспечивающие защиту при разлете малых абразивных частиц или стружки
Средства защиты глаз должны обеспечивать защиту от разлетающихся осколков, образующихся в ходе выполнения
различного рода работ. Пылезащитные макси или респираторы должны обеспечивать защиту от мелких проникающих
частиц, образующихся в ходе работ. Продолжительные и очень сильные шумовые воздействия могут вызвать потерю слуха.
h) Не подпускайте посторонних близко к зоне проведения работ. Все работники, входящие в рабочую зону должны иметь
средства индивидуальной защиты. Осколки обрабатываемых деталей или поломанной оснастки могут разлетаться с
причинением травм за границы зоны непосредственного выполнения работ.
i) При выполнении работ в местах возможного попадания режущей оснастки на скрытую электропроводку или на электрошнур
самого инструмента удерживайте его только за изолированные ручки (поверхности). Металлические элементы
электроинструмента при попадании режущей оснастки на провод, находящийся под током, сами могут оказаться под током
и вызвать поражение током оператора.
j) Электрошнур при выполнении работ не должен располагаться вблизи вращающихся деталей. При утере контроля над
инструментом шнур может быть перерезан или захлестнут; при этом ваша рука или кисть может быть «притянута»
к вращающейся оснастке.
k) Не кладите электроинструмент (на поверхность) до полной остановки оснастки. Продолжающее вращаться приспособление
может зацепиться за поверхность (на которую положен инструмент) и как следствие – потере с вашей стороны контроля за
инструментом.
l) Не включайте электроинструмент когда он близко поднесен к вашему телу. Случайное соприкосновение с вращающейся
оснасткой может привести к захвату ею вашей одежды и притягиванию оснастки к телу.
m) Регулярно проводите очистку вентиляционных отверстий электроинструмента. Вентилятор двигателя затягивает пыль
внутрь корпуса, а скапливание внутри заряженных металлических порошкообразных частиц может представлять собой
угрозу с точки зрения электробезопасности.
n) Не эксплуатируйте электроинструмент вблизи от горючих материалов. Образующиеся искры могут стать причиной
возгорания этих материалов.
o) Не используйте оснастки, требующей применения смазочно-охлаждающих жидкостей. Использование воды или иных
охлаждающих жидкостей может стать причиной поражения электрическим током.
ДОПОЛНИТЕЛЬНЫЕ ИНСТРУКЦИИ ПО МЕРАМ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ РАБОТ ПО ЗАЧИСТКЕ ИЛИ
ОТРЕЗКЕ АБРАЗИВНЫМИ ДИСКАМИ
a) Для работы используйте только диски специально рекомендованные для вашего электроинструмента а также
специальные защитные ограждения, в зависимости от размера диска. Отрезные диски, не предназначенные для использования
с данным электроинструментом не могут быть должным образом ограждены и являются небезопасными.
b) Защитное ограждение должно быть надежно зафиксировано на электроинструменте и сориентировано таким образом,
чтобы обеспечивался наивысший уровень защиты и к работнику была обращена как можно меньшая часть диска. Ограждающий
элемент обеспечивает защиту оператора от разлетающихся частей диска при его разрушении и от случайного контакта с диском.
c) Диски должны использоваться только в соответствии с их предназначением. Например не разрешается шлифовка поверхности
какой-либо стороной отрезного диска. Абразивные отрезные диски предназначены для периферийной шлифовки, приложение
боковых нагрузок к данным дискам может стать причиной их раскалывания.
d) Всегда используйте неповрежденные дисковые фланцы, подходящие по форме и по размеру к выбранному вами диску.
Правильно подобранный опорный фланец обеспечивает хорошую фиксацию вашего диска, снижая вероятность его разрушения.
Фланцы для отрезных дисков могут отличаться от фланцев, используемых со шлифовальными дисками.
e) Не используйте стертые диски, раннее уже использованные на более мощных инструментах. Диски, предназначенные для
более мощных инструментов не пригодны для использования в более «оборотистых» инструментах меньшей мощности,
и могут разрушиться. Причины броска инструмента и его предупреждение оператором
• Бросок инструмента является ответной реакцией защемленного, заевшего или разрегулированного диска, проволочной
щетки или полировального диска, заключающейся в неконтролируемом подбросе отрезного инструмента в направлении от
обрабатываемой детали к оператору.
• При плотном защемлении или заедании диска в заготовке, он перестает крутиться, при этом под действием двигательной
реакции инструмент резко подается назад в сторону оператора или от него.
• Бросок инструмента является результатом неправильного обращения с инструментом и/или несоблюдения рабочих
процедур, его можно избежать при выполнении указанных ниже мер предосторожности.
• Надежно удерживайте инструмент обеими руками, располагайте свой корпус и руки таким образом, чтобы вы могли оказать
сопротивление подбрасывающему усилию. Подбрасывающие усилия могут контролироваться работником при
принятии соответствующих мер предосторожности.
• В случае заедания диска, или при остановке отрезания по какой-либо причине, отпустите собачку и удерживайте инструмент
в неподвижном состоянии до полной остановки диска. Никогда не пытайтесь снять инструмент с обрабатываемой детали и не
тяните инструмент на себя во время проворачивания диска – это может привести к его подбросу.
Выясните и устраните причину заедания колеса.
• Во время повторного запуска отрезного инструмента, находящегося в обрабатываемой детали, следите за тем, чтобы
диск не был «захвачен» материалом. Если диск захвачен в обрабатываемой детали, то инструмент может быть «сорван» или
подброшен в момент его запуска.
• Для минимизации риска защемления диска и подбрасывания инструмента крупногабаритные панели должны быть
зафиксированы. Крупные панели имею тенденцию к обвисанию (проседанию) под действием собственного веса. Опоры
должны устанавливаться под обеими концами панели, под линией отреза и под кромками панели.
ДеВОЛТ
гарантийные условия
Уважаемый покупатель!
1. Поздравляем Вас с покупкой высококачественного изделия ДеВОЛТ и выражаем признательность за Ваш выбор.
1.1. Надежная работа данного изделия в течение всего срока эксплуатации - предмет особой заботы наших сервисных
служб. В случае возникновения каких-либо проблем в процессе эксплуатации изделия рекомендуем Вам обращаться
только в авторизованные сервисные организации, адреса и телефоны которых Вы сможете найти в Гарантийном талоне
или узнать в магазине. Наши сервисные станции - это не только квалифицированный ремонт, но и широкий выбор
запчастей и принадлежностей.
1.2. При покупке изделия требуйте проверки его комплектности и исправности в Вашем присутствии, инструкцию по
эксплуатации и заполненный Гарантийный талон на русском языке. При отсутствии у Вас правильно заполненного
Гарантийного талона мы будем вынуждены отклонить Ваши претензии по качеству данного изделия.
1.3. Во избежание недоразумений убедительно просим Вас перед началом работы с изделием внимательно ознакомиться
с инструкцией по его эксплуатации.
2. Правовой основой настоящих гарантийных условий является действующее Законодательство и, в частности, Закон
”О защите прав потребителей”.
3. Гарантийный срок на данное изделие составляет 12 месяцев и исчисляется со дня продажи. В случае устранения
недостатков изделия, гарантийный срок продлевается на период, в течение которого оно не использовалось.
4. Производитель рекомендует проводить периодическую проверку изделия на сервисной станции.
5. В течение 12 месяцев со дня продажи производитель гарантирует бесплатную проверку изделия и рекомендации
по замене нормально изнашиваемых частей.
6. Срок службы изделия - 5 лет (минимальный, установленный в соответствии с Законом ”О защите прав потребителей”).
7. Наши гарантийные обязательства распространяются только на неисправности, выявленные в течение гарантийного
срока и обусловленные производственными или конструктивными факторами.
8. Гарантийные обязательства не распространяются:
8.1. На неисправности изделия, возникшие в результате:
8.1.1. Несоблюдения пользователем предписаний инструкции по эксплуатации изделия.
8.1.2. Механического повреждения, вызванного внешним ударным или любым иным воздействием.
8.1.3 Применения изделия не по назначению.
8.1.4. Стихийного бедствия.
8.1.5. Неблагоприятных атмосферных и иных внешних воздействий на изделие, таких как дождь, снег, повышенная
влажность, нагрев, агрессивные среды, несоотв