Циклевание полов
С помощью циклевания можно устранить все неровности покрытия, удалить глубокие загрязнения пола, выбоины и царапины, образовавшиеся при настилке полов.
Паркет имеет достаточную толщину (минимум 4 мм), так что его можно спокойно циклевать до 3—4 раз, а половую доску - тем более. Штучный паркет (старые покрытия набраны в основное из него) имеет толщину около 22 мм.
Циклевание можно производить вручную или специальной машиной. Циклевание должно оставить после себя ровную и гладкую поверхность.
Основной инструмент для ручной циклевки - цикля, которая предназначена для более тонкой обработки пола. Ручные цикли бывают на коротких и длинных ручках. Нужно отметить, что работа очень трудоемкая и требует специальных навыков. Работать циклей на длинной ручке легче, но качество обработки, как правило, "ручается хуже, чем при работе циклей на короткой ручке.
Стружку нужно снимать вдоль волокна каждой планки. Перед циклеванием пол нужно слегка увлажнить, чтобы верхний слой дерева стал мягче и легче снимался.
Формы лезвий для цикли могут быть самыми различными. Лучше всего перед каждым новым применением инструмента затачивать его лезвия.
Если покрытие пришивалось гвоздями сверху, то их предварительно все добивают (утапливают). Циклевку ведут перекрывающими друг друга полосами (на рабочую ширину машины) от центра к стенам. Так будут устранены все значительные неровности, повреждения, старая краска, лак и загрязнения.
Старый
паркет циклюют перекрывающимися полосами, проходя каждую туда и обратно. Машину ведут непрерывно и равномерно. Однако нужно учитывать то, что при машинной обработке участки у стен и угловые сектора остаются недосягаемыми, и их надо доработать электрорубанком или же циклей. Направление движения циклевальной машины при работе показано на рисунке.
Грубой шкуркой на тканевой основе основательно дорабатывают края и сами углы.
По окончании циклевания пол должен быть подметен и пропылесосен. Отсутствие пыли является гарантией для идеального лакового покрытия.
Шпатлевание
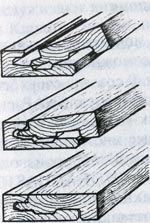
Необходимо проследить, чтобы между планками или досками паркета не было щелей. Щели устраняются специальными шпатлевками для дерева (цвет шпатлевки подбирается под цвет дерева). Шпатлевку можно изготовить и самостоятельно при помощи деревянных опилок и лака (или клея). Четыре части опилок надо смешать с одной частью лака или клея. Смешивание происходит до получения густой пасты.
Чтобы получить заполнитель для крупных трещин, пыль и мешка циклевальной машины и паркетный клей смешивают. Большие трещины и щели между половицами сначала заливают заполнителем. Затем большим шпателем заделывают всю поверхность.
Шпатлевка наносится так, чтобы она заполнила щель на всю глубину (мелкие щели можно не заделывать — они заполняются лаком в ходе последующей лакировки). Затем эти места обрабатываются мелкозернистой шкуркой.
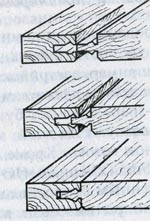
Если глубина щели более 5 мм, то в нее делают вставку из такого же дерева. Ее вгоняют деревянным молотком, используя паркетный клей . После высыхания клея рекомендуется полностью прошпатлевать всю поверхность пола жидко разведенной шпатлевкой и отшлифовать.
Очень тяжело заделывать щели вокруг всевозможных труб. Для этого можно использовать набор герметиков.
Со временем на идеально уложенном напольном покрытии из массивной доски высокого качества все равно появляются щели, являющиеся результатом естественного движения древесины. Чтобы избежать рассыхания массивной доски, обязательно нужно поставить в помещении увлажнитель воздуха.
Появившиеся щели можно убрать с помощью декоративной шпатлевки разного цвета. Шпатлевка должна быть на водной основе, ее можно использовать для полов, покрытых лаком и маслом.
Шлифование
При шлифовании нужно соблюдать некоторые рекомендации.
Так, например, величина зерна шлифовальной ленты зависит от состояния пола и определяется в каждом конкретном случае.
Ряд зернистости по DIN 69176 в порядке убывания размера зерна выглядит следующим образом: 12, 16, 20, 24, 30, 36, 40, 50, 60, 80,100,120,150, 180, 200. Крупнозернистая лента, по 36 включительно, используется преимущественно для очистки старого паркетного пола от лака и сильного загрязнения.
Шлифование новых полов лучше всего начинать лентой с зернистостью 40—60. Более высокая зернистость используется исключительно для удаления следов грубого шлифования.
Шлифовку нужно начинать с мелкозернистой ленты, которая позволяет убрать все неровности паркета. При этом не рекомендуется перешагивать более чем через одно значение зернистости.
Как правило, процесс шлифования каждым номером зернистости ленты происходит в двух взаимно перпендикулярных направлениях под углом 45° к волокнам дерева. В ряде случаев необходим еще один проход — по линии света.
Заканчивается шлифование лентой с размером зерна 100-120.
Тонкую шлифовку пола можно выполнять ротационной шлифовальной машиной с медленно вращающейся рабочей плитой. При этом необходимо следить за тем, чтобы шлифовальная плита машины всегда располагалась плоско.
Для обработки участков пола в углах и у стен можно использовать дрель, имеющую специальную насадку, представляющую собой закрепленную на барабане абразивную ленту. При работе с такой насадкой надо быть внимательным, так как при неравномерной нагрузке на вращающуюся насадку могут появиться участки, имеющие разную глубину выработки.
Натирка пола мастикой
Существует и другой, более старый способ защиты паркетного пола — полировка пола восковыми мастиками. При этом способе пол необходимо натирать каждую неделю, но он исключает периодическое покрытие паркета лаком.
После циклевания и шлифования тщательно убирают пыль, используя пылесос.
Для натирки можно использовать различные мастики: водные и скипидарные. Для паркетного пола из древесины бука и березы, который обладает свойством впитывать влагу, используют безводную мастику. Дубовый паркет обычно покрывается водными мастиками.
Если паркетное покрытие новое, то его лучше всего покрывать мастикой в два слоя. Второй слой наносится после высыхания первого слоя.
Водные мастики разводятся с теплой водой в соотношении, которое указано в инструкции. Массу необходимо хорошо перемешивать.
Мастику наносят на чистый, обеспыленный пол при помощи волосяной щетки и равномерно распределяют по покрытию.
Скипидарные и водные мастики поступают в готовом виде, о том случае, если мастика чрезмерно густая, ее можно развести скипидаром, который предварительно нагревается в банке, поставленной в горячую воду. Мастика наносится на поверхность мягким тампоном равномерным тонким слоем.
Существуют бесцветные и цветные мастики. Сохнет мастика около двух часов.
При использовании масла поверхность паркета становится очень приятной на ощупь, по ней приятно ходить.
Масляное покрытие представляет собой смесь масла и воска, которая содержит восстанавливающие ингредиенты и не содержит растворителей. Поверхность пола становится очень устойчивой как к грязи, так и к износу. Пол необходимо время от времени пылесосить и протирать влажной тряпкой. Чтобы продлить срок службы такого пола, его нужно несколько раз в год обрабатывать воском.
Натирать паркет можно щеткой или полотерной машиной СО-37. После натирки поверхность пола можно отполировать суконкой.
Грунтовка
После того как произведена шлифовка и шпатлевка, приступают к следующему этапу отделки напольного покрытия — грунтовке. Эта операция является предшествующей нанесению лака .
При грунтовке пропитывают поры дерева специальным составом, чтобы уменьшить расход лака. Кроме того, грунтовка защищает поверхность дерева от прямого воздействия компонентов лака и сохраняет по возможности натуральный цвет дерева.
Все грунтовочные составы нужно наносить в один или два слоя после полного высыхания шпатлевки. Первый грунтующий слой лака наносят поперек текстуры и сразу же втирают продольно. После высыхания лака идет промежуточная шлифовка, создающая идеально гладкую поверхность для следующих слоев.
Иногда для лучшего выявления фактуры древесины и придания ей необходимой окраски («под орех», «под вишню», «под красное дерево» и т. д.) отшлифованный паркет можно покрыть специальными морилками и красителями. Аналогичного эффекта можно добиться и при помощи тонирующих лаков.
Нанесение лака на паркетное покрытие
Лакирование паркетного пола является наиболее практичным видом покрытия, которое служит долгое время и красиво смотрится.
Предварительно огрунтованная поверхность паркетного покрытия должна быть обезжирена органическими растворителями. Образовавшиеся пятна необходимо удалить неразведенным бытовым отбеливателем, который наносят в центр пятна на несколько минут. Смывается он теплой водой после того, когда цвет участка пола станет таким же, как основное покрытие.
После удаления всех пятен и грязи поверхность пола необходимо тщательно очистить пылесосом. Помещение в это время должно быть полностью изолировано, то есть плотно закрыты все окна и двери.
Наносить лак нужно от стены, наиболее удаленной от входа в помещение. Лучше всего у стен и в углах наносить лак небольшой кистью, а по основному периметру помещений — валиком на длинной ручке. Покрытие лаком начинают от стен и углов. Во время работы помещение должно хорошо проветриваться.
После высыхания первого слоя лака рекомендуется сделать полировку пола. Для этого используют полотерную машину. Такая обработка необходима для удаления неровностей, которые возникают из-за образования маленьких пузырьков в лаке.
После обработки пола необходимо хорошо его пропылесосить и протереть влажной тряпкой. Дать полу подсохнуть. Далее наносится второй слой лака , третий и т. д. Каждый последующий слой наносится перпендикулярно предыдущему. Последний слой — от окна к двери.
Многослойное покрытие лаком поверхности паркета защищает пол от воздействия влаги и механических нагрузок на истиранила также способствует созданию оптических эффектов, когда те или иные элементы рисунка на полу приобретают контрастную окраску. В зависимости от требований к качеству используют 3—7-слойное покрытие лаком с промежуточной шлифовкой.
При нанесении лака нужно избегать сквозняков и должны быть выключены любые устройства, создающие в помещении поток воздуха.
При работе с лаком необходимо пользоваться респиратором, защитными очками и перчатками. После того как нанесенный лак высохнет, помещение можно проветрить.
Пол, по желанию, может покрываться одним типом лака во всех помещениях. Но можно использовать и такой вариант, когда каждая комната в зависимости от ее назначения покрывается другим по составу лаком.
При нанесении лака и его высыхании следует избегать попадания прямых солнечных лучей на пол, это может привести к образованию пузырей (нагрев). Время сушки лака сокращается при хорошей вентиляции. Влажность воздуха в помещении должна быть не ниже 50 и не выше 70%, температура — не менее 15°С. В помещениях, где наблюдаются большие перепады температуры и влажности, желательно использовать масляные или восковые мастики.
На свежевыкрашенную поверхность можно ступать только через день после нанесения последнего слоя. Очень важно: в первую неделю нужно щадить паркет, не укладывать на него ковры и дорожки! Примерно через неделю лаковое покрытие обретает необходимую окончательную прочность.
Уход за лакированным полом
Лаковое покрытие длительно не утрачивает своих потребительских качеств лишь при оптимальном для него микроклимат» (температура помещения 20—23°С и относительная влажность воздуха 55—65%). В зимнее время емкости с водой у радиаторов или увлажнитель воздуха помогут обеспечить эти условия. Отлакированный паркет необходимо защищать от прямого попадания солнечных лучей.
Очистка паркетного пола не требует больших усилий. Пол чистят только пылесосом или щеткой.
Покрытый лаком паркет желательно протирать хорошо отжатой влажной тряпкой. В качестве моющего средства используют слабый мыльный раствор или средство для мытья посуды.
Ухаживать за матовым и шелковисто-матовым лаком гораздо проще, так как на его поверхности не видны следы жира и мелкие царапины.
Чтобы удалить пятна от обуви, грязи, жира с полуматовых, полуглянцевых и глянцевых покрытий, используются специальные растворы и полироли, которые облегчают уход и значительно продлевают срок службы лакового покрытия. Они являются ценным пополнением к лаку и образуют дополнительную защитную пленку на поверхности.
Прежде всего, для ухода за полом выбирают средство на водной основе (как и сам паркетный лак). Нанесенное на свежее лаковое покрытие, оно придает ему шелковистый глянец. Тонкий слой состава просто наносят тряпкой или губкой на чистую поверхность. Примерно через четверть часа оно высыхает, давая блеск.
Такой состав наносится, как правило, каждые три месяца, но сильно изнашиваемые поверхности (ступени лестниц и полы коридоров) следует обрабатывать каждые 3—4 недели.
Каждый раз перед нанесением на паркет защитного состава необходимо делать тщательную очистку пола.
На ножки мебели необходимо наклеивать войлочные набойки, что позволяет снизить точечную нагрузку на пленку пола.
По лакированным полам нельзя ходить в уличной обуви, тем более в туфлях на шпильках — это может привести к появлению на паркете трещин, вмятин и сколов.
Необходимо выполнять некоторые правила, предотвращающие разрушение паркетных полов:
- у дверей надо положить коврик, чтобы не допустить попадание песка в комнаты;
- в прихожую положить пластиковый коврик под обувь для предотвращения воздействия воды;
- необходимо немедленно удалять воду и пятна с пола;
- нужно регулярно проверять кран батарей отопления для предотвращения возможной течи воды.
В зависимости от степени износа повторное покрытие лаком необходимо через каждые 5 лет.
 Паркет из русского клена
Паркет из русского клена Укладку
Укладку  Для формирования интерьера помещения любая деталь несет определенную смысловую и художественную нагрузку, даже такой элемент как
Для формирования интерьера помещения любая деталь несет определенную смысловую и художественную нагрузку, даже такой элемент как  Укладку
Укладку