DW717XPS
Поздравляем Вас!
Вы выбрали электрический инструмент фирмы DeWALT. Тщательная разработка изделий, многолетний опыт
фирмы по производству электроинструментов, различные усовершенствования сделали электроинструменты
DeWALT одними из самых надежных помощников для профессионалов.
Технические характеристики DW717XPS
| Напряжение питания | 230 В |
| Потребляемая мощность | 1675 Вт |
| Диаметр пильного диска | 250 мм |
| Диаметр посадочного отверстия | 30 мм |
| Толщина пильного диска | 1,8 мм |
| Макс. число оборотов диска | 4000 об/мин |
| Макс. ширина поперечного распила под углом 90° | 320 мм |
| Макс. ширина распила со скосом 45° | 226 мм |
| Макс. глубина поперечного распила под углом 90° | 88 мм |
| Макс. глубина поперечного распила с наклоном 45° | 56 мм |
| Угол скоса (макс.) | влево 60°/вправо 51° |
| Угол наклона (макс.) | влево 48°/вправо 48° |
| Скос 90° (угол 0° на шкале) | |
|
Фактическая ширина распила при макс. высоте заготовки 89 мм |
302 мм |
|
Фактическая высота заготовки при макс. ширине распила 320 мм |
76 мм |
| Скос 45° влево | |
|
Фактическая ширина распила при макс. высоте заготовки 89 мм |
213 мм |
|
Фактическая высота заготовки при макс. ширине распила 226 мм |
76 мм |
| Наклон 45° влево | |
|
Фактическая ширина распила при макс. высоте заготовки 58 мм |
302 мм |
|
Фактическая высота заготовки при макс. ширине распила 320 мм |
50 мм |
| Наклон 45° вправо | |
|
Фактическая ширина распила при макс. высоте заготовки 30 мм |
302 мм |
|
Фактическая высота заготовки при макс. ширине распила 320 мм |
22 мм |
| Скос 31,62°, наклон 33,85° | |
|
Фактическая высота заготовки при макс. ширине распила 272 мм |
44 мм |
Декларация соответствия ЕСС 09 DW717
DeWALT заявляет, что продукты, обозначенные в разделе «Технические характеристики», разработаны в полном
соответствии со стандартами: 98/37/EC (до 28 Декабря 2009 г.); 2006/42/EC (с 29 Декабря 2009 г.); 2004/108/EC;
2006/95/EC; EN 61029-1:2000 + A11:2003 + A12:2003; EN 61029-2-9:2002; EN 55014-1; EN 55014-2; EN 61000-3-2;
EN 61000-3-3. За дополнительной информацией обращайтесь по указанному ниже адресу или по адресу,
указанному на последней странице руководства. Нижеподписавшееся лицо полностью отвечает за соответствие
технических данных и делает это заявление от имени фирмы DeWALT.
Хорст Гроссманн (Horst Grossmann) Вице-президент по инженерным разработкам DeWALT, Richard-Klinger-StraGe 11,
D-65510, Idstein, Germany 01.03.08
Инструкции по технике безопасности
ВНИМАНИЕ! При использовании электрических инструментов соблюдение правил по технике безопасности и
следование данным инструкциям позволит снизить вероятность возникновения пожара, поражения электрическим
током и получения травм. Перед использованием данного электроинструмента внимательно прочтите настоящие
инструкции и сохраните их для последующего использования.
СОХРАНИТЕ ДАННОЕ РУКОВОДСТВО ДЛЯ ПОСЛЕДУЮЩЕГО ОБРАЩЕНИЯ ИСПОЛЬЗОВАНИЯ.
Общие правила безопасности
1. Содержите рабочее место в чистоте. Загромождение рабочей зоны и рабочего стола может стать причиной
несчастного случая.
2. Учитывайте особенности окружающей среды вокруг рабочего места. Не подвергайте инструмент воздействию
дождя. Не используйте инструмент во влажной среде. Обеспечьте хорошую освещенность рабочего места (250-300
Люкс). Не пользуйтесь инструментом, если существует риск возникновения пожара или взрыва, т.е. рядом с
легковоспламеняющимися жидкостями или газами.
3. Защита от поражения электрическим током. Во время работы не прикасайтесь к заземленным предметам (например,
трубопроводам, радиаторам отопления, газовым плитам и холодильникам). При использовании электроинструмента в
экстремальных условиях (например, высокая влажность, наличие металлической стружки и т.д.) следует усилить меры
безопасности и пользоваться изолирующим трансформатором или автоматом, защищающим от утечек на землю.
4. Не позволяйте посторонним лицам находиться в рабочей зоне. Не позволяйте кому-либо, особенно детям, не
участвующему в производственном процессе, касаться инструмента или удлинительного кабеля и не допускайте
присутствия посторонних лиц в зоне проведения работ.
5. Хранение неиспользуемых инструментов. Не используемый инструмент должен храниться надежно запертым в
сухом месте, недоступном для детей.
6. Избегайте чрезмерной нагрузки инструмента. Использование инструмента по назначению сделает работу более
легкой и безопасной.
7. Используйте специально предназначенный для данного вида работ инструмент. Не используйте маломощные
инструменты для выполнения работ, которые должны выполняться при помощи более мощных инструментов. Не
используйте электроинструменты, не предназначенные для данного типа работ, например, циркулярные пилы для
резки сучьев или бревен.
8. Одевайтесь соответствующим образом. Не надевайте свободную одежду или украшения, так как они могут быть
захвачены движущимися частями инструмента. При работе вне помещений рекомендуется надевать обувь на
нескользящей подошве. Используйте соответствующий головной убор, чтобы спрятать длинные волосы.
9. Пользуйтесь средствами индивидуальной защиты. Всегда работайте в защитных очках. Если во время работы
образуется пыль или летучие твердые частицы обрабатываемого материала, используйте защитную маску или
респиратор. Если эти частицы имеют достаточно высокую температуру, необходимо также надевать защитный
передник. Всегда используйте средства защиты органов слуха. Всегда надевайте защитную каску.
10. Подсоедините пылеудаляющее оборудование. Если электроинструмент снабжен устройством сбора и удаления
пыли, убедитесь, что данное устройство подключено и используется надлежащим образом.
11. Бережно обращайтесь с электрическим кабелем. При отключении от сети питания, не выдёргивайте вилку из
розетки за кабель. Не подвергайте электрический кабель воздействию высокой температуры, масла и держите
вдали от острых предметов и углов. Никогда не переносите электроинструмент, держа его за кабель.
12. Безопасная работа. По возможности используйте струбцины или тиски для фиксации обрабатываемой детали.
Это более безопасно, чем прижимать заготовку руками, и позволяет освободить обе руки для управления
инструментом.
13. Не пытайтесь дотянуться до слишком удаленных поверхностей. Всегда твердо стойте на ногах, сохраняя
равновесие.
14. Проверяйте исправность инструмента. Содержите пильные инструменты в хорошо заточенном и чистом
состоянии, что повысит эксплуатационные показатели и сделает работу более безопасной. Соблюдайте инструкции
по смазке и замене дополнительных принадлежностей. Выполняйте периодические осмотры инструмента и, если
будет обнаружено повреждение, сдайте его на ремонт в авторизованный сервисный центр. Ручки и выключатели
должны быть сухими, чистыми и не содержать следов масла и консистентной смазки.
15. Отключение электроинструментов. При не использовании инструмента, перед обслуживанием и во время замены
дополнительных принадлежностей, таких как пильные диски, сверла и фрезы, всегда отключайте электроинструмент
от источника питания.
16. Удалите регулировочные и гаечные ключи. Перед включением электроинструмента всегда проверяйте, чтобы с
него были удалены все регулировочные и гаечные ключи.
17. Не допускайте непреднамеренного запуска. При переноске электроинструмента не держите палец на выключателе.
Перед подключением к источнику питания убедитесь, что инструмент выключен.
18. Используйте удлинительный кабель, предназначенный для применения вне помещений. Перед началом работы
проверьте удлинительный кабель на наличие повреждений и при необходимости замените его. При работе
электроинструментом на открытом воздухе всегда пользуйтесь удлинительным кабелем, предназначенным для
применения вне помещений и имеющим соответствующую маркировку.
19. Будьте внимательны. Следите за тем, что Вы делаете. Руководствуйтесь здравым смыслом. Не пользуйтесь
электроинструментом в состоянии усталости или под воздействием сильнодействующих лекарств или алкоголя.
20. Проверяйте исправность деталей инструмента. Перед использованием тщательно проверьте инструмент и
электрический кабель, чтобы решить, будет ли он работать должным образом и сможет ли выполнить намеченную
функцию. Проверьте центровку и качество крепления движущихся деталей, наличие повреждённых деталей, качество
монтажа и любые другие условия, которые повлиять на работу инструмента. Поврежденные защитные кожухи или
другие неисправные детали должны быть должным образом отремонтированы или заменены в авторизованном
сервисном центре, если в данном руководстве по эксплуатации не указано иное. Замените неисправные выключатели
в авторизованном сервисном центре. Не используйте электроинструмент, если его выключатель не устанавливается
в положение включения или выключения. Никогда не пытайтесь выполнить ремонт самостоятельно.
ВНИМАНИЕ! Использование любых принадлежностей или приспособлений, а также выполнение данным
инструментом любых видов работ, не рекомендованных в данным руководстве по эксплуатации, может привести к
несчастному случаю.
21. Ремонт инструмента должен выполняться квалифицированным персоналом. При работе данным электрическим
инструментом должны соблюдаться все соответствующие правила техники безопасности. Ремонт инструмента должен
выполняться только квалифицированным персоналом с использованием оригинальных запасных частей; несоблюдение
данного указания может стать причиной серьезной травмы пользователя.
Дополнительные правила техники безопасности для работы торцовочными пилами
• Данный инструмент снабжен специальным электрическим кабелем, который может быть заменен только
изготовителем или в авторизованном сервисном центре.
• Не используйте пилу для резки других материалов, кроме рекомендованных изготовителем.
• Не используйте инструмент без установленных защитных кожухов, а также если защитные кожухи повреждены или не
установлены должным образом.
• Перед выполнением распила с наклоном, убедитесь, что рычаг надежно зафиксирован.
Следите, чтобы пол вокруг электроинструмента всегда оставался чистым, не допускайте скапливания опилок или щепок.
Используйте правильно заточенные пильные диски. Соблюдайте максимальную скорость, указанную на режущем диске.
Перед началом работы убедитесь, что все фиксаторы и держатели надежно закреплены.
Не держите руки рядом с пильным диском, когда инструмент подключен к источнику питания.
Никогда не пытайтесь быстро остановить механизм путем прижатия какого-либо инструмента или другого предмета к
режущему диску; это может стать причиной несчастного случая с тяжкими последствиями.
Перед использованием любых принадлежностей внимательно прочтите руководство по эксплуатации. Неправильное
использование принадлежностей может стать причиной повреждения инструмента. При работе с пильными дисками
используйте держатель или надевайте перчатки. Перед использованием инструмента, убедитесь, что пильный диск
установлен правильно. Убедитесь, что диск вращается в правильном направлении. Не используйте диски меньшего
или большего диаметра, чем рекомендовано. См. размеры дисков в технических характеристиках. Используйте только
указанные в данном руководстве диски, соответствующие стандарту EN847-1. Старайтесь использовать специальные
пильные диски с пониженным уровнем шума. Не используйте диски из быстрорежущей инструментальной стали (HSS).
Не используйте треснувшие или поврежденные диски. Не используйте абразивные диски. Запрещается использовать
пилу без пластины для пропила. Выведите пильный диск из пропила в заготовке, прежде чем отпускать выключатель.
Не заклинивайте никакими предметами крыльчатку вентилятора для удерживания вала двигателя.
• Защитный кожух режущего диска автоматически поднимается при опускании рычага вниз и опускается путем
нажатия на разблокировочный рычаг (12).
• Никогда не поднимайте защитный кожух диска вручную, если инструмент не выключен. Защитный кожух можно
поднимать вручную при установке или демонтаже пильных дисков, а также для осмотра пилы.
• Периодически проверяйте чистоту вентиляционных отверстий двигателя и отсутствие в них щепок.
• Замените пластину для пропила, когда она износится.
• Перед заменой диска или выполнением технического обслуживания отключите пилу от источника питания.
• Никогда не выполняйте чистку или техническое обслуживание, когда инструмент еще работает, а пильная головка
находится в рабочем положении.
• По возможности всегда устанавливайте инструмент на рабочий стол.
• При использовании лазера для обозначения линии реза убедитесь, что лазер принадлежит классу 2 в соответствии
со стандартом EN 60825-1. Не заменяйте лазерный диод ни на какой другой тип. Поврежденный лазер сдайте на
ремонт в авторизованный сервисный центр. При использовании светодиодной подсветки для обозначения линии
реза убедитесь, что светодиодная подсветка принадлежит классу 2 в соответствии со стандартом EN 60825-1. Не
заменяйте светодиодную подсветку ни на какой другой тип. Поврежденную светодиодную подсветку сдайте на
ремонт в авторизованный сервисный центр.
• Передняя секция защитного кожуха снабжена прорезями типа жалюзи для обеспечения видимости во время распила.
Несмотря на то, что жалюзийные прорези заметно сокращают количество разлетающихся обрезков, они являются
открытыми отверстиями на защитном кожухе, поэтому при просмотре сквозь них всегда надевайте защитные очки.
• При распиловке древесины подсоединяйте пилу к устройству пылесборника. Всегда принимайте во внимание факторы,
влияющие на образование пыли:
- Тип обрабатываемого материала (при распиловке древесно-стружечной плиты образуется больше пыли, чем при
распиловке древесины);
- Острота пильного диска;
- Правильная регулировка пильного диска.
Убедитесь, что местная вытяжная вентиляция, так же как вытяжные шкафы, отражатели и желоба, настроены должным
образом.
• Обратите внимание на следующие факторы, влияющие на повышенное шумовыделение:
- Используйте режущие диски с пониженным шумовыделением;
- Используйте только остро заточенные пильные диски.
• Время от времени инструмент должен проходить техническое обслуживание;
• Сообщайте обо всех неисправностях инструмента, включая поврежденные защитные кожухи и пильные диски, по мере
их обнаружения;
• Обеспечьте достаточное общее или местное освещение;
• Убедитесь, что оператор прошел специальное обучение по использованию, регулировке и эксплуатации инструмента;
• Если инструмент оборудован лазером, НИКОГДА не производите его замену на другие типы лазера. Ремонт должен
выполняться только изготовителем лазера или в авторизованном сервисном центре.
Остаточные риски
Следующие риски являются характерными при использовании пил:
- Травмы в результате касания вращающихся частей. Несмотря на соблюдение соответствующих инструкций по технике
безопасности и использование предохранительных устройств, некоторые остаточные риски невозможно полностью
исключить. К ним относятся:
- Ухудшение слуха.
- Риск несчастных случаев, вызванных незакрытыми частями вращающегося режущего диска.
- Риск получения травмы при смене диска.
- Риск защемления пальцев при снятии защитных кожухов.
- Ущерб здоровью в результате вдыхания пыли от распила древесины, в особенности, дуба, бука и ДВП.
Комплект поставки
Упаковка содержит:
1 Смонтированная торцовочная пила
1 Ключ для установки пильного диска
1 Пильный диск
1 Пылесборник
1 Руководство по эксплуатации
1 Чертеж инструмента в разобранном виде
• Проверьте инструмент, детали и дополнительные приспособления на наличие повреждений, которые могли
произойти во время транспортировки.
• Перед началом работы необходимо внимательно прочитать настоящее руководство и принять к сведению
содержащуюся в нем информацию.
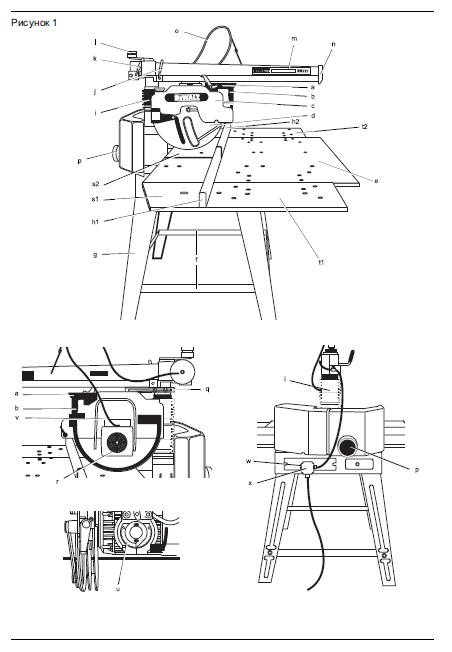
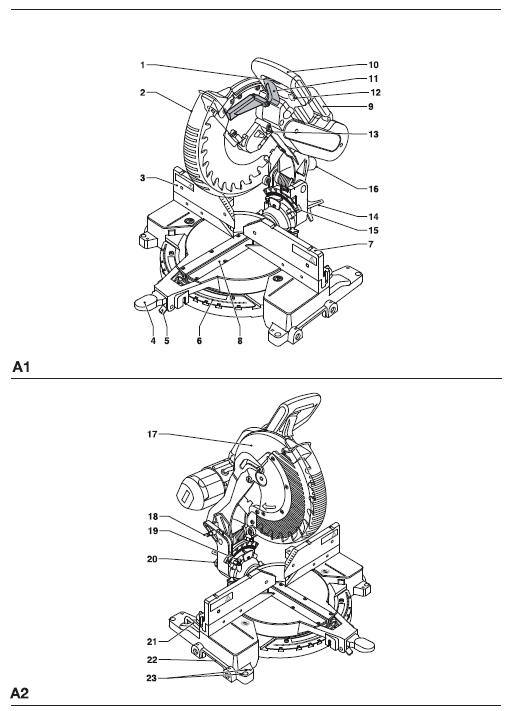
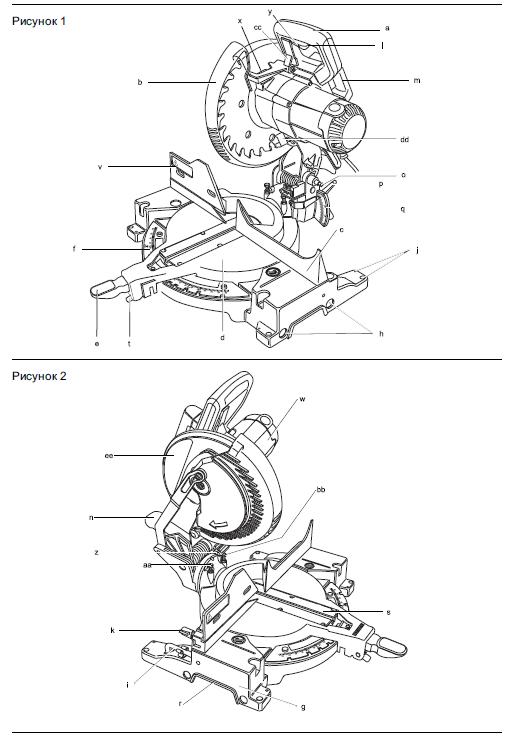
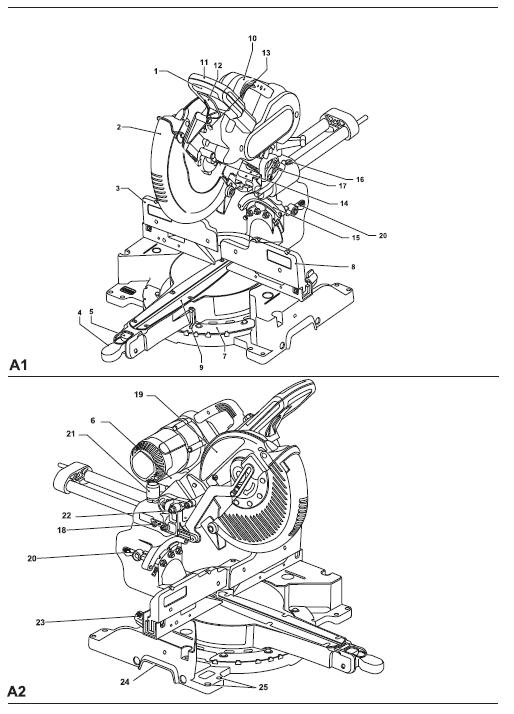
Описание (Рис. A1 - A7)
ВНИМАНИЕ: Ни в коем случае не модифицируйте электроинструмент или какую-либо его деталь. Это может
привести к получению травмы или повреждению инструмента.
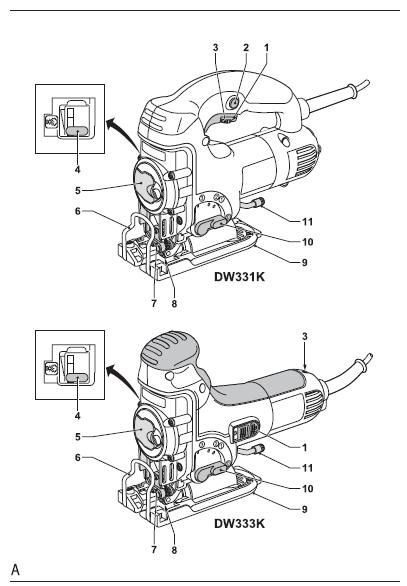
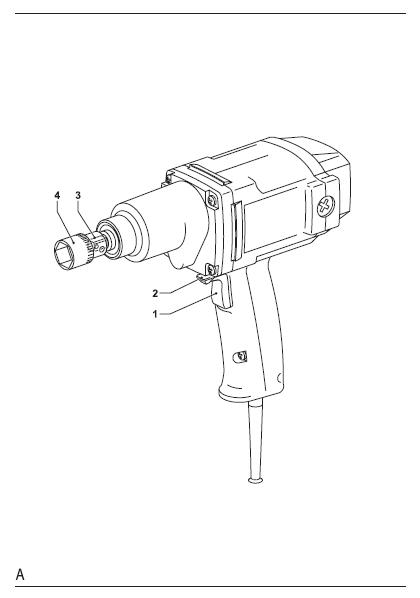
A1
1. Клавиша пускового выключателя
2. Нижний защитный кожух
3. Направляющий упор, левая сторона
4. Зажимная рукоятка установки угла скоса
5. Фиксатор угла скоса
6. Патрубок пылеотвода (не показан)
7. Градуированная шкала угла скоса
8. Направляющий упор, правая сторона
9. Пластина для пропила
10. Ручка для переноски
11. Рабочая рукоятка
12. Рычаг фиксации верхнего положения резака
14. Блокировка шпинделя
15. Градуированная шкала угла наклона
16. Поворотная зажимная рукоятка фиксатора штанг
17. Ограничитель глубины паза
A2
18. Скользящий упор
19. Неподвижный верхний защитный кожух
20. Поворотный рычаг фиксатора наклона резака
21. Зажимная рукоятка фиксатора наклона резака
22. Фиксатор резака
23. Ключ
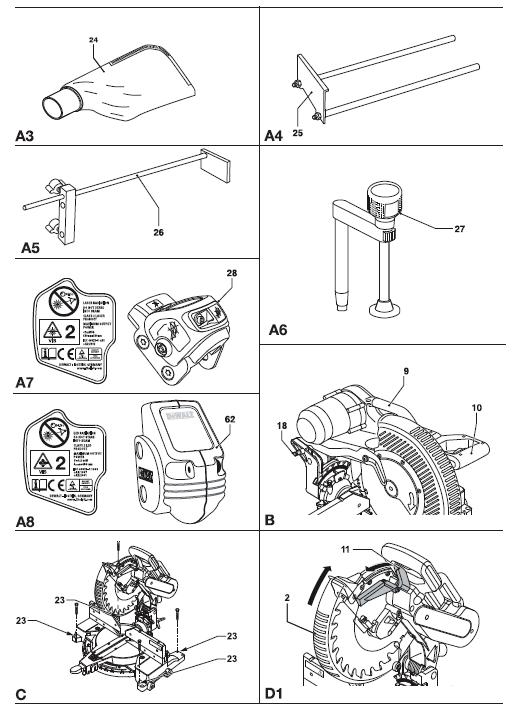
24. Выемка для захвата рукой
25. Монтажные отверстия для крепления к рабочему столу
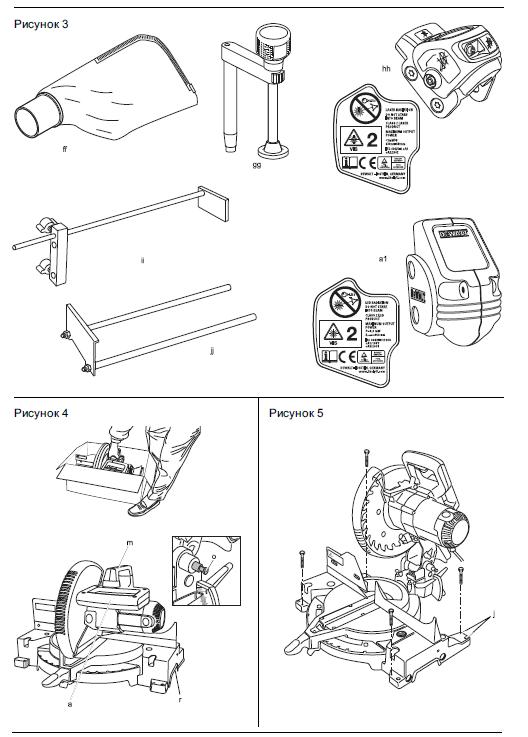
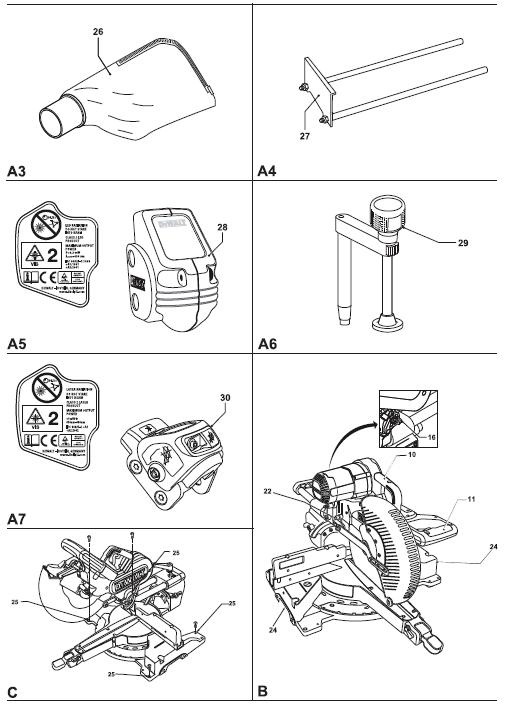
A3
26. Пылесборник
Дополнительные принадлежности A4
27. Опора для длинных заготовок A5
28. Система светодиодной подсветки A6
29. Струбцина для фиксации обрабатываемой заготовки
A7
30. Лазер НАЗНАЧЕНИЕ
Ваша торцовочная пила DW717 предназначена для профессиональных работ по пилению древесины, изделий из
дерева, алюминия и пластмасс. Данной электропилой можно легко, точно и безопасно производить поперечное
пиление, а также пиление под углом (со скосом и с наклоном).
Торцовочная пила DW717 является профессиональным электроинструментом. НЕ РАЗРЕШАЙТЕ детям прикасаться
к инструменту. Неопытные пользователи должны использовать данный инструмент под руководством опытного
инструктора.
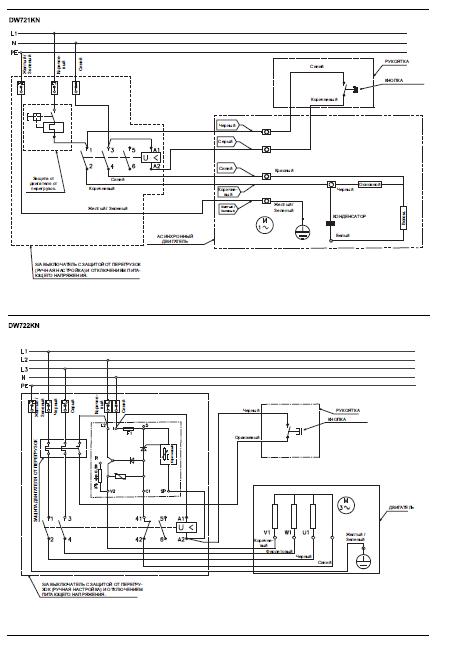
Электробезопасность
Электрический двигатель рассчитан на работу только при одном напряжении электросети. Следите за напряжением
электрической сети, оно должно соответствовать величине, обозначенной на информационной табличке
электроинструмента. Инструмент имеет двойную изоляцию в соответствии со стандартом EN61029, поэтому провод
заземления не требуется. При необходимости замены электрического кабеля, ремонт устройства должен производиться
только официальными сервисными агентами или квалифицированными техническими специалистами.
Использование удлинительного кабеля
При необходимости использования удлинительного кабеля, используйте только утвержденные кабели промышленного
изготовления, рассчитанные на мощность не меньшую, чем потребляемая мощность данного инструмента (см. раздел
«Технические характеристики»). Минимальный размер проводника должен составлять 1,5 мм². При использовании
кабельного барабана, всегда полностью разматывайте кабель.
Перепады напряжения
При бросках тока возникают кратковременные перепады напряжения. Недостаточные параметры электропитания
могут привести к сбоям в работе другого оборудования. Если полное электрическое сопротивление системы ниже
0,25 О, вероятность возникновения помех крайне мала.
СБОРКА
ВНИМАНИЕ: Во избежание травмы, остановите электроинструмент и отключите его от источника питания, прежде
чем пытаться переносить инструмент, менять принадлежности или выполнять регулировку, как описано в
инструкциях по регулировке лазера.
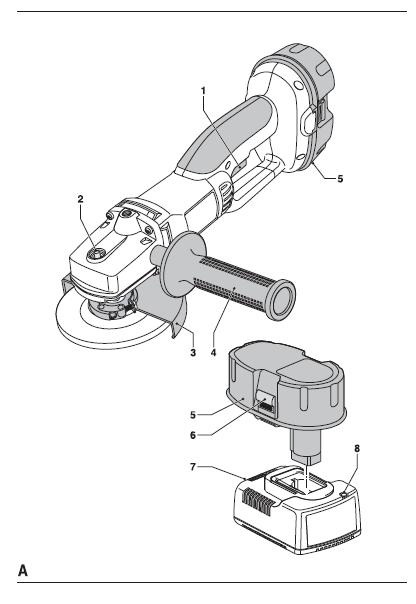
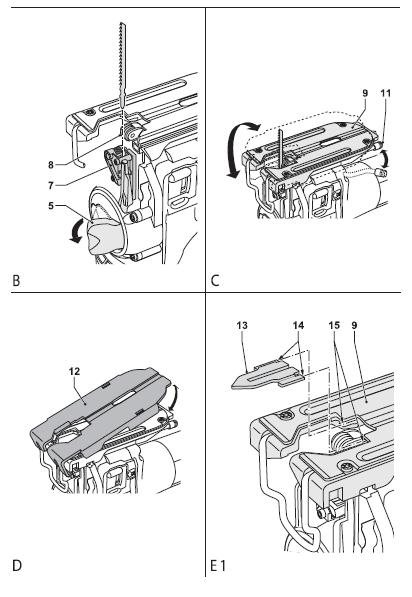
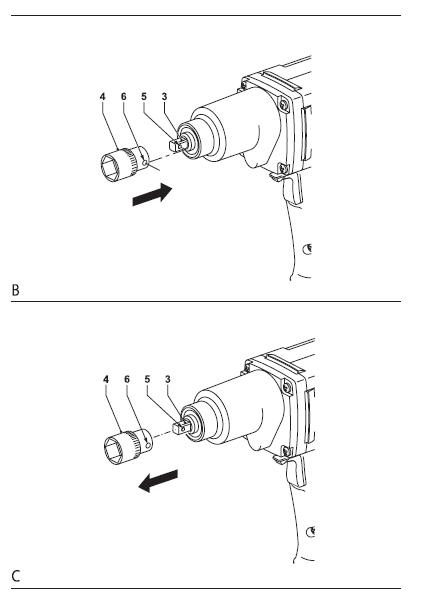
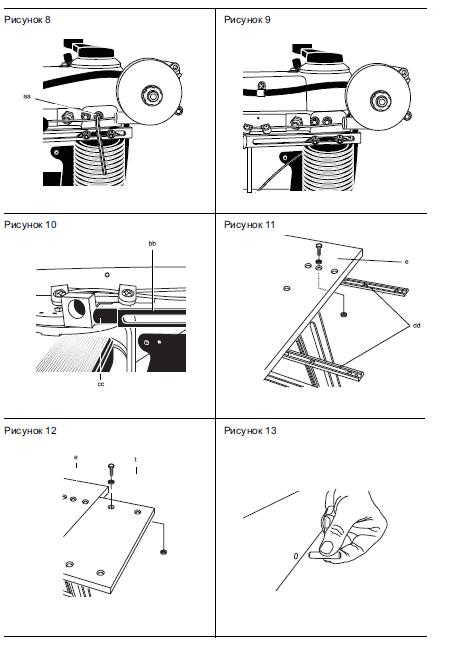
Распаковка (Рис. А1, В)
• Осторожно извлеките пилу из упаковочного материала, держа ее за ручку для переноски (10).
• Ослабьте зажимную рукоятку (16) фиксатора штанг, отодвиньте резак назад и зафиксируйте его в этом положении.
• Нажмите на рабочую рукоятку (11) и вытяните фиксатор резака (22), как показано на рисунке.
• Аккуратно ослабьте прижимное давление и позвольте рукоятке самостоятельно подняться на полную высоту.
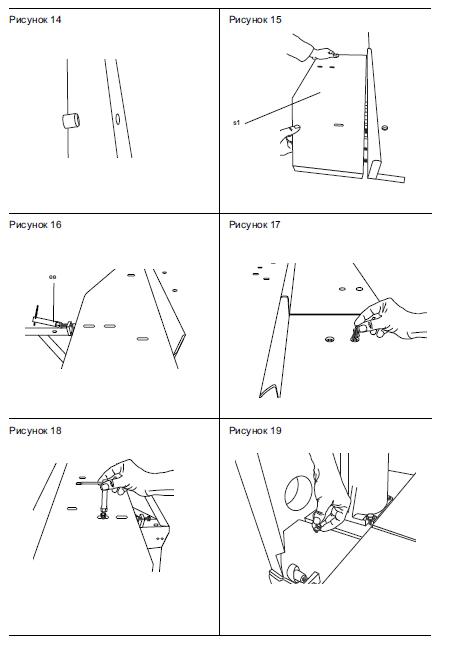
Закрепление электропилы на рабочем столе (Рис. C)
• Все 4 опорные лапы имеют отверстия (25), предназначенные для крепления к рабочему столу. Имеются отверстия
2-х различных диаметров, для возможности использования различных винтов (шурупов). Используйте только одно
из двух отверстий на каждой опорной лапе; нет необходимости использовать оба отверстия. Пила должна быть
надежно закреплена на рабочем столе во избежание смещения. Для повышения мобильности электропилы, ее
можно установить на листе фанеры толщиной минимум 12.5 мм, который затем может быть закреплен на рабочем
столе или перенесен и установлен в других местах.
• При установке электропилы на листе фанеры убедитесь, что монтажные винты не выступают снизу. Лист фанеры
должен плотно прилегать к рабочему столу. При фиксации электропилы к опоре с помощью зажимных устройств,
располагайте их только в местах расположения крепежных отверстий. Крепление в каком-либо другом месте может
нарушить нормальную работу пилы.
• Во избежание заклинивания и неточной работы, проследите за тем, чтобы монтажная поверхность была ровной.
Во избежание качания электропилы на опорной плоскости, подложите под одну из опорных лап тонкие обрезки
распиливаемого материала, до полной стабилизации электропилы на опорной плоскости.
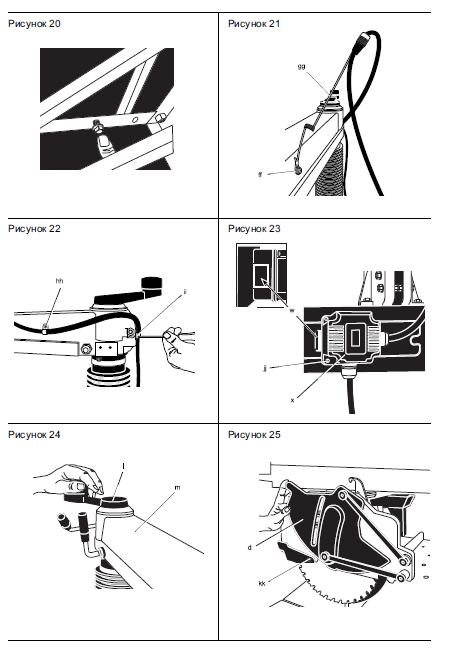
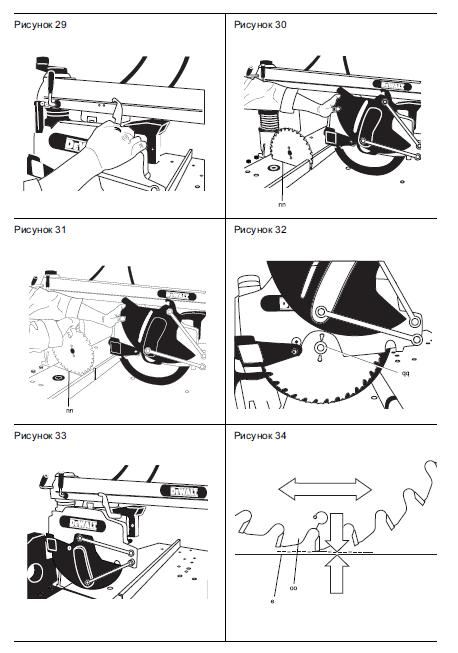
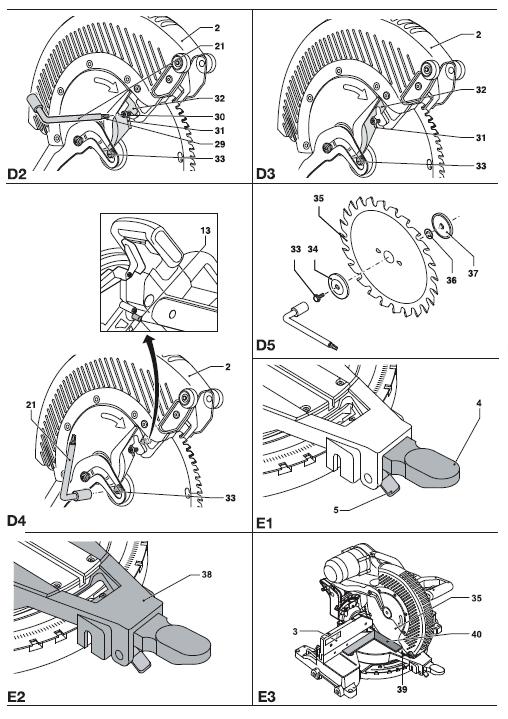
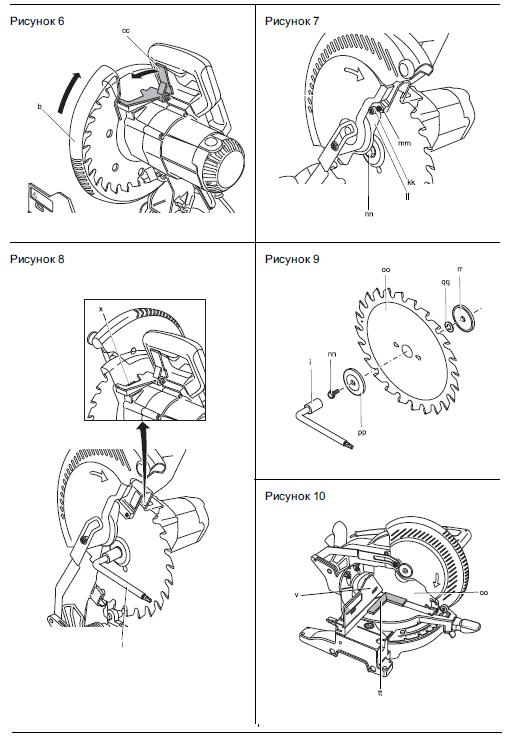
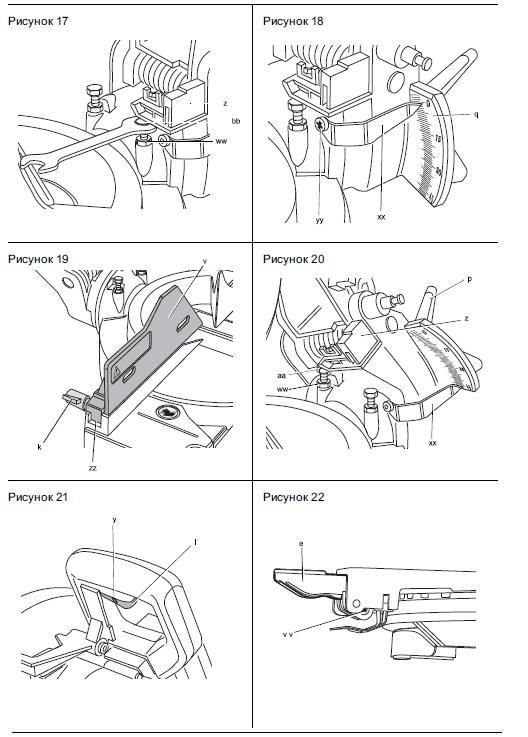
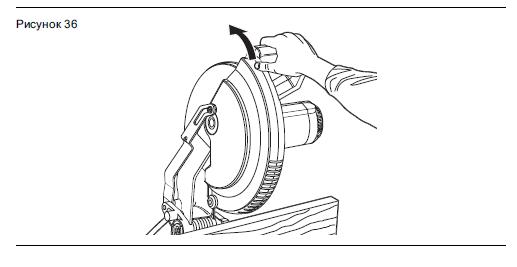
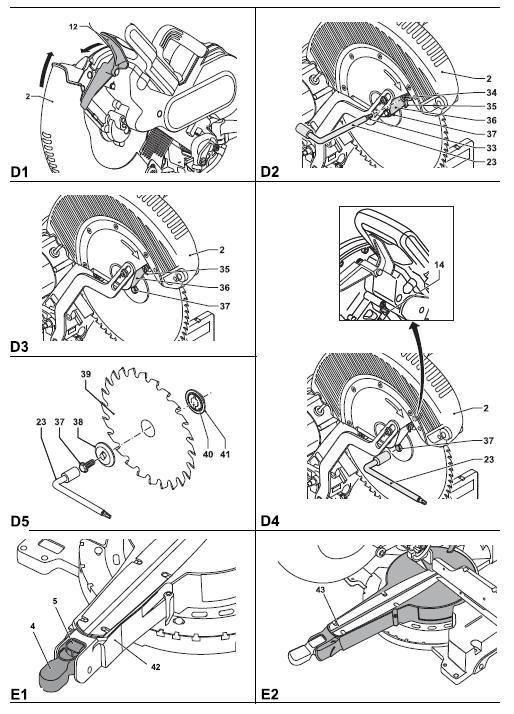
Установка пильного диска (Рис. D1 - D5)
ВНИМАНИЕ: Во избежание травмы, остановите электроинструмент и отключите его от источника питания, прежде
чем пытаться переносить инструмент, менять принадлежности или выполнять регулировку, как описано в
инструкциях по регулировке лазера. Никогда не нажимайте на кнопку блокировки шпинделя, если пильный диск
находится в движении или под напряжением. Не используйте данную торцовочную пилу для резки чёрных металлов
(с содержанием чугуна и стали), камня или изделий из волокнистого цемента. Нажмите рычаг фиксации верхнего
положения резака (12), чтобы деблокировать нижний защитный кожух (2), затем поднимите нижний защитный кожух
на максимальную высоту (до упора). Используя звездообразный ключ-насадку (33), вставленный в концевую часть
рукоятки ключа (23), входящего в комплект поставки, ослабьте винт кронштейна защитного кожуха (34) ровно настолько,
чтобы угловая часть (35) кронштейна смогла пройти между головкой винта и защитным кожухом. Это позволит поднять
кронштейн (36) на достаточную высоту, открывая доступ к болту (37) крепления пильного диска. Удерживая нижний
защитный кожух с помощью винта (34) в верхнем положении, нажмите одной рукой на кнопку блокировки шпинделя
(14), затем другой рукой входящим в комплект поставки ключом (23), ослабьте крепежный болт пильного диска (37),
поворачивая его в направлении по часовой стрелке.
ВНИМАНИЕ: Для блокировки шпинделя удерживайте кнопку, как показано на рисунке, и медленно поворачивайте
рукой шпиндель, до ощущаемой его фиксации. Во избежание вращения шпинделя, продолжайте удерживать кнопку
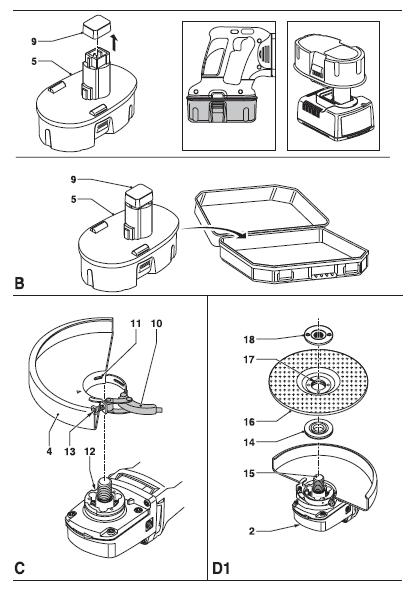
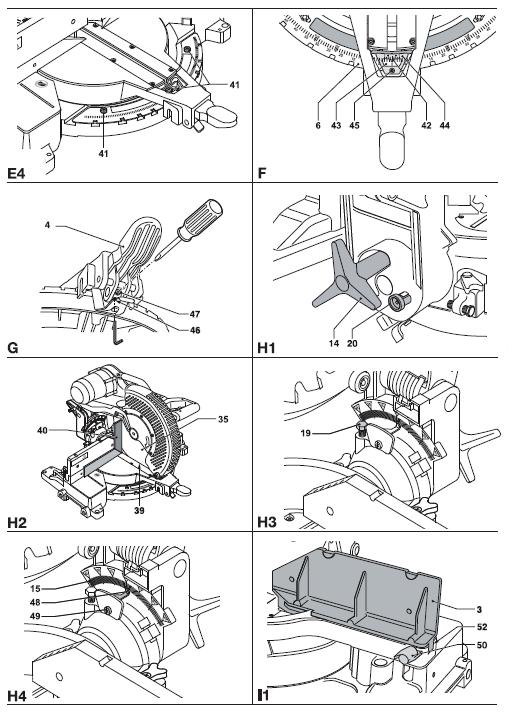
блокировки. (Рис. D4). Удалите крепежный болт пильного диска (37) и наружный фланец (38). Установите пильный
диск (39) на переходник для диска (40) надетый на внутренний фланец (41), следя за тем, чтобы острия зубьев нижней
части пильного диска были направлены в сторону тыльной части электропилы (в направлении от оператора).
Установите наружный фланец (38) на свое место.
Удерживая нажатой одной рукой кнопку блокировки шпинделя, другой рукой затяните с усилием крепежный болт
(37), поворачивая его в направлении против часовой стрелки.
Двигайте кронштейн защитного кожуха (36) вниз, пока его угловая часть (35) не окажется ниже головки винта (34).
ВНИМАНИЕ: Ни в коем случае не нажимайте кнопку блокировки шпинделя при вращающемся пильном диске! После
установки пильного диска убедитесь, что кронштейн защитного кожуха находится в нижнем положении, а его винт
надежно затянут.
ВНИМАНИЕ: Перед запуском пилы кронштейн защитного кожуха должен быть возвращен в исходное положение и
затянут винтом. В противном случае защитный кожух может коснуться быстро вращающегося пильного диска, что
приведет к повреждению инструмента и получению тяжелой телесной травмы.
Регулировка
ВНИМАНИЕ: Во избежание травмы, остановите электроинструмент и отключите его от источника питания, прежде
чем пытаться переносить инструмент, менять принадлежности или выполнять регулировку, как описано в
инструкциях по регулировке лазера. Ваша торцовочная электропила точно настроена на заводе-изготовителе. Если
после транспортировки или вследствие других причин возникла необходимость в повторной регулировке, следуйте
приведенным ниже указаниям. Настоятельно рекомендуется настроить электропилу один раз, затем эти настройки
не должны изменяться.
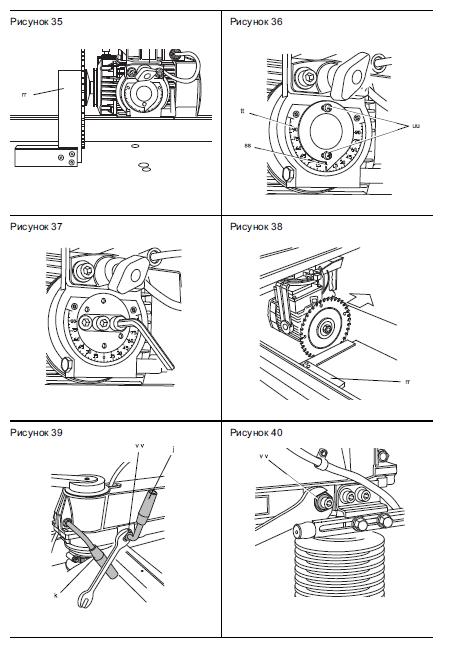
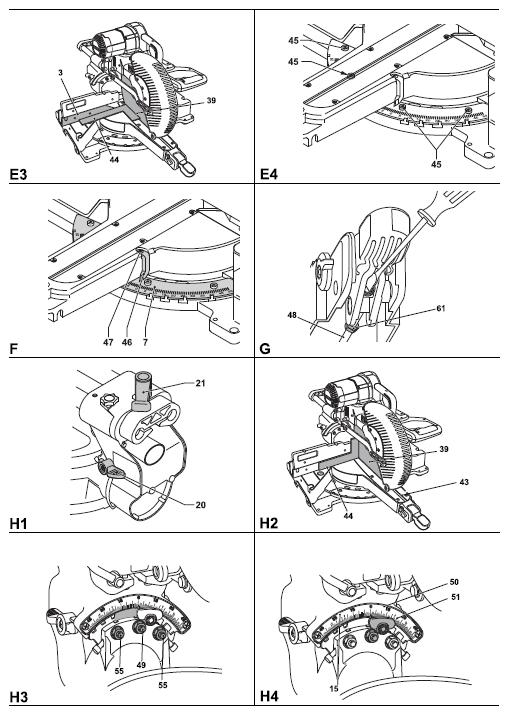
Проверка и регулировка угла наклона пильного диска относительно направляющего упора (Рис. E1 - E4)
• Ослабьте зажимную рукоятку (4) и нажмите на фиксатор (5), чтобы освободить консоль (42).
• Установите консоль в положение 0°. Не затягивайте зажимную рукоятку.
• Опустите вниз резак, чтобы лезвие диска вошло в паз пластины для пропила (43).
• Прижмите угольник (44) к левой стороне направляющего упора (3) и к пильному диску (39) (Рис. Е3).
ВНИМАНИЕ: Не касайтесь угольником режущих кромок зубьев пильного диска!
• При необходимости регулировки выполните следующие действия:
• Ослабьте винты (45) и двигайте градуированную шкалу совместно с консолью влево или вправо, чтобы измеренный
по угольнику угол между пильным диском и направляющим упором составил 90°.
• Затяните винты (45). На данном этапе положение указателя угла скоса не имеет значения.
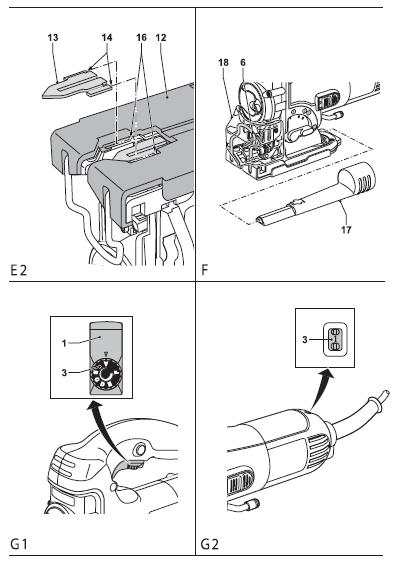
Регулировка указателя угла скоса (Рис. E1, E2 и F)
• Ослабьте зажимную рукоятку (4) и нажмите на фиксатор (5), чтобы освободить консоль (42).
• Двигайте консоль, чтобы установить указатель угла скоса (46) на ноль, как показано на Рис. F.
• Позвольте фиксатору угла скоса защелкнуться при свободной зажимной рукоятке, когда Вы установите в нулевое
положение консоль.
• Контролируйте положение указателя угла скоса (46) и градуированной шкалы (7). Если указательная стрелка не
указывает точно ноль, ослабьте винт (47), передвиньте указатель до точного указания 0°, после чего затяните винт.
Регулировка фиксатора угла скоса/штока фиксатора угла скоса (Рис. A1, G)
Если основание электропилы подвижно при запертой зажимной рукоятке (4), необходимо отрегулировать фиксатор
угла скоса/шток фиксатора угла скоса (48).
• Разблокируйте рукоятку установки угла скоса (4).
• Ослабьте зажимную гайку (61) на штоке фиксатора угла скоса.
• Полностью затяните отверткой шток фиксатора угла скоса (48). Затем ослабьте шток на один оборот.
• Убедитесь, что стол неподвижен при фиксации зажимной рукояткой (4) любого (не только заданного) угла.
• Затяните зажимную гайку (61).
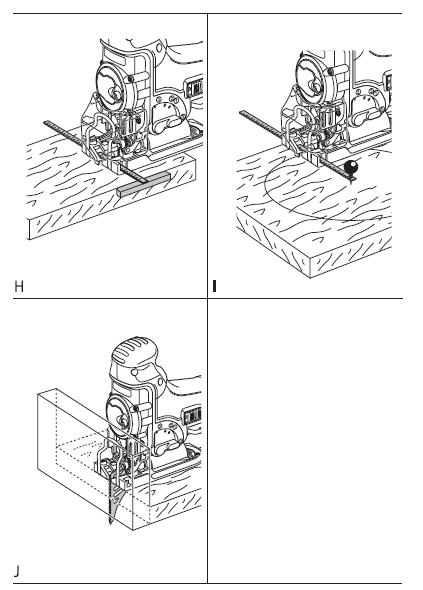
Проверка и регулировка угла наклона диска относительно стола (Рис. H1 - H4)
• Ослабьте зажимную рукоятку (21) фиксатора наклона резака, и установите в верхнее положение поворотный
рычаг (20) фиксатора наклона, чтобы деблокировать резак.
• Двигайте резак, чтобы фиксатор сработал на позиции наклона 0°. Не затягивайте рукоятку.
• Опустите вниз резак, чтобы лезвие диска вошло в паз пластины для пропила (43).
• Приложите угольник (44) горизонтально к столу и вертикально к плоскости пильного диска (39) (Рис. H2).
ВНИМАНИЕ: Не касайтесь угольником режущих кромок зубьев пильного диска!
• При необходимости регулировки выполните следующие действия:
• Ослабьте гайки (49, 55) и двигайте резак влево или вправо, чтобы плоскость пильного диска установилась по
отношению к столу под углом 90°, измеренным по угольнику. Затяните гайку (49). После регулировки диска
относительно стола требуется регулировка собственно угла наклона.
• Отрегулируйте углы наклона влево и вправо.
• Если указатель наклона (50) не указывает на ноль градуированной шкалы (15) угла наклона резака, ослабьте
установочный винт (51) и установите указательную стрелку на ноль.
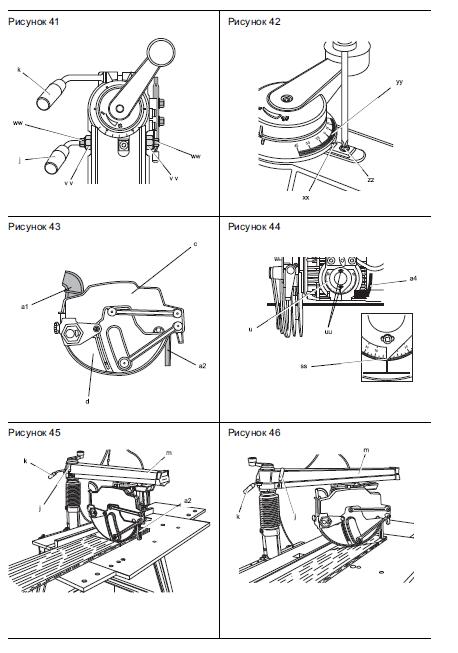
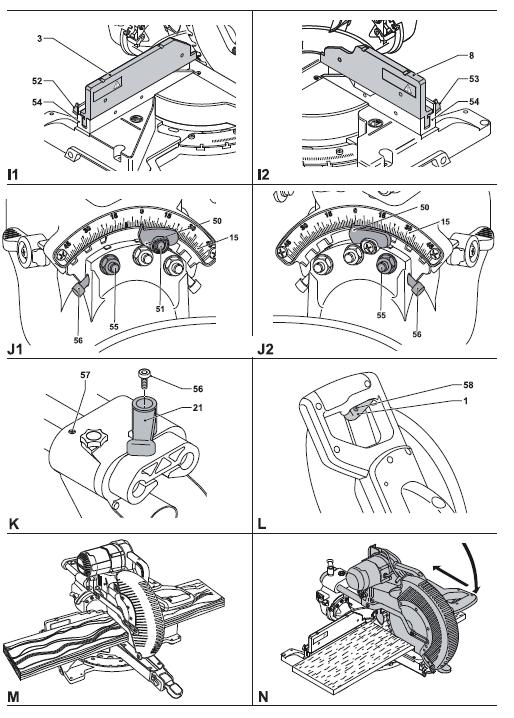
Регулировка направляющего упора (Рис. I1 и I2)
Положение верхней части направляющего упора можно изменять с целью получения свободного пространства,
необходимого для работы резака с наклоном до 48° влево и вправо.
Регулировка левого направляющего упора (3):
• Ослабьте установочный винт (52), и передвиньте направляющий упор влево.
• Не включая электропилу, проверьте зазор между пильным диском и направляющим упором. Отрегулируйте
направляющий упор таким образом, чтобы он располагался наиболее близко к пильному диску, обеспечивая
максимальную поддержку заготовки и не препятствуя движению рукоятки вверх или вниз.
• Завинтите с усилием винт.
Регулировка правого направляющего упора (8):
• Ослабьте установочный винт (53), и передвиньте направляющий упор вправо.
• Действуйте как при регулировке левого упора.
ВНИМАНИЕ: Направляющие пазы (54) могут засориться опилками. Для их чистки используйте деревянную
палочку или сжатый воздух под низким давлением.
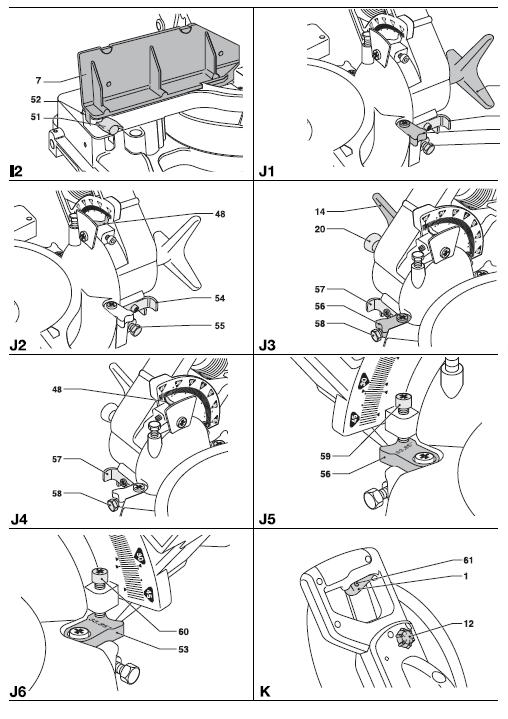
Проверка и регулировка угла наклона (Рис. H1, I1, I2, J1 и J2)
Проверка и регулирование угла наклона влево
• Ослабьте установочный винт (52) левого направляющего упора, и сдвиньте его верхнюю часть насколько
возможно влево.
• Ослабьте зажимную рукоятку (21) фиксатора наклона резака, и установите в верхнее положение поворотный
рычаг (20) фиксатора наклона, чтобы деблокировать резак.
• Двигайте резак влево, чтобы фиксатор сработал на позиции наклона 45°. Не затягивайте рукоятку.
• Проверьте, установилась ли указательная стрелка индикатора наклона (50) напротив риски 45° на
градуированной шкале (15) (Рис. J1).
• При необходимости регулировки выполните следующие действия:
• Ослабьте гайку (55) и, по необходимости, завертывайте или отвертывайте стопорный винт (56), чтобы
указательная стрелка (50) установилась напротив риски 45°. Затяните гайку (55).
• Чтобы достигнуть угла наклона 48°, ослабьте винт на стопоре угла и отодвиньте стопор в сторону, чтобы
резак мог свободно двигаться.
Проверка и регулирование угла наклона вправо
• Ослабьте установочный винт (53) правого направляющего упора, и сдвиньте его верхнюю часть насколько
возможно вправо.
• Ослабьте зажимную рукоятку (21) фиксатора наклона резака, и установите в верхнее положение поворотный
рычаг (20) фиксатора наклона, чтобы деблокировать резак.
• Двигайте резак вправо, чтобы фиксатор сработал на позиции наклона 45°. Не затягивайте рукоятку.
• Проверьте, установилась ли указательная стрелка индикатора наклона (50) напротив риски 45° на
градуированной шкале (15) (Рис. J2).
• При необходимости регулировки, действуйте как при наклоне влево.
Регулировка фиксатора наклона резака (Рис. K)
Если резак подвижен при запертой зажимной рукоятке (21), необходимо отрегулировать фиксатор угла наклона
резака.
• Отвинтите винт (56), удерживающий зажимную рукоятку фиксатора.
• Снимите рукоятку и поверните ее на 1/8 оборота в направлении против часовой стрелки. Завинтите винт.
• Убедитесь, что резак неподвижен при фиксации зажимной рукояткой (21) любого (не только заданного) угла.
Регулировка направляющих штанг (Рис. K)
• Постоянно контролируйте направляющие штанги на отсутствие люфта (зазора между штангами и направляющими
отверстиями держателя).
• Для уменьшения люфта, медленно поворачивайте регулировочный винт (57) в направлении по часовой стрелке,
одновременно двигая резак вдоль штанг вперед-назад. Зазор должен быть минимальным, чтобы не мешать
скольжению резака вдоль штанг.
Инструкции по использованию
ВНИМАНИЕ: Всегда следуйте указаниям действующих норм и правил безопасности. Пользователи в Великобритании
должны соблюдать «нормативы по деревообрабатывающему оборудованию от 1974 г.» и все последующие дополнения.
Перед началом работ
• Используйте пильные диски соответствующего типа. Не используйте чрезмерно изношенные пильные диски.
Максимальная скорость вращения инструмента не должна превышать предельно допустимую скорость пильного диска.
• Не пытайтесь распиливать очень мелкие детали.
• Не форсируйте режим резки. Не прилагайте чрезмерные усилия.
• Перед началом резки дождитесь, пока двигатель наберет полные обороты.
• Убедитесь, что все фиксаторы и зажимы надежно закреплены.
• Надежно закрепляйте обрабатываемую заготовку.
• Хотя данная электропила может использоваться для распиловки древесины и большинства цветных металлов, в
данной инструкции по эксплуатации рассматривается распиловка только древесины. Те же самые инструкции относятся
и к другим материалам. Не используйте данную пилу для резки чёрных металлов (чугун и сталь), камня или изделий
из волокнистого цемента!
• Обязательно используйте пластину для пропила. Не используйте станок, если щель пропила шире 10 мм.
Включение и выключение (Рис. L)
Отверстие (58) в пусковом выключателе (1) предназначено для вставки замка, чтобы заблокировать инструмент.
• Чтобы включить инструмент, нажмите на клавишу пускового выключателя (1).
• Чтобы выключить инструмент, отпустите клавишу пускового выключателя.
Положение тела и рук
Правильное положение тела и рук во время управления торцовочной пилой сделает работу более лёгкой, точной и
безопасной.
• Никогда не держите руки возле режущего элемента.
• Не подносите свои руки к пильному диску ближе, чем на 150 мм.
• Прижимайте заготовку к столу и направляющему упору во время распиловки. Держите свои руки в положении,
как во время работы, пока выключатель не будет отпущен и пильный диск окончательно не остановится.
• Всегда сначала выполняйте пробные разрезы (при выключенном инструменте), перед тем как делать окончательный
разрез, чтобы проверить ход диска.
• Не допускайте перекрещивания рук во время работы с инструментом.
• Твёрдо упирайтесь обеими ногами в пол, чтобы сохранять надлежащий баланс.
• По мере перемещения пилы влево или вправо, следуйте за ней, держась в стороне от пильного диска.
• Работая вдоль размеченной линии, следите за ней сквозь жалюзийные отверстия на защитном кожухе.
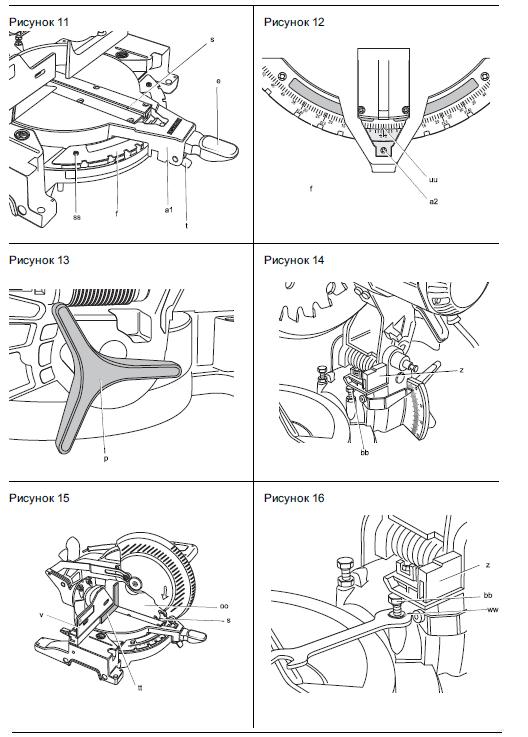
Контроль угла скоса (Рис. Е1)
Зажимная рукоятка (4) и фиксатор (5) позволяют установить угол скоса 60° влево и 50° вправо.
Для установки угла скоса:
• Поднимите зажимную рукоятку (4), нажмите на фиксатор (5) и установите нужный угол скоса на градуированной
шкале.
• Опустите зажимную рукоятку (4), фиксируя стол пилы на месте.
Контроль угла наклона (Рис. H1, J1)
Поворотные рычаги (20) и зажимная рукоятка (21) фиксатора наклона резака позволяют установить угол наклона 48°
влево и вправо. Ваша пила оборудована двумя поворотными рычагами (20), расположенными с обеих сторон
инструмента на задней части корпуса. Для установки угла наклона в любом направлении используется лишь один
из рычагов. Зажимная рукоятка (21) фиксатора наклона резака расположена в верхней задней части корпуса инструмента.
Для установки угла наклона:
• Ослабьте зажимную рукоятку (21). Поднимите один из рычагов приблизительно на 45° и установите нужный угол
наклона на градуированной шкале (15). Для удобства пользователя предусмотрены 2 градуированные шкалы угла наклона.
• Затяните зажимную рукоятку (21), фиксируя угол наклона. Поворотные рычаги (20) могут подниматься вертикально,
игнорируя общие стопоры угла.
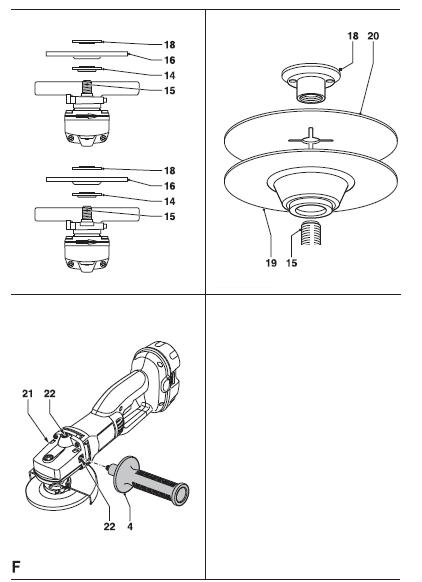
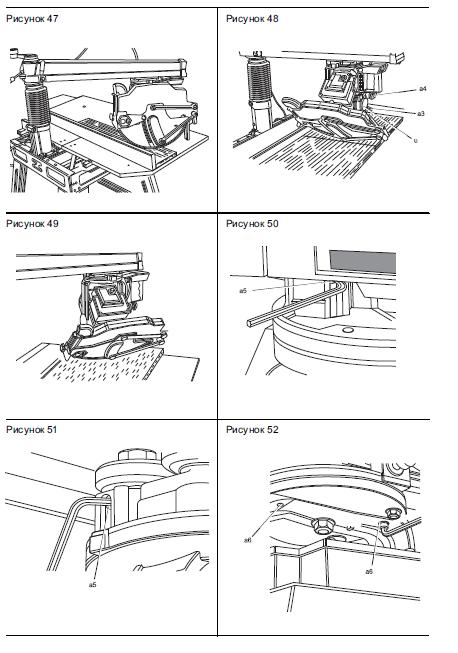
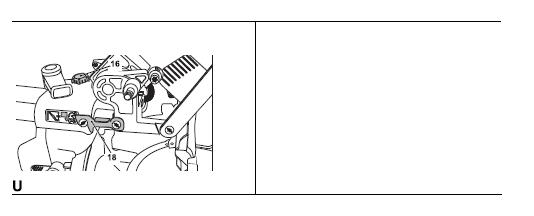
Скользящий упор (Рис. U)
Скользящий упор (18) позволяет расположить штанги электропилы для возможности распила вертикальных профилей.
ПРИ ИСПОЛЬЗОВАНИИ СКОЛЬЗЯЩЕГО УПОРА ВСЕГДА ЗАТЯГИВАЙТЕ ЗАЖИМНУЮ РУКОЯТКУ ШТАНГ ВО
ИЗБЕЖАНИЕ ЕГО НЕПРЕДНАМЕРЕННОГО ДВИЖЕНИЯ
Поворотная зажимная рукоятка фиксатора штанг (Рис. А1, U)
Зажимная рукоятка (16) позволяет надежно закрепить резак, предотвращая его движение по штангам. Необходимо
затягивать рукоятку при исполнении некоторых операций, а также при переноске пилы.
Ограничитель глубины паза (Рис. А1, S)
Ограничитель глубины (17) используется при прорезании канавок и пазов. Глубина паза изменяется путем
поворота рукоятки в сторону передней части пилы и регулировки барашкового винта. Поворот рукоятки в сторону
задней части пилы не задействует ограничитель глубины.
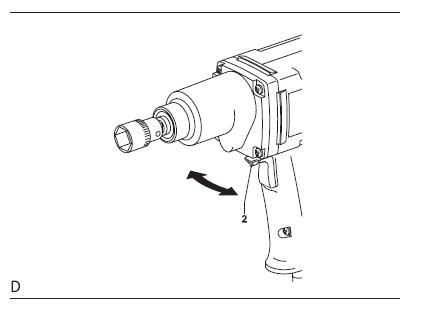
Фиксатор резака (Рис. А2)
Для фиксации резака в нижнем положении опустите и прижмите резак, нажмите на фиксатор (22) и отпустите
резак. Это позволит надежно зафиксировать резак в нижнем положении при переноске электропилы. Для
разблокировки нажмите на резак и вытяните фиксатор.
ОСНОВНЫЕ ТИПЫ РАЗРЕЗОВ
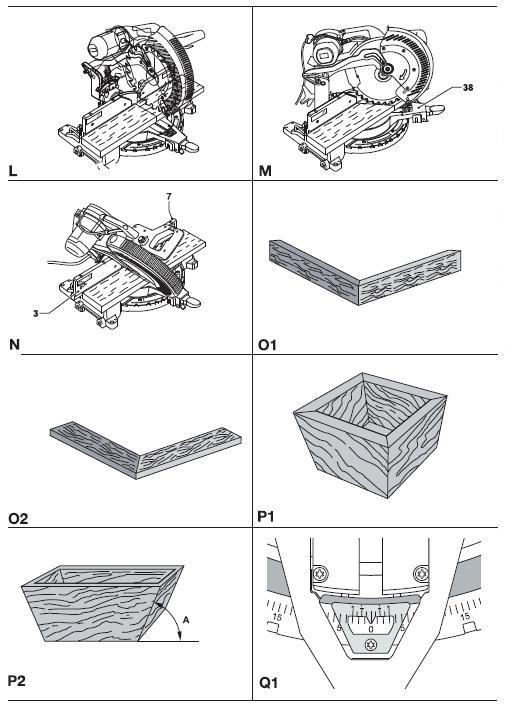
Вертикальный поперечный разрез под прямым углом (Рис. A1, A2 и M)
• Поднимите зажимную рукоятку (4) и нажмите на фиксатор (5), чтобы освободить консоль.
• Установите фиксатор на позицию 0° и затяните зажимную рукоятку.
• Прижмите распиливаемую заготовку к направляющему упору (3 и 8).
• Держа рабочую рукоятку (11), нажмите рычаг (12) фиксации верхнего положения резака, который при этом
деблокируется.
• Для запуска электродвигателя, нажмите клавишу пускового выключателя (1).
• Направьте резак вниз, и пилите заготовку через прорезь пластины для пропила (9).
• По окончании пиления отпустите клавишу и ждите, пока пильный диск полностью не прекратит движение,
затем верните резак в исходное (верхнее) положение.
«Длинный распил» (Рис. N)
Используя направляющие штанги и скользящее движение вперед-вниз-назад, можно пилить заготовки
размером от 76.2 мм до 111.8 мм.
• Ослабьте зажимную поворотную рукоятку (16) фиксатора штанг.
• Потяните резак на себя, и включите электропилу.
ВНИМАНИЕ:
• Не применяйте «длинный распил» для заготовок, размер которых меньше 76.2 мм.
• Не забудьте после выполнения «длинного распила» зафиксировать резак в исходном (заднем) положении.
Поперечное вертикальное пиление со скосом (Рис. A1, A2 и O)
• Поднимите зажимную рукоятку (4) и нажмите на фиксатор (5).
• Двигая консоль по необходимости влево или вправо, установите ее на нужный угол. Фиксатор автоматически
срабатывает на углах скоса 10°, 15°, 22,5°, 31,62° и 45° влево или вправо. Для установки резака на промежуточный
угол, крепко держа резак, затяните зажимную рукоятку.
• Каждый раз перед началом работы проверяйте надежность затяжки зажимной рукоятки.
• Далее действуйте как при поперечном пилении под прямым углом.
ВНИМАНИЕ: Если пиление со скосом производится в концевой части деревянного бруса с образованием
небольшого обрезка, расположите брус так, чтобы обрезок находился с той стороны пильного диска, где угол
относительно направляющего упора больше, т.е. при левом угле скоса, обрезок уходит вправо - при правом угле
скоса, обрезок уходит влево.
Пиление с наклоном (Рис. A1, A2 и Р)
Угол наклона может быть задан от 48° вправо до 48° влево и может быть установлен с помощью рукоятки для
установки угла скоса между нулем и максимум 45° вправо или влево.
Наклон влево
• Сдвиньте верхнюю часть левого направляющего упора (3) насколько возможно влево.
• Ослабьте зажимную рукоятку (21), поднимите поворотный рычаг (20) и установите нужный угол наклона.
• Фиксатор наклона автоматически срабатывает на позициях 22.5°, 33.5° и 45°. Для установки резака на
промежуточный угол, крепко держа резак, затяните зажимную рукоятку (21).
• Далее действуйте как при поперечном пилении под прямым углом.
Наклон вправо
• Сдвиньте верхнюю часть правого направляющего упора (8) насколько возможно вправо.
• Далее действуйте как при пилении с наклоном влево.
Качество распила
Качество кромок распила зависит от ряда факторов, например, от материала заготовки. Если при фасонных
и аналогичных особо точных работах требуется качественный распил, рекомендуется использовать остро
заточенный пильный диск (с 60-ю твердосплавными напаянными зубьями), и низкую, равномерную скорость
пиления.
ВНИМАНИЕ: Следите, чтобы заготовка во время пиления не двигалась, надежно фиксируйте ее. Каждый раз,
прежде чем поднять резак, ждите полной остановки пильного диска. Если от концевой части обрабатываемой
заготовки отщепляются небольшие волокна, наклейте на древесину в области распила полоску липкой пленки.
Пилите вместе с пленкой, затем удалите ее.
Зажим заготовки (Рис. А6)
• По возможности всякий раз крепите заготовку зажимами к пиле.
• Наилучшие результаты достигаются при использовании струбцин (29), предназначенных для использования с
данной пилой. Всякий раз, когда это возможно, прижимайте заготовку к направляющему упору. Вы можете
закреплять заготовку с любой стороны пильного диска; помните, струбцину необходимо ставить на твердой
плоской опорной поверхности.
Дополнительные опоры для длинных заготовок (Рис. А4)
• Всегда используйте опору для длинных заготовок.
• Для достижения наилучших результатов используйте дополнительную опору для заготовок (27), увеличивая
ширину стола Вашей пилы (опору можно купить у Вашего торгового представителя как дополнительный аксессуар).
Для поддержки длинных заготовок используйте любые удобные приспособления, такие как пильные козлы или
подобные им устройства, препятствующие выступу длинных концов.
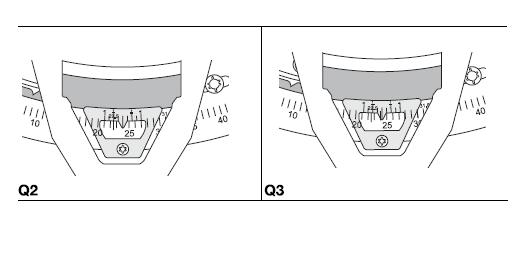
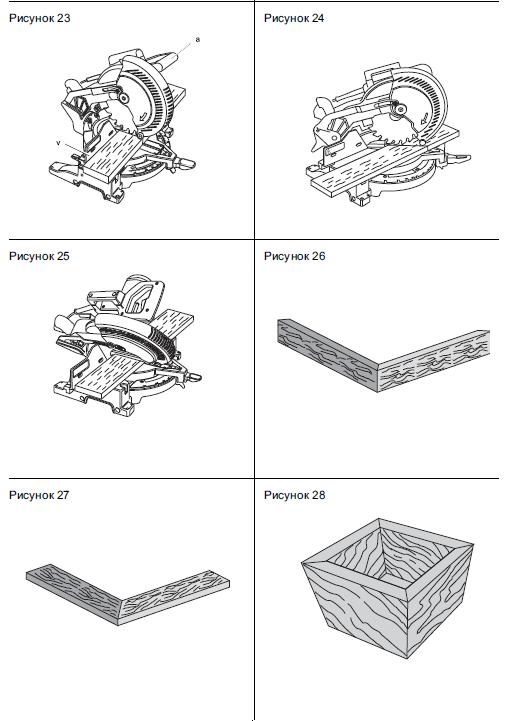
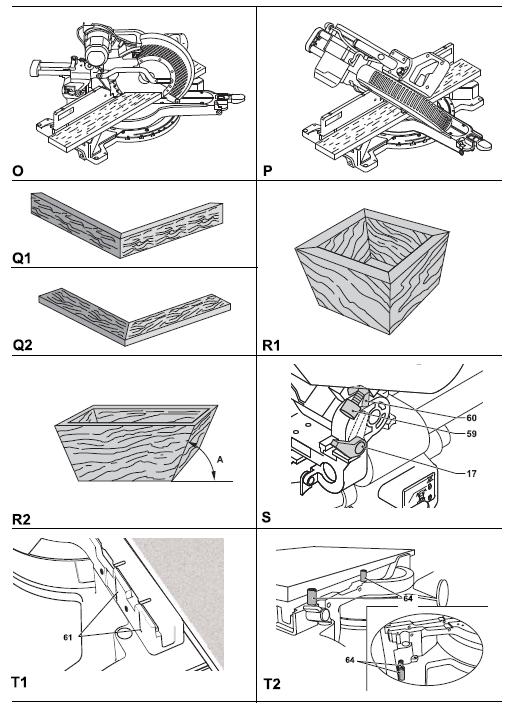
Изготовление рам для картин, ящиков для рассады и прочих четырехсторонних конструкций (Рис. Q1 и Q2)
Пиление под углом и изготовление рам
Изготовьте несколько простых изделий из отходов древесины, чтобы почувствовать уверенность при управлении
электропилой. Ваша электропила - идеальный электроинструмент для пиления со скосом для угловых соединений
(соединений „на ус»), см. Рис. Q1. Изображенное соединение можно получить с помощью пиления с наклоном или
пиления со скосом.
- Пиление с наклоном
Установите для обеих планок наклон 45°, чтобы при их стыковке получился угол 90°. Зафиксируйте рукоятку
установки угла скоса в нулевой позиции. Деревянный брус расположите широкой стороной к плоскости стола и
узкой стороной к направляющему упору.
- Пиление со скосом
Тот же самый разрез может быть выполнен путем скашивания под прямым углом правой и левой заготовок, лежащих
широкой стороной вплотную к направляющему упору. Оба рисунка (Рис. Q1 и Q2) относятся только к четырехсторонним
изделиям. При изменении числа сторон, угол скоса и угол наклона также изменяется. В приведенной ниже таблице
указаны правильные углы для разнообразных конфигураций изделий, при условии, что все стороны имеют одинаковую
длину. Если необходимая Вам конфигурация не приведена в таблице, разделите 180° на количество сторон, в результате
получится угол скоса и угол наклона. ВНИМАНИЕ: Если угол пиления постоянно изменяется, следите, чтобы винты
фиксаторов наклона и скоса были надежно затянуты. Затягивайте их после каждого изменения угла наклона или угла
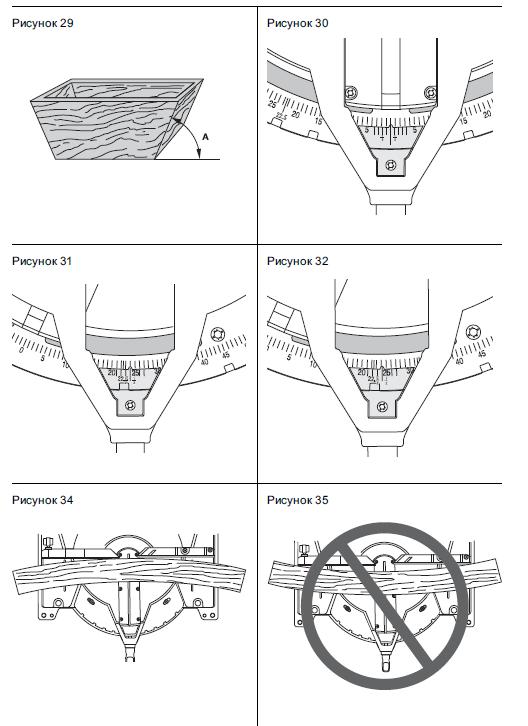
скоса (Рис. R1 и R2).Пример: Для изготовления четырехстороннего ящика с внешним углом 25° (угол «А») (Рис. R2),
используйте правую верхнюю кривую. Найдите 25° на кривой диаграммы. Следуйте по горизонтальной линии влево
или вправо, чтобы найти угол скоса (23°). Таким же образом следуйте по вертикальной линии вверх или вниз, чтобы
найти угол наклона (40°). Для проверки правильности регулирования электропилы всегда сначала делайте пробное
пиление древесных отходов.
Пиление плинтусов
Пиление плинтусов производите с углом наклона 45°.
• Каждый раз перед пилением, не включая электропилу, делайте пробное движение резака.
• При пилении, плинтус должен лежать на столе электропилы задней стороной.
Внутренний угол
- Левая сторона
• Прижмите верхнюю сторону обрабатываемой заготовки к направляющему упору.
• Зафиксируйте обрабатываемую заготовку слева от пильного диска.
- Правая сторона
• Прижмите нижнюю поверхность обрабатываемой заготовки к направляющему упору.
• Зафиксируйте обрабатываемую заготовку слева от пильного диска.
Наружный угол
- Левая сторона
• Прижмите нижнюю поверхность обрабатываемой заготовки к направляющему упору.
• Зафиксируйте обрабатываемую заготовку справа от пильного диска.
- Правая сторона
• Прижмите верхнюю сторону обрабатываемой заготовки к направляющему упору.
• Зафиксируйте обрабатываемую заготовку справа от пильного диска.
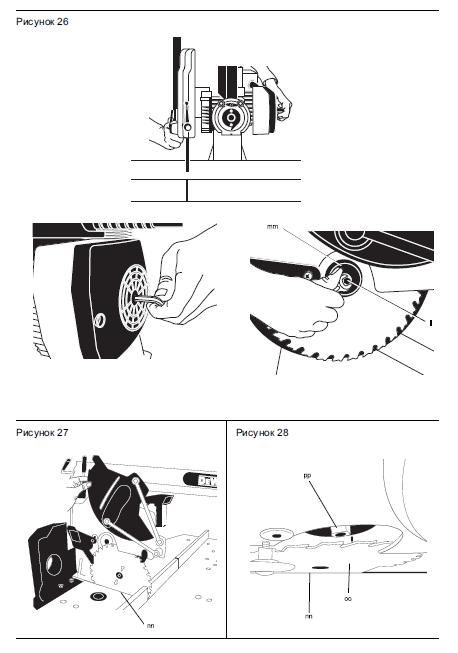
Пиление багетов
Пиление багетов производится комбинированным методом. Для достижения высокой точности, данная электропила
имеет предварительно установленный угол скоса 31,62° и угол наклона 33,85°. Эти параметры предназначены для
стандартных багетов с верхним углом 52° и нижним углом 38°.
• Перед пилением заготовок потренируйтесь на древесных обрезках.
• Пиление должно производиться с левым наклоном, при этом багет должен лежать на столе электропилы обратной
стороной.
Внутренний угол
- Левая сторона
• Верхняя сторона багета прижата к направляющему упору.
• Скос вправо.
• Зафиксируйте обрабатываемую заготовку слева от пильного диска.
- Правая сторона
• Нижняя сторона багета прижата к направляющему упору.
• Скос влево.
• Зафиксируйте обрабатываемую заготовку слева от пильного диска.
Наружный угол
- Левая сторона
• Нижняя сторона багета прижата к направляющему упору.
• Скос влево.
• Зафиксируйте обрабатываемую заготовку справа от пильного диска.
- Правая сторона
• Верхняя сторона багета прижата к направляющему упору.
• Скос вправо.
• Зафиксируйте обрабатываемую заготовку справа от пильного диска.
Выпиливание пазов (Рис. S)
Ваша пила оснащена ограничителем глубины (17) и регулировочным винтом (59), что позволяет производить
операции по выпиливанию пазов.
• Поверните ограничитель глубины (17) вперед.
• При помощи регулировочного винта (59) установите необходимую глубину реза.
Возможно, потребуется предварительно ослабить зажимную гайку (60).
• Для получения ровного паза рекомендуется поместить между направляющим упором и обрабатываемой
заготовкой брусок длиной приблизительно 5 см.
Специальные настройки для поперечного распила широких заготовок (Рис. А1, Т1, Т2)
При использовании специальных настроек Вашей пилой можно распиливать очень широкие (до 391 мм)
заготовки. Для этого следуйте инструкциям:
• Снимите с пилы правый и левый направляющие упоры и отложите их в сторону. Для этого открутите на
несколько оборотов зажимные винты упоров и снимите упоры с пилы. Отрегулируйте и зафиксируйте рычаг
установки угла скоса на отметке 0°.
• Выньте из правой задней опорной лапы винты заднего направляющего упора (64) и вставьте их в отверстия
в правом направляющем упоре (8).
ВНИМАНИЕ: Не распиливайте материал с применением специальных настроек, не установив должным
образом винты заднего направляющего упора (64), в противном случае материал будет лишен необходимой
поддержки, что может привести к потере контроля над инструментом и получению травмы.
• Используя кусок ДСП толщиной 38 мм или какой-либо другой ровный и прочный древесный материал
толщиной 38 мм, изготовьте специальную платформу размером 368 x 660 мм. Платформа должна быть
совершенно плоской, иначе в процессе распила материал может двигаться, увеличивая риск получения травмы.
• При помощи 4-х шурупов для дерева (61) длиной 76.2 мм закрепите платформу размером 368 х 660 мм через
отверстия в основании направляющего упора. Для надежного крепления материала используйте 4 шурупа. При
использовании специальных настроек платформа должна быть распилена на 2 части. Убедитесь, что шурупы
надежно затянуты, в противном случае материал может выскользнуть и стать причиной получения травмы.
Убедитесь, что платформа плотно прилегает к столу и направляющему упору и расположена точно в центре.
ВНИМАНИЕ: Убедитесь, что пила надежно закреплена на устойчивой опорной плоскости. В противном случае
пила может колебаться в процессе работы и стать причиной получения травмы.
• Положите распиливаемую заготовку на платформу, установленную на столе. Убедитесь, что заготовка плотно
прилегает к заднему направляющему упору.
• Прежде чем начинать распил закрепите заготовку. Медленно распиливайте материал, используя движение
вперед-вниз-назад. Ненадежное крепление заготовки и быстрое пиление могут стать причиной смещения
заготовки и получения травмы. После нескольких пропилов под различными углами скоса, кроме 0°, платформа
может обветшать и больше не будет должным образом поддерживать заготовку. Настройте нужный угол скоса и
установите новую неиспользованную платформу.
ВНИМАНИЕ: Продолжительное использование платформы с несколькими пластинами для пропила может стать
причиной потери контроля над инструментом и получения травмы.
• Для получения наименьших транспортных габаритов электропилы, зажмите рукоятку фиксатора штанг при
переднем положении резака, зафиксируйте консоль установки угла скоса в позиции максимального правого угла,
вдвиньте направляющие упоры (3 и 8) полностью внутрь и зафиксируйте поворотным рычагом (20) резак в
вертикальном положении.
• Для переноса электропилы используйте только ручку (10) или выемки (24) для захвата рукой, см. Рис. B.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ваш электроинструмент DeWALT рассчитан на работу в течение продолжительного времени при минимальном
техническом обслуживании. Срок службы и надежность инструмента увеличивается при правильном уходе и
регулярной чистке.
ВНИМАНИЕ: Во избежание травмы, выключите инструмент и отсоедините его от источника электропитания,
прежде чем устанавливать и демонтировать принадлежности, выполнять или изменять настройки, а также перед
проведением ремонта. Убедитесь, что курковый переключатель находится в положении ВЫКЛ. Непреднамеренный
запуск инструмента может привести к получению травмы.
Пылеотвод (Рис. A2 и A3)
• Установите пылесборник (26) на патрубок пылеотвода (6).
• По возможности используйте устройство для сбора пыли, разработанное в соответствии с действующими
нормативами, касающимися выбросов пыли.
Пильные диски
Для достижения заявленной производительности данного электроинструмента используйте только пильные
диски диаметром 250 мм с посадочным отверстием 30 мм.
Транспортировка (Рис. А1, А2 и B)
Для удобства переноса торцовочной электропилы, она снабжена ручкой (10) в верхней части резака.
• Для переноса электропилы, переведите резак в нижнее положение и нажмите на фиксатор (22).
Смазка
Ваш электроинструмент не требует дополнительной смазки.
Чистка
ВНИМАНИЕ: Выдувайте грязь и пыль из корпуса инструмента сухим сжатым воздухом по мере видимого
скопления грязи внутри и вокруг вентиляционных отверстий. Выполняйте очистку, надев средство защиты
глаз и респиратор утвержденного типа.
ВНИМАНИЕ: Никогда не используйте растворители или другие агрессивные химические средствами для
очистки неметаллических деталей инструмента. Эти химикаты могут ухудшить свойства материалов,
примененных в данных деталях. Используйте ткань, смоченную в воде с мягким мылом. Не допускайте
попадания какой-либо жидкости внутрь инструмента; ни в коем случае не погружайте какую-либо часть
инструмента в жидкость.
ВНИМАНИЕ: Чтобы снизить риск получения травмы, регулярно очищайте верхнюю часть стола.
ВНИМАНИЕ: Чтобы снизить риск получения травмы, регулярно очищайте систему для сбора пыли.
Дополнительные принадлежности (Рис. А3 - А6)
ВНИМАНИЕ: Поскольку принадлежности, отличные от тех, которые предлагает DeWALT, не проходили
тесты на данном изделии, то использование этих принадлежностей может привести к опасной ситуации. Для
снижения риска получения травмы пользуйтесь только рекомендованными DeWALT принадлежностями.
Защита окружающей среды
Раздельный сбор. Данное изделие нельзя утилизировать вместе с обычными бытовыми отходами. Если однажды
Вы захотите заменить Ваше изделие DeWALT или Вы больше в нем не нуждаетесь, не выбрасывайте его вместе
с бытовыми отходами. Отнесите изделие в специальный приемный пункт. Раздельный сбор изделий с истекшим
сроком службы и их упаковок ^ позволяет пускать их в переработку и повторно использовать. Использование
переработанных материалов помогает защищать окружающую среду от загрязнения и снижает расход сырьевых
материалов. Местное законодательство может обеспечить сбор старых электроинструментов отдельно от бытового
мусора на муниципальных свалках отходов, или Вы можете сдавать их в торговом предприятии при покупке
нового изделия. Фирма DeWALT обеспечивает прием и переработку отслуживших свой срок изделий DeWALT.
Чтобы воспользоваться этой услугой, Вы можете сдать Ваше изделие в любой авторизованный сервисный центр,
который собирает их по нашему поручению. Вы можете узнать место нахождения Вашего ближайшего
авторизованного сервисного центра, обратившись в Ваш местный офис DeWALT по адресу, указанному в данном
руководстве по эксплуатации. Кроме того, список авторизованных сервисных центров DeWALT и полную
информацию о нашем после продажном обслуживании и контактах Вы можете найти в интернете по адресу:
www.2helpU.com.
ДеВОЛТ
гарантийные условия
Уважаемый покупатель!
1. Поздравляем Вас с покупкой высококачественного изделия ДеВОЛТ и выражаем признательность за Ваш выбор.
1.1. Надежная работа данного изделия в течение всего срока эксплуатации -предмет особой заботы наших сервисных
служб. В случае возникновения каких-либо проблем в процессе эксплуатации изделия рекомендуем Вам обращаться
только в авторизованные сервисные организации, адреса и телефоны которых Вы сможете найти в Гарантийном
талоне или узнать в магазине. Наши сервисные станции - это не только квалифицированный ремонт, но и широкий
выбор запчастей и принадлежностей.
1.2. При покупке изделия требуйте проверки его комплектности и исправности в Вашем присутствии, инструкцию
по эксплуатации и заполненный Гарантийный талон на русском языке. При отсутствии у Вас правильно заполненного
Гарантийного талона мы будем вынуждены отклонить Ваши претензии по качеству данного изделия.
1.3. Во избежание недоразумений убедительно просим Вас перед началом работы с изделием внимательно
ознакомиться с инструкцией по его эксплуатации.
2. Правовой основой настоящих гарантийных условий является действующее Законодательство и, в частности,
Закон "О защите прав потребителей".
3. Гарантийный срок на данное изделие составляет 12 месяцев и исчисляется со дня продажи. В случае устранения
недостатков изделия, гарантийный срок продлевается на период, в течение которого оно не использовалось.
4. Производитель рекомендует проводить периодическую проверку изделия на сервисной станции.
5. В течение 12 месяцев со дня продажи производитель гарантирует бесплатную проверку изделия и рекомендации
по замене нормально изнашиваемых частей.
6. Срок службы изделия - 5 лет (минимальный, установленный в соответствии с Законом "О защите прав потребителей").
7. Наши гарантийные обязательства распространяются только на неисправности, выявленные в течение гарантийного
срока и обусловленные производственными или конструктивными факторами.
8. Гарантийные обязательства не распространяются:
8.1. На неисправности изделия, возникшие в результате:
8.1.1. Несоблюдения пользователем предписаний инструкции по эксплуатации изделия.
8.1.2. Механического повреждения, вызванного внешним ударным или любым иным воздействием.
8.1.3 Применения изделия не по назначению.
8.1.4. Стихийного бедствия.
8.1.5. Неблагоприятных атмосферных и иных внешних воздействий на изделие, таких как дождь, снег, повышенная
влажность, нагрев, агрессивные среды, несоответствие параметров питающей электросети указанным на инструменте.
8.1.6. Использования принадлежностей, расходных материалов и запчастей, не рекомендованных или не одобренных
производителем
8.1.7. Проникновения внутрь изделия посторонних предметов, насекомых, материалов или веществ, не являющихся
отходами, сопровождающими применение по назначению, такими как стружка опилки и пр.
8.2. На инструменты, подвергавшиеся вскрытию, ремонту или модификации вне уполномоченной сервисной станции.
8.3. На принадлежности, запчасти, вышедшие из строя вследствие нормального износа, и расходные материалы, такие
как приводные ремни, угольные щетки, аккумуляторные батареи, ножи, пилки, абразивы, пильные диски, сверла, буры
и т. п.
8.4. На неисправности, возникшие в результате перегрузки инструмента, повлекшей выход из строя электродвигателя
или других узлов и деталей. К безусловным признакам перегрузки изделия относятся, помимо прочих: появление
цветов побежалости, деформация или оплавление деталей и узлов изделия, потемнение или обугливание изоляции
проводов электродвигателя под воздействием высокой температуры.