Magnum60HC / Magnum100HC / Magnum160HC / Magnum220HC / Magnum320HC / Magnum460HC / Magnum640HC
1. ПРАВИЛА БЕЗОПАСНОСТИ
При использовании электрического отопительного оборудования или отопительного оборудования прямого сгорания на
дизельном топливе необходимо соблюдать ряд основных правил безопасности:
Детям и инвалидам не разрешается пользоваться нагревателем.
Не разрешается пользоваться электроприборами, такими как выключатели, домашней бытовой электротехникой и т. д.,
когда в помещении чувствуется запах топлива или дыма. В таких случаях необходимо сделать следующее:
• Открыть окна и двери для улучшения циркуляции воздуха, устранить наличие дыма или паров топлива.
• Перекрыть подачу топлива.
• Немедленно связаться с Сервисным Центром SIAL.
Не разрешается работать с нагревателем без спецодежды, в мокрой одежде и обуви.
Не разрешается проводить техобслуживание, ремонт или процедуры очистки без отключения нагревателя от сети и
прекращения подачи топлива.
Не разрешается переделывать системы нагревателя без разрешения производителя или его указаний.
Не разрешается тянуть, снимать, перекручивать или отрезать какие-либо электрические кабели, которые выходят из
нагревателя без разрешения производителя.
Не разрешается открывать какую-либо панель доступа к внутренним деталям без отключения нагревателя от сети и
прекращения подачи топлива.
Не разрешается разбрасывать или оставлять упаковку в пределах досягаемости детей (такую как картонные коробки,
скобы, пластиковые мешки и т. д.), которая может быть потенциально опасной.
Не разрешается устанавливать нагреватель вблизи горючих материалов или в помещениях с химическими продуктами,
в помещениях где имеются пары или пыль горючих веществ.
Не разрешается класть какие-либо предметы на нагреватель или вставлять какой-либо предмет в решётку или в
выпускной канал камеры сгорания.
Не разрешается дотрагиваться до топливного шланга, так как во время работы теплогенератора он может очень сильно
нагреться и стать опасным.
Не разрешается использовать переходники, тройники или удлинители для электрических подсоединений.
Не разрешается устанавливать нагреватель снаружи или в зонах, где он будет подвергаться атмосферному воздействию.
Не разрешается устанавливать нагреватель в небольших помещениях без достаточной воздушной вентиляции. Забор
воздуха может привести к сильному разряжению в помещении, что может вызвать серьёзные проблемы.
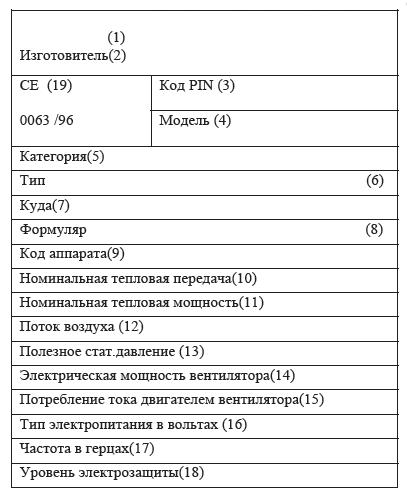
2. ШИЛЬДИК С ТЕХНИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ
На передней панели аппарата имеется щиток с таблицей, на котором указаны характеристики аппарата
|
1) Марка, местоположение и адрес производителя 2) Код фирмы- производителя 3) Номер сертификата СЕ 4) Коммерческое название аппарата 5) Категория сертификации СЕ 6) Тип сертифицированной установки СЕ 7) Европейская страна назначения 8) Номер формуляра аппарата 9) Код аппарата 10) Номинальная тепловая передача в квт 11) Номинальная тепловая мощность в квт 12) Поток воздуха 13) Возможное статическое давление 14) Установленная электрическая мощность в квт 15) Потребление электроэнергии в амперах 16) Тип электропитания в вольтах 17) Частота в герцах 18) Уровень электрозащиты 19) Маркировка СЕ и год изготовления |
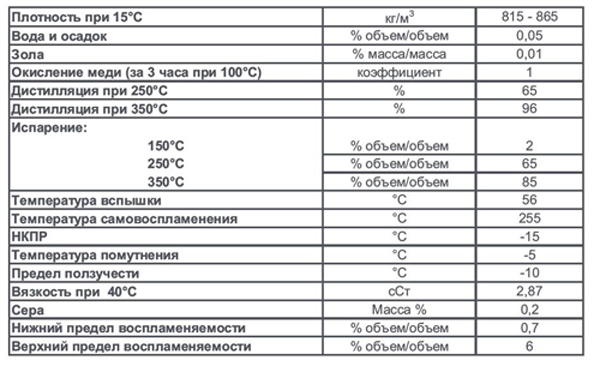
3. ТЕХНИЧЕСКИЕ ДАННЫЕ
| Модель | Magnum60HC | Magnum100HC | Magnum160HC | Magnum220HC | Magnum320HC | Magnum460HC | Magnum640HC |
| Тепловая передача | 60,0 кВт | 103,2 кВт | 161,2 кВт | 225,8 кВт | 322,6 кВт | 460,6 кВт | 645,3 кВт |
| 51600ккал/час | 88760ккал/час | 138600ккал/час | 194225ккал/час | 277470ккал/час | 396160ккал/час | 554940ккал/час | |
| Тепловая мощность | 54,0 кВт | 93,0 кВт | 145,3 кВт | 203,5 кВт | 290,7 кВт | 415,0 кВт | 581,4 кВт |
| 46450ккал/час | 80000ккал/час | 125000ккал/час | 175000ккал/час | 250000ккал/час | 356900ккал/час | 500000ккал/час | |
| КПД | 90,1% | 90,1% | 90,1% | 90,1% | 90,1% | 90,1% | 90,1% |
| Давление в камере сгорания | 2,0 мм.рт.ст. | 0,8 мм.рт.ст. | 0,8 мм.рт.ст. | 1,7 мм.рт.ст. | 2,1 мм.рт.ст. | 2,0 мм.рт.ст. | 2,0 мм.рт.ст. |
| Объем камеры сгорания | 0,08 м³ | 0,23 м³ | 0,49 м³ | 0,64 м³ | 1,05 м³ | 1,62 м³ | 2,7 м³ |
| Температура дыма | 206°C | 206°C | 210°C | 205°C | 204°C | 205°C | 192°C |
| Вес продуктов сгорания | 117,70 Кг/час | 194,6 Кг/час | 295,6 Кг/час | 424,5 Кг/час | 614,5 Кг/час | 912,8 Кг/час | 1253,0 Кг/час |
| Потребление (1) | |||||||
| Метан 20 | 6,0 Nм³ | 10,4 Nм³ | 16,2 Nм³ | 22,6 Nм³ | 32,4 Nм³ | 48,56 Nм³ | 64,75 Nм³ |
| Пропан | 2,3 Nм³ | 4,0 Nм³ | 6,2 Nм³ | 8,7 Nм³ | 12,4 Nм³ | 18,6 Nм³ | 24,8 Nм³ |
| Бутан | 1,76 Nм³ | 3,0 Nм³ | 4,6 Nм³ | 6,5 Nм³ | 9,3 Nм³ | 13,9 Nм³ | 18,9 Nм³ |
| Дизельное топливо | 5,06 кг/ч | 8,7 кг/ч | 13,6 кг/ч | 19,0 кг/ч | 27,2 кг/ч | 40,8 кг/ч | 54,4 кг/ч |
| Воздушный поток 20°C | 4300 м³/ч | 7600 м³/ч | 9600 м³/ч | 13400 м³/ч | 19000 м³/ч | 28700 м³/ч | 40200 м³/ч |
| Полезн.стат давления | 16 мм.рт.ст. | 16 мм.рт.ст. | 22 мм.рт.ст. | 20 мм.рт.ст. | 20 мм.рт.ст. | 28 мм.рт.ст. | 22 мм.рт.ст. |
| Ветроустойчивость до | 5 м/с | 5 м/с | 5 м/с | 5 м/с | 5 м/с | 5 м/с | 5 м/с |
| Диапазон рабочих температур | от -18 до +25°C | от -18 до +25°C | от -18 до +25°C | от -18 до +25°C | от -18 до +25°C | от -18 до +25°C | от -18 до +25°C |
| Темп. интервал | 37°C | 37°C | 45°C | 45°C | 45°C | 42°C | 43°C |
| Мощность термостата | 25-30-100°C | 25-30-100°C | 25-30-100°C | 25-30-100°C | 25-30-100°C | 25-30-100°C | 25-30-100°C |
| Тип питания | 1 фаза | 3 фазы | 3 фазы | 3 фазы | 3 фазы | 3 фазы | 3 фазы |
| Напряжение | 230 В | 230 / 400 В | 230 / 400 В | 230 / 400 В | 230 / 400 В | 230 / 400 В | 230 / 400 В |
| Мощность двигателя вентилятор | 0,75 л.с. | 2,00 л.с. | 3,00 л.с. | 4,00 л.с. | 5,50 л.с. | 10,0 л.с. | 15 л.с. |
| 0.55 кВт | 1,50 кВт | 2,20 кВт | 3,00 кВт | 4,00 кВт | 7,50 кВт | 11,00 кВт | |
| Мощность горелки газ | 0,13 кВт | 0,24 кВт | 0,24 кВт | 0,25 кВт | 0,25 кВт | 0,65 кВт | 1,10 кВт |
| Мощность горелки диз | 0,17 кВт | 0,38 кВт | 0,38 кВт | 0,37 кВт | 0,37 кВт | 0,65 кВт | 1,10 кВт |
| Потребл. двиг.вент. | 3,7 А230В | 6,4 А230В | 8,8 А230В | 12,1 А230В | 15,8 А230В | 28,6 А230В | 38,9 А230В |
| 3,6 А400В | 5,1 А400В | 7,0 А400В | 9,1 А400В | 16,5 А400В | 22,5 А400В | ||
| Степень эл. защиты | IP 20 | IP 20 | IP 20 | IP 20 | IP 20 | IP 20 | IP 20 |
| Вес нетто | 130 кг | 249 кг | 412 кг | 520 кг | 694 кг | 1072 кг | 1497 кг |
| Тип | B23 | B23 | B23 | B23 | B23 | B23 | B23 |
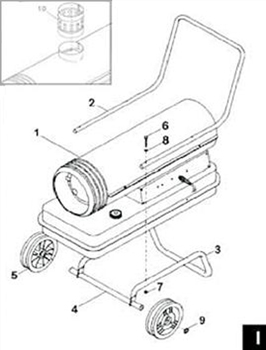
4. ТРАНСПОРТИРОВКА И ПЕРЕМЕЩЕНИЕ
Транспортировка и перемещение должны производиться с максимальной осторожностью, чтобы избежать повреждения
аппарата и не нанести травм людям.
Ниже приводится таблица , где даны способы подъема аппаратов
| Модель | Вид перемещения | Способ крепления | Примечание |
| 60-320 | Грузоподъемник | Основание на палетах | |
| Подъем краном | Петля на теплообменнике | Использовать стальной трос | |
| 460-640 основание корпус | Грузоподъемник | Нижняя часть рамы | |
| Подъем краном | Нижняя часть рамы | Использовать грузовые стропы | |
| Грузоподъемник | Нижняя часть рамы | ||
| Подъем краном | Петли на теплообменнике | Использовать стальной трос | |
| Нижняя часть рамы | Использовать грузовые стропы |
ВАЖНО!
При транспортировке и перемещении теплогенератора запрещается находиться вблизи. В случае когда необходимо поместить
один аппарат на другой, следует соблюдать указанный на самой упаковке индекс размещения сверху и быть предельно
внимательным при выравнивании подставок таким образом, чтобы не возникало неустойчивых положений. В случае
если аппарат необходимо передвинуть вручную, необходимо удостовериться в том, что в распоряжении находится
достаточно людей в пропорции к весу, указанному в параграфе «Технические характеристики» и в зависимости от
предстоящего пути. Рекомендуется пользоваться защитными рукавицами.
5. УСТАНОВКА
5.1 Размещение
Освободить аппарат от упаковки и поместить на хорошо выравненную и сухую поверхность, убедившись, что наличествует
достаточный запас прочности в соответствии с весом, указанным в параграфе «Технические характеристики и применение».
Место, где производится установка, должно быть определено обученным персоналом и удовлетворять следующим условиям:
- позволять рациональное распределение воздуха.
- находиться на безопасном расстоянии от воспламеняющихся материалов.
- соединение с дымовой трубой.
- обеспечивать герметичное соединение с топливным баком или с газовой сетью.
- находиться вблизи розетки электропитания.
- обеспечивать легкое выполнение всех операций по профилактике и контролю.
- иметь в наличии вентиляционные отверстия в соответствии с действующими нормативами.
ЗАМЕЧАНИЕ: обогреватели моделей Magnum 460 HC и 640 HC для транспортировки поставляются в двух частях (основание
и корпус). Чтобы произвести установку, необходимо поступать следующим образом:
- установить основание таким образом, чтобы электрический щит оказался на той же стороне, что и окно камеры сгорания.
- Смонтировать на верхней части основания специальные шпильки для центровки, прилагаемые в ЗИП.
- Поместить корпус на основание, обращая внимания на то, чтобы обе рамы совершенно совпали.
5.2 Подсоединение к топливной сети
Для подсоединения к топливной сети, которое должно производиться квалифицированным персоналом, следует тщательно
следовать соответствующим указаниям инструкций при использовании дизельного топлива или для газа. Для аппаратов,
функционирующих на газе, рекомендуется устанавливать вблизи от них индикатор утечки газа, действующего на электроклапан,
помещенный снаружи помещения, где установлен аппарат, для перекрытия поступление газа в случае утечки.
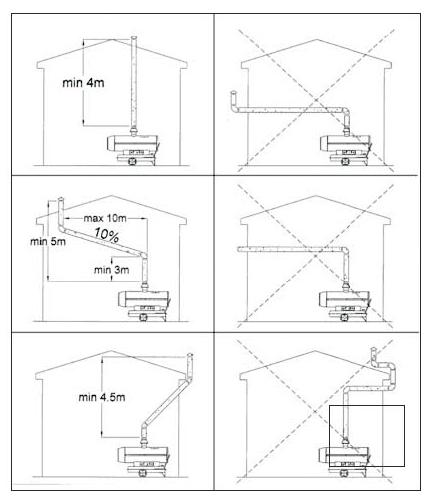
5.3 Соединение с дымоходом
Уровень потребления топлива и хорошее функционирование аппарата зависят также от правильной прокладки дымовой трубы,
которая должна быть рассчитана квалифицированным персоналом в соответствии с действующими нормативами. Для
соединения аппарата с дымоходом, следует придерживаться следующих условий:
- следует избегать горизонтальных участков трубы дымохода при установке.
- следует использовать трубы с гладкой внутренней поверхностью, из однородного материала, стойкого к температурным и
химическим воздействиям продуктов сгорания, с диаметром равным или большим соответствующего отверстия аппарата.
- следует избегать крутых изгибов (трубы) и уменьшения сечения.
- следует предусмотреть специальное отверстие для забора образцов продуктов сгорания для анализа.
5.4 Соединение выходного воздушного отверстия
Присоединить систему распределения горячего воздуха к верхнему фланцу выходного отверстия аппарата, вставив
прокладку-антивибратор, чтобы избежать передачи вибраций воздухопровода.
5.5 Соединение забора воздуха
Присоединить систему забора воздуха к отверстию, сделанному сбоку. Аппарат приспособлен для соединения как с правой
стороны, так и с левой. Чтобы приспособить определенную сторону для всасывания, достаточно поменять местами порядок
монтажа боковой закрывающей панели (панелей) на решетку (решетки) для забора воздуха.
5.6 Внешняя жесткая защита
Для исключения контакта с движущимися частями теплогенератора, обязательно установить внешнюю защиту аппарата, а именно:
- решетку (решетки) забора воздуха
- закрывающие боковые панели
- картер камеры сгорания
5.7 Монтаж камеры сгорания
Чтобы произвести установку камеры сгорания для газа или дизельного топлива, надо тщательно соблюдать инструкции,
содержащиеся в специальном руководстве для данной камеры сгорания. ВАЖНО! Расположение каналов выхода и забора
воздуха должно производиться компетентным лицом с тем, чтобы не превысить максимально допустимых норм для
аппарата, указанных в параграфе 2.3.
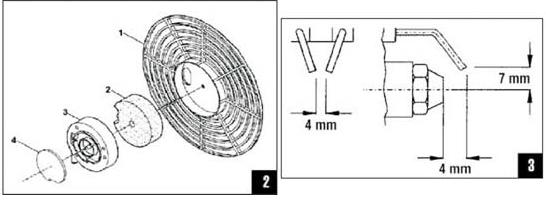
6. РАДИАТОР
В случае, если необходимо установить аппарат внутри помещения, которое надлежит обогревать, необходимо использовать
радиатор, поставляемого в ЗИП. Чтобы получить оптимальное распределение воздуха, можно посоветовать установить
аппарат вблизи внешней стены или в центре данного помещения, с выходом воздуха соответственно на 3 или на 4 стороны.
6.1 Инструкция по монтажу
Чтобы смонтировать радиатор, надо:
- Снять упаковку с радиатора.
- Демонтировать на радиаторе заглушки выхода воздуха и закрывающую панель.
- Поместить радиатор на верх аппарата.
- Зафиксировать радиатор на аппарате болтами через отверстия мундштуков выхода воздуха и крепления закрывающей панели.
- Поставить обратно мундштуки и закрывающую панель. Внимание! На верхнюю панель радиатора нельзя ничего ставить.
6.2 Размеры
| Модель | A | B | H | N | |
| MAGNUM 60 HC | 540 | 800 | 350 | 4 | 250x400 |
| MAGNUM 100 HC | 760 | 1060 | 550 | 4 | 600x400 |
| MAGNUM 160 HC | 900 | 1300 | 550 | 4 | 800x400 |
| MAGNUM 220 HC | 1000 | 1500 | 550 | 4 | 800x400 |
| MAGNUM 320 HC | 1200 | 1700 | 550 | 4 | 1000x400 |
| MAGNUM 460 HC | 1270 | 2090 | 550 | 6 | 800x400 |
| MAGNUM 640 HC | 1500 | 2500 | 550 | 6 | 1000x400 |
6.3 Расстояние действия радиатора
В таблице приводится расстояние в метрах, на котором скорость струи уменьшается до 0.1-0.15 м/сек, в зависимости от
наклона платин для каждой стороны, снабженные двумя, тремя и четырьмя отверстиями.
ВАЖНО! Не допускается выход воздуха только с одной стороны радиатора.
7. ВСАСЫВАЮЩИЙ ФИЛЬТР
7.1 Инструкции по монтажу Модели Magnum 60 HC - 100 HC
- установить(выбрать) сторону монтажа фильтра
- прикрепить фильтр, используя приданные винты-саморезы
Модели Magnum 160 HC - 640 HC -вытащить фильтрующие ячейки из контейнера
-прикрепить контейнер к отверстию у основания аппарата, предназначенного для забора воздуха, посредством приданных
винтов.
-поставить обратно фильтрующие ячейки
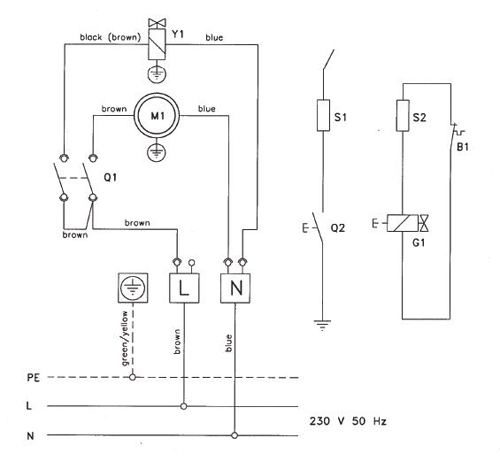
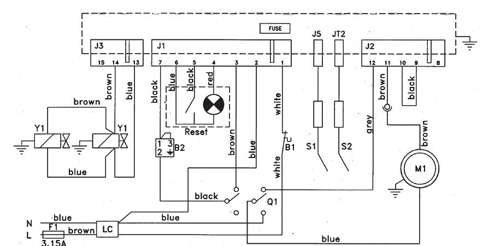
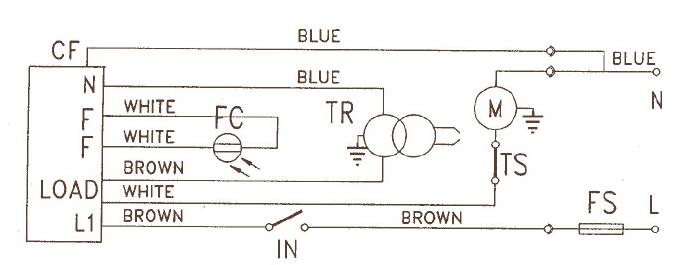
8. ПОДСОЕДИНЕНИЕ К ЭЛЕКТРОСЕТИ
Аппарат серийно поставляется со смонтированным электрощитом с подсоединенными электродвигателем и битермостатом
FAN-LIMIT . Поэтому подсоединения, которые надлежит сделать, относятся к
- общему электропитанию
- проводке к камере сгорания
- проводке к термостату внешней среды
- возможна установка других аксессуаров (температурные заслонки, увлажнитель и т.д.)
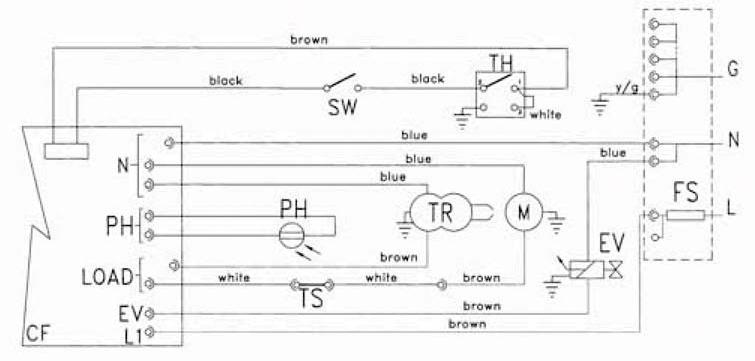
Для всех соединений следует использовать приданные кабели, расположенные на электрощите, и пользоваться зажимами
самого щита согласно электросхеме по каждой модели. Для прекращения работы камеры сгорания в случае неисправности,
электрический щит моделей MAGNUM 100 HC - 640 HC снабжен реле безопасности (LX) с контактом, который останавливает
работу камеры сгорания, В случае срабатывания термостата безопасности аппарата, включается реле термической защиты и
останавливает блок вентилятора.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
- Разрешается установить на верху аппарата магнитнотермический прерыватель, соответственно подобранный на основе
технических характеристик, изложенных в параграфе "Технические характеристики и способ применения" и в соответствии
с действующими правилами и нормативами.
- Проверить с помощью квалифицированного персонала, что все кабели и электрическая аппаратура соответствуют
максимальной потребляемой мощности , указанной на щитке.
- Обязательно заземлять аппарат, стараясь оставить кабель заземления слегка длиннее других кабелей таким образом, для
избежания обрыва.
- Соблюдать полярность при подсоединении электропитания.
Битермостат FAN-LIMIT
Этот термостат имеет чувствительный элемент, расположенный в выходном отверстии для горячего воздуха и выполняет
функцию запуска или остановки блока вентиляторов (функция FAN), а также остановку аппарата, предохраняющую его от
перегрева (функция LIMIT).
РЕЖИМ FAN
Когда температура воздуха вблизи чувствительного элемента достигнет величины , выставленной на градуированном
циферблате битермостата (35С и примерно через минуту после зажигания в камере сгорания), электрический контакт
термостата замыкается, и включается блок вентиляторов. Когда температура воздуха вблизи чувствительного элемента
опускается ниже величины, выставленной на градуированном циферблате битермостата (25С и примерно через 2-3 минуты
после отключения камеры сгорания), электрический контакт термостата размыкается , и блок вентиляторов останавливается.
РЕЖИМ LIMIT
Если, при неисправности в работе воздух вблизи чувствительного элемента перегревается и его температура достигает
значения, установленного на градуированном циферблате битермостата (100 С), ), электрический контакт термостата
размыкается и происходит отключение только камеры сгорания. ВНИМАНИЕ! В моделях от ТС375Е до ТС800Е
устанавливаются два битермостата. Один расположен на передней панели (со стороны горелки) , и ему дана только функция
FAN, тогда как другой расположен на боковой панели, и ему заданы как функция FAN(параллельно первому термостату),
так и функция - LIMIT. Эти два термостата легко различимы, и их нельзя перепутать из-за различной длины кожуха, и
благодаря наклейкам на самих термостатах относительно их место установки. (ANT -передняя, LAT-боковая).
9.2 Регулировка камеры сгорания на дизельном топливе.
Монтаж и регулировка камер сгорания на дизельном топливе должна производиться обученным персоналом при тщательном
соблюдении инструкций, имеющимся в руководстве по данной камере сгорания.
9.3 Регулировка камеры сгорания на газе.
Монтаж и регулировка камер сгорания на газе должна производиться обученным персоналом при тщательном следовании
инструкциям, имеющимся в руководстве по данной камере сгорания
9.4 Регулировка скорости вентилятора
Аппараты обычно поставляются с отношением трансмиссии, отрегулированным так, что номинальный выход горячего
воздуха можно получить при использовании половины радиатора с выходами на три или четыре стороны и с воздухозабором
с одной или двух сторон через решетки воздухозабора.
ВАЖНО! НЕ ДОПУСКАЕТСЯ ВЫХОД ВОЗДУХА ТОЛЬКО С ОДНОЙ СТОРОНЫ РАДИАТОРА.
Для применения аппарата в условиях отличный от указанных выше, необходимо обратиться в сервисный центр SIAL. При
подключении необходимо убедиться в том, что вращение вентиляторов происходит в соответствии со стрелкой, поставленной
на архимедовом винте. В случае трехфазного электродвигателя чтобы изменить направление вращения, достаточно инвертировать
одну фазу в подаваемом электропитании и тем избежать перестановки кабелей на электрощите. Необходимо проверить, что ток
потребляемый электродвигателем соответствует значению указанному на табличке. При несоответствии следует изменить
обороты вентилятора для получения необходимого значения.
Чтобы изменить число оборотов вентилятора, следует выполнить следующие операции: Модель Magnum 60 HC - 100 HC
- ослабить натяжение ремня, ослабив винты
- снять ремень
- посредством 6-гранного гаечного ключа ослабить зажимы подвижной части шкива
- повернуть подвижную часть шкива таким образом, чтобы получить нужный диаметр
- заблокировать с силой зажимы в соответствии с направляющей канавкой
- поставить ремень
- натянуть ремень, но не слишком. При надавливании на обе стороны ремень должен иметь прогиб 2-3 см.
Модель Magnum 160 HC - 320 HC
- ослабить натяжение ремня, ослабив винты
- снять ремень
- посредством 6-гранного гаечного ключа ослабить зажимы подвижной части шкива
- повернуть подвижную часть шкива таким образом, чтобы получить нужный диаметр
- заблокировать с силой зажимы в соответствии с направляющей канавкой
- поставить ремень
- натянуть ремень, но не слишком. При надавливании на обе стороны ремень должен иметь прогиб 2-3 см.
Аппараты модели Magnum 460 HC - 640 HC имеют фиксированное отношение трансмиссии, и для изменения числа оборотов
вентилятора необходимо заменить шкив.
Для контроля электропотребление двигателя, следует поступать так:
- подключить амперметр к одной из фаз общей линии электропитания
- поставить теплогенератор в режим функционирования при летней вентиляции, чтобы таким образом исключить другие потребителя
(камеру сгорания, вспомогательное электрооборудование)
- прочитать значение потребления электроэнергии на амперметре и сравнить его со значением на щитке самого
электродвигателя, помещенного в параграфе "Технические характеристики и способы измерения".Если необходимо
проконтролировать электропотребление через телевключение или телевыключение, следует выполнить:
- подключить амперметр к одной из фаз электропитания двигателя.
- поставить аппарат в режим функционирования при летней вентиляции, чтобы таким образом исключить другие потребители
(камеру сгорания, вспомогательное электрооборудование)
- прочитать значение потребления электроэнергии на амперметре.
- если аппараты прямого включения (Magnum 160 HC - 320 HC), то измеренное значение соответствует потреблению линии
и его следует сравнивать со значением на щитке двигателя, помещенного в параграфе "Технические характеристики и способы
измерения".
- если аппараты с включением через пониженное напряжение (соединение звездой или треугольником), то измеренный ток
соответствует потреблению на фазе и его следует сравнивать со значением на щитке двигателя, помещенного в в параграфе
"Технические характеристики и способы применения", деленному на 1,73(Magnum 460 HC - 640 HC).
10. КОНТРОЛЬ
Для контроля правильной работы аппарата, необходимо проверять некоторые основные параметры. необходимо включить
аппарат и:
- Проверить, что блок вентиляторов включается примерно через 1 минуту после зажигания в камере сгорния.
- Проверить, что нет утечки топлива
- Проверить правильность подачи топлива, посредством индикатора
- Проверить , что температура дымовых отходов соответствует указанной в параграфе 2.3 в пределах +/- 10 С
- Проверить, что калибровка битермостата соответствует указанной в параграфе 2.3
- Проверить, что на циферблате битермостата указатель стоит на 50-6- С и не включается LIMIT
- Проверить, что скачок температуры соответствует указанному в параграфе 2.3
- Повернуть вручную циферблат битермостата так, чтобы вызвать запуск термостата LIMIT и убедиться, что камера зажигания
выключилась
- Разомкнуть контакт термостата среды (внешнего термостата) и убедиться, что он действует только на зажигание камеры
сгорания и не вызывает выключения блока вентиляторов
- Проверить, что величина энергопотребления двигателя не превышает значения, указанного на щитке
- Проверить, что калибровка термического реле защиты выставлено на значение потребления на щитке двигателя
- Проверить, что вентилятор работает еще 2-3 минуты после выключения камеры сгорания, прежде чем остановиться
11. КОМАНДЫ
11.1 Коммутатор обогрев/ останов/ вентиляция расположенный на электрощите аппарата, имеет функцию выбора режима работы:
- значок «обогрев» , программирует аппарата таким образом, чтобы вентилятор и камера сгорания работали автоматически на
выработку заданного тепла
- значок «вентиляция», управляет аппаратом с выключенной камерой сгорания. Только при включенном вентиляторе
используется для освежения воздуха летом
- значок «останов», вызывает остановку обогревателя. Вентилятор работает еще некоторое время, чтобы сбросить тепло,
накопленное в теплообменнике.
11.2 Термостат среды
Устанавливается внутри обогреваемого помещения на уровне примерно 1,5 метра от пола и в стороне от потоков горячего или
холодного воздуха. Имеет функцию запускать или останавливать аппарат так, чтобы поддерживать температуру вблизи
выставленного значения. Не поставляется с аппаратом, а должен быть заказан отдельно.***
11.3 Кнопка отключения блокировки горелки
Расположенная на самой горелке, имеет функцию возобновить работу горелки после блокировки
11.4 Кнопка переблокировки
LIMIT, расположенная на корпусе битермостата FAN-LIMIT, красного цвета, имеет функцию возобновить работу горелки после
отключения из-за превышения температуры
11.5 Кнопка переблокировки
Термической защиты, расположенная внутри электрощита, смонтирована на термическом реле, имеет функцию возобновить
работу блока вентиляторов, после отключения из-за плохой работы или излишнего энергопотребления двигателя вентилятора.
Внимание! Прежде чем отключит какую-либо блокировку, необходимо выявить и устранить причину, вызвавшую срабатывание
защиты. В случае сомнений следует обращаться в ближайший сервисный центр SIAL, который окажет вам необходимую
техническую помощь.
12. СИГНАЛИЗАЦИЯ
12.1 Индикатор наличия напряжения, расположенный на электрощите аппаратов модели Magnum 460 HC - 640 HC, представляет
из себя лампу оранжевого цвета, которая зажигается, когда подано напряжение на обогреватель.
12.2 Индикатор блокировки горелки, расположенный на самой горелке, представляет из себя лампу красного цвета, которая
зажигается, когда срабатывает блокировка горелки. Индикатор служит также кнопкой отключения блокировки горелки.
12.3 Индикатор аварийного останова , расположенный на электрощите аппаратов модели Magnum 100 HC - 640 HC, представляет
из себя лампу красного цвета, которая зажигается в следующих случаях:
- срабатывание термостата защиты LIMIT
- срабатывание термической защиты двигателя вентилятора
13. РЕЖИМ РАБОТЫ
13.1 Режим работы как вентилятора
Задание режима работы происходит по следующим этапам:
- подается напряжение на аппарат
- коммутатор ставится в положение "вентиляция"
- при этом работает только блок вентиляции, и в помещение идет воздух с температурой воздухозаборника.
13.2 Режим работы в качестве обогревателя
Задание режима работы происходит по следующим этапам:
- подается напряжение на аппарат
- коммутатор ставится в положение "обогрев"
- внешний термостат выставляется на желаемую температуру
- при этом электропитание подается на горелку и, после срабатывания предварительной промывки камеры сгорания, зажигается
пламя горелки
- примерно через минуту от момента зажигания пламени включается блок вентиляции, и горячий воздух направляется в
помещения, предназначенное для обогрева
- при достижении температуры, указанной на внешнем термостате, горелка гаснет и через 2-3 минуты останавливается блок
вентиляции. Полный цикл повторяется автоматически каждый раз, когда температура падает ниже значения, указанного на
внешнем термостате
14. ЗАПУСК
Следует выполнить указания параграфов 12.1 и 12.2 15. ОСТАНОВ Для того, чтобы прервать работу аппарата, следует действовать
исключительно таким образом:
- Отрегулировать внешний термостат в положение "ANTIGELO (охлаждение)".
- Выждать, пока остановиться вентилятор и только потом, если желательно,отключить электропитание на главном электрощите.
ВНИМАНИЕ! Никогда не останавливайте аппарат отключением подачи электроэнергии, так как запасенная тепловая энергия в
теплообменнике вызовет опасный перегрев самого теплообменника с возможным повреждением обогревателя. Помимо этого,
это может вызвать срабатывание термостата LIMIT с последующей необходимостью вручную отключать блокировку.
16. ОБСЛУЖИВАНИЕ
Для хорошей работы и сохранения теплогенератора рекомендуется проводить периодические работы по чистке и профилактическому
осмотру. Любые работы такого рода должны производиться квалифицированным специально обученным персоналом при остывшем
аппарате и отключенной подаче как электропитания и топлива. Рекомендуется использовать защитные рукавицы. Все операции
по профилактике и чистке аппарата, в которых необходимо использование лестницы или других средств подъема, должны
производиться с соблюдением мер безопасности.
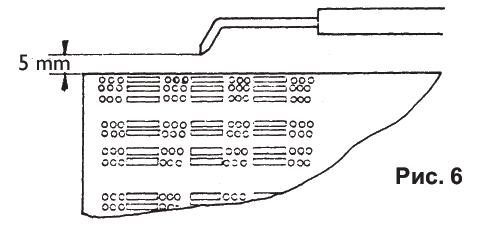
16.1 Чистка воздушного фильтра
Чистка воздушного фильтра всасываемого воздуха должна производиться периодически, не реже одного раза в неделю. Загрязненая
фильтрующая сетка сетка уменьшает поступление воздуха, вызывая излишний перегрев воздуха и теплообменника, с возможным
вследствие этого срабатыванием термостата защиты LIMIT. Частота чистки зависит от качества воздуха поступающего в аппарат.
Операции по чистке воздушного фильтра:
Модель Magnum 60 HC - 100 HC
- снять верхнюю панель
- извлечь из кассетного ящичка фильтровальную ячейку
- прочистить фильтровальную ячейку струей воздуха, пылесосом или просто встряхиванием.
- для более качественной чистки поместить ячейку в теплую воду с обычным нейтральным моющим средством, промыть водой и
просушить вдали от источников тепла
- поставить ячейку обратно после просушки. Модель Magnum 160 HC - 640 HC
- снять боковую панель
- извлечь из кассетного ящичка фильтровальные ячейки
- прочистить фильтровальные ячейки струей воздуха, пылесосом или просто встряхиванием.
- для более качественной чистки поместить ячейку в теплую воду с обычным нейтральным моющим средством, промыть водой и
просушить вдали от источников тепла
- поставить ячейку обратно после просушки.
16.2 Чистка горелки
Чистка горелки должна производиться специально обученным персоналом с тщательным соблюдением указаний Руководства по
данной горелке.
16.3 Чистка теплообменника
Чистка теплообменника должна производиться специально обученным персоналом и регламентируется точными нормативами.
Ориентировочно рекомендуется производить чистку два раза в год в начале и конце отопительного сезона. Для этой операции
поступают следующим образом:
- снять контрольную панель
- снять контрольный щиток
- снять горелку
- только в моделях Magnum 60 HC - 100 HC отсоединить переходник дымохода от патрубка
- только в моделях Magnum 160 HC - 640 HC снять боковые панели и контрольные щитки
- при необходимости вынуть загрязненные пластины прочистить ершиком трубчатые элементы и удалить сажу и копоть,
осаждающиеся камере сгорания с помощью пылесоса через отверстие в горелке
- удалить сажу и копоть, осаждающиеся в заднем дымовом коллекторе с помощью пылесоса через патрубок для моделей
Magnum 60 HC - 100 HC или через боковые контрольные отверстия для моделей Magnum 160 HC - 640 HC
- собрать все, обращая особое внимание на герметичность, заменяя при необходимости прокладки.
16.4 Профилактика блока вентиляции
Следует периодически контролировать натяжение ремней трансмиссии и взаимное расположение шкивов двигателя и вентилятора.
Ремни не должны быть натянуты больше необходимого, чтобы они не проскальзывали; при нажатии на ремень с двух сторон он
должен прогнуться по меньшей мере на 2-3 см. Для регулировки натяжения следует регулировать соответствующие затягивающие
болты. Подшипники двигателей герметичны, с предварительной заправкой смазки, в при правильной эксплуатации позволяет
работу даже без профилактики. Подшипники вентиляторов моделей Magnum 60 HC - 320 HC также герметичны, с предварительной
заправкой смазки. В моделях Magnum 460 HC - 640 HC (для этого последнего только со стороны, обратной трансмиссии) подшипники,
моноблок с суппортом, которые не требуют смазки, но для которых предусмотрено крепеж масленки. Со стороны трансмиссии в
моделях Magnum 640 HC поставлены подшипники с вертикальным чугунном суппортом, которые следует регулярно смазывать маслом
на основе литиевого мыла, вводимое через отверстие в суппорте.
16.5 Термостат LIMIT
Проверять правильность показаний термостата LIMIT ежегодно, обычно вращая циферблат за отметку 100 С и проверяя, выключилась
ли горелка. Проверять также, что возобновление работы происходит правильным образом при нажатии соответствующей кнопки.
17. РЕМОНТ
Работы по устранению неисправностей возникших из-за нарушений инструкции по эксплуатации, самостоятельного ремонта,
естественного износа, замена электродов зажигания, техническое обслуживание, не выполняются по гарантии. Никогда не начинайте
производить текущий ремонт, не отключив предварительно подачу электропитания. Текущий ремонт должен производиться
квалифицированным персоналом сервисного центра. Один раз в год аппарат должен чиститься полностью для обеспечения хорошего
сжигания и длительной работы в сервисном центре. Следует периодически проверять состояние кабелей и электрических соединений.
Монтаж, пуск и профилактические работы с обогревателями Sial должны производиться обученным техническим персоналом.
Вы можете вызвать техника непосредственно в Сервисном центре технической помощи Sial, где Вам укажут ближайший пункт
технического обслуживания.
18. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Срок бесплатного устранения недостатков (срок сервисного обслуживания) указан в гарантийном талоне. Гарантийный срок и правила
сервисного обслуживания указаны в сервисном талоне. Гарантия относится к дефектам в материалах и узлах и не распространяется на
компоненты, подверженные естественному износу и работы по техническому обслуживанию. Сервисному ремонту подлежат только
очищенные от пыли и грязи аппараты в заводской упаковке, полностью укомплектованные, имеющие фирменный технический паспорт,
сервисный талон с указанием даты продажи, при наличии штампа магазина, заводского номера и оригиналов товарного и кассового
чеков, выданных продавцом. В течение сервисного срока сервис-центр устраняет за свой счёт выявленные производственные дефекты.
Производитель снимает свои обязательства и юридическую ответственность при несоблюдении потребителем инструкций по
эксплуатации, самостоятельной разборки, ремонта и технического обслуживания аппарата, а также не несет никакой ответственности
за причиненные травмы и нанесенный ущерб.