Перегородки из гипсокартона
|
|||||
|
|||||
Ширина коммерческих линолеумов, как правило, составляет около 2 м, поэтому это покрытие почти всегда (за исключением коридоров) настилается со стыком полотнищ.
Существуют два способа настилки линолеума: без загиба и с загибом на стены. Загиб на стены образует плинтус из этого же линолеума. Линолеумный плинтус применяется, в основном, в общественных учреждениях и облегчает мытье полов швабрами, при таком варианте плинтуса меньше пачкаются стены. Однако мы ремонтируем квартиру, где никто не будет с разбегу въезжать шваброй в стену, поэтому этот вариант настилки линолеума рассматривать не будем.
Покрытие без загиба на стены тоже делают в двух вариантах: с прирезанием к плинтусам и прирезанием к стене. Коммерческий линолеум в отличие от бытового — это практически всегда безусадочный материал, поэтому его можно настилать вплотную к установленным плинтусам. Чтобы сделать плотное прилежание линолеума к плинтусу, его кромку очерчивают отволокой и отрезают ножом. По глубокому убеждению автора, этот способ нужно применять только тогда, когда снятие плинтусов на данном этапе ремонта невозможно, например, они окрашены в цвет стены. Во всех других случаях гораздо проще демонтировать плинтус и отрезать кромку полотнища по стене, нимало не заботясь о точности примечания линолеума к стене, так как неровные срезы потом будут прикрыты плинтусом. Кроме того, хотя коммерческий линолеум и объявлен безусадочным материалом, все же лучше поостеречься и не укладывать его вплотную к стенам или плинтусу, а сделать в этом месте зазор, даже если линолеум кладется на стяжку. Все-таки основным материалом линолеума является поливинилхлорид (ПВХ), а он подвержен большому температурному расширению. Линолеум, уложенный вплотную к стене или плинтусу, может расширится и пол покроется волнами.
Различие настилки коммерческого линолеума от бытового заключается в том, что это материал ломкий и обращаться с ним нужно осторожно. Сильно не перегибать при напуске на стену, размечая линии отреза, без нужды не скатывать в рулон, а если скатывать, то делать большой радиус загиба. Ломкость коммерческого линолеума не является признаком его брака, это одно из его свойств, увеличивающее износостойкость материала.
При домашней эксплуатации коммерческий линолеум расстилается и закрепляется на основании насухо, на клею и на двухстороннем скотче. При офисной эксплуатации — на клею по всей площади основания. Во всех случаях стыки полотнищ коммерческого линолеума приклеиваются к основанию или свариваются. Для сварки линолеума используется специальный инструмент (вроде паяльника) и сварочный шнур. Домашнему мастеру лучше воспользоваться клеевой технологией. 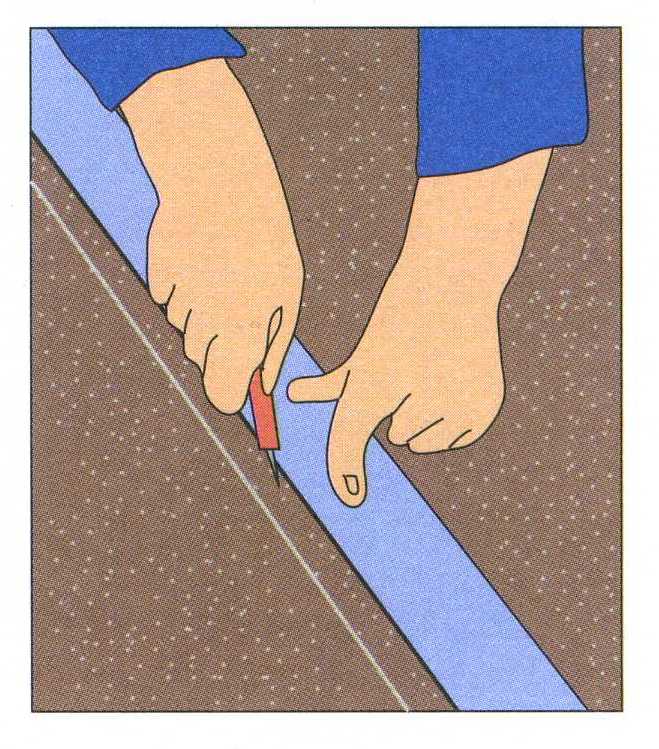
Сверните первое (у стены) полотнище в рулон большого диаметра. Длина свернутого полотнища должна быть больше, чем половина всей его длины. Нанесите раствор акрилового клея шпателем, используя один литр клея примерно на 4 — 5 м нижней поверхности абсорбирующего (бетонные стяжки и аналогичные) пола, или на 5 — 6 м нижней поверхности не абсорбирующего пола (деревянные «черные» полы и аналогичные). Равномерно разровняйте клей, не оставляйте скоплений клея или луж. Следите, чтобы под материалом не было сгустков клея. Затвердевший клей может создать неровности на новом полу. Если основание не абсорбирующее, дайте клею немного подсохнуть, чтобы он стал почти сухим. На абсорбирующую поверхность материал нужно накладывать через несколько минут после нанесения клея. Выполняйте указания инструкции, прилагаемой к клею. Клеем промазывается не все основание под полотнищем, а только полоса с отступом от внешней кромки линолеума 10 — 15 см, то есть место стыка с другим полотнищем, укладываемым рядом с первым, должно остаться неприклеенным.
Раскатайте свернутый линолеум на промазанное клеем основание. Разгибайте материал так, чтобы под ним не осталось пузырей с воздухом. Тщательно выдавите куском фанеры или ДСП, обернутым в мягкий материал, воздух, который остался под линолеумом. Профессиональные строители для прикатывания линолеума к основанию используют тяжелый 45-килограммовый валик, вам нужно придавливать его собственным весом через доску или, например, ногами, обутыми в валенки. Сверните в рулон вторую сторону полотнища. Промажьте основание клеем и разверните на клей свернутый линолеум с выдавливанием из-под него воздуха. Внимание! Непромазанную и непроклеенную кромку линолеума оставляют для усадки линолеума, а не для прирезки неровных кромок, как многие думают. Заводские кромки ровные и в специальной прирезке не нуждаются.
Приклеивание последующих полотнищ.
Укладываем второе полотно рядом с первым с нахлестом на первое полотно. Размер нахлеста — величина не нормируемая, его нужно согласовывать с рисунком линолеума так, чтобы после прирезки материала рисунок совпал. На коммерческом линолеуме рисунки редкость, чаще это однотонный немаркий фон, нахлеста в 2 — 3 см будет достаточно. Сворачиваем в рулон на половину длины второе полотно и промазываем клеем основание, опять оставив сухим место стыка на 10 — 15 см ширины. Если рядом со вторым будет ложиться третье полотнище, то место второго стыка тоже не промазывается, то есть будет наклеиваться только середина полотна линолеума. После промазывания клеем половины основании под второе полотно оно наклеивается. Сворачивается в рулон другая половина, на основание наносится клей и линолеум приклеивается второй стороной.
В процессе наклейки и по окончании приклеивания всех полотнищ линолеум простукивают резиновой киянкой. Если под материалом остались воздушные пузыри, то их можно «услышать» при простукивании. При обнаружении воздуха его выдавливают в сторону кромок. Если выдавить воздух не удается, допускается прокалывание линолеума шилом.
Прирезка и стыкование красок
Прирезку кромок выполняют через двое суток. За это время линолеум сел или расширился, соответственно нахлест кромок слегка изменился. На неприклеенные кромки двух уложенных друг на друга соседних полотнищ сверху укладывается правило или любая другая ровная рейка. Канцелярским ножом по правилу, в качестве направляющей, прорезаются оба слоя линолеума. Если прорезать сразу оба слоя трудно, то режут только верхнее полотнище, но так, чтобы на нижнем остался след. Потом разрезают и его. Под линолеум ничего подкладывать не нужно, так делали раньше, когда линолеум резали плотницким ножом. Единственное назначение рейки, подкладываемой под стык полотнищ, было не допустить быстрого затопления ножа. Сейчас, когда чуть ли не в каждом магазине есть канцелярские ножи, необходимость в этой рейке отпала. Нужно просто почаще надламывать лезвие канцелярского ножа. Не нужно приобретать и специальный линолеумный нож.
Для того чтобы прирезать одну, максимум две кромки, можно вполне обойтись и канцелярским ножом. Уверения некоторых маркетологов, что линолеум нужно резать только специальным линолеумным ножом и только с внутренней стороны полотнища, не более чем рекламный трюк. Вы прекрасно все отрежете и обычным, хорошо заточенным кухонным ножом, но канцелярским сделать это удобней, его не нужно затачивать. После прирезки кромки линолеума отгибают вверх, основание промазывается клеем, кромки возвращаются на место и хорошо придавливаются. Избыток клея, выступивший через стык, удаляют чистой тряпкой. Если вдруг, по каким-то причинам, получился расходящийся шов, то его можно попытаться исправить свариванием линолеума или склеиванием. При сварке полотнищ стык заполняется расплавленным материалом сварочного шнура. При склеивании — клеем. Современные клеи для линолеумов (не все) допускают использование их в качестве шпаклевок для небольших щелей, называются такие клеи «холодной сваркой».
На основе материалов книги Савельева А.А. "Полы в вашем доме"
Для полов по стяжке используем линолеумы на тепло- звукоизолирующей основе либо безосновные линолеумы укладываем на подложке из ДВП. Для полов по основе «дощатый или листовой "черный" пол» можно использовать любой линолеум как безосновный, так и на основе. Если дощатый пол имеет щели, то он должен быть зашпаклеван паркетной шпаклевкой либо по нему делается подложка из ДВП-Т, ДСП, ОБВ или фанеры. Иначе линолеум обожмет дощатый пол и «покажет» доски.
Современные бытовые линолеумы позволяют при настилке не мудрить со швами и подгонкой рисунка, а настилать полотнище одним куском на всю комнату, если ширина ее не превышает 4 — 5 м. Считается, что настилка линолеума одним куском более сложная, чем настилка его кусками. Однако это не так, уложить линолеум одним куском значительно проще и быстрее, чем заниматься прирезанием швов и подгонкой рисунка. Если размеры вашей комнаты позволяют настелить линолеум одним куском и вас устраивает его расцветка, то предпочтение нужно отдать именно ему, так как уложить его может человек никогда прежде этим не занимавшийся. Правда, одно осложнение при приобретении широких полотнищ линолеума все же есть: его трудно перевозить и заносить в подъезды «хрущевок». Хотя, если линолеум не ломкий, то это вполне возможно.
Для определения размера приобретаемого линолеума измерьте комнату, учтя ниши, альковы и эркеры. Сделайте при замере припуск на обрезку вдоль кривых стен 10 — 15 см по ширине (длине) комнаты и добавьте половину глубины дверного порога. Если требуется использовать несколько полотнищ, учтите припуски на совмещение рисунка. После приобретения линолеума занесите его в комнату, где он будет настелен и положите, не раскатывая, на сутки. Пусть полежит, акклиматизируется и примет температуру воздуха в помещении.
Линолеум укладывают на основание четырьмя способами: на клею, под всем полотнищем или только по периметру; на двухстороннем липком скотче, по периметру полотна и под стыками; с прикреплением к деревянной основе гвоздями и скобами; и «насухо», вообще без какого-либо крепления. 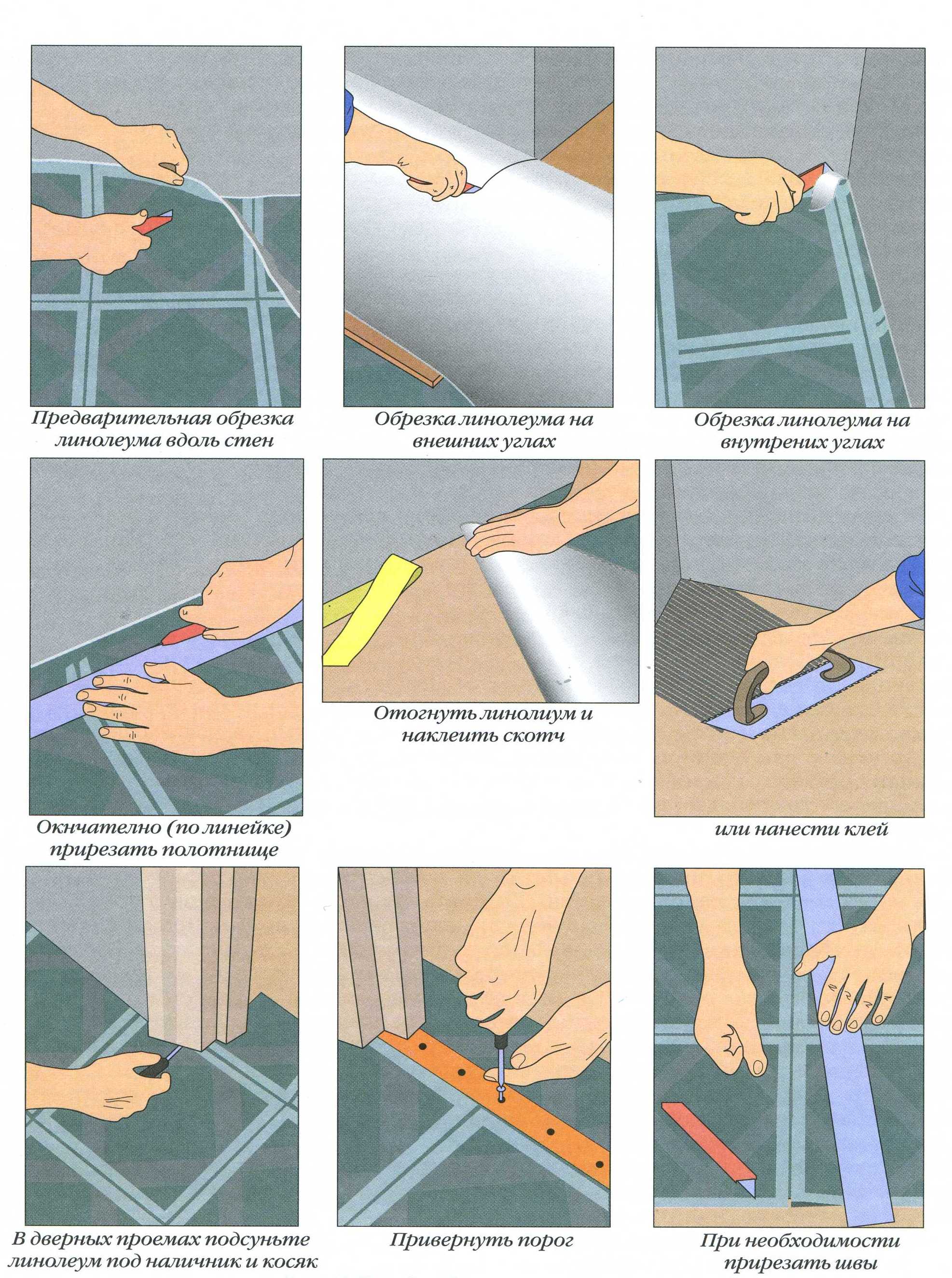
Обычно приклеивание линолеума к основанию производят в помещениях с высокой интенсивностью эксплуатации. Для домашних помещений вполне достаточно посадить линолеум на двухстороннюю липкую ленту (скотч) или уложить его насухо с проклейкой стыковочных швов, если таковые имеются.
Последовательность работ.
Расстилание и подъезда линолеума.
Плинтусы должны быть сняты. На подготовленном полу разверните рулон. Проверьте, правильно ли расположен рисунок. Разгладьте покрытие щеткой в направлении от центра к краям комнаты для удаления воздушных пузырей. Если размеры полотна значительно превышают размеры комнаты, то ножом или ножницами обрежьте покрытие из ПВХ приблизительно по размеру комнаты, оставив с каждой стороны по 5 см для окончательной подгонки. Если размер полотнища почти совпадает с размером комнаты, уложите линолеум с небольшими нахлестами на стены.
Металлической линейкой крепко придавите покрытие в угол между полом и стеной. Держа острый поделочный нож под углом 45 к линейке, обрежьте лишнюю часть. В конечном итоге линолеум нужно подрезать так, чтобы его края не доходили до стен примерно по 5 — 10 мм. Опасаться неровных надрезов не нужно, они прикроются плинтусом. Если настил линолеума ведется по деревянным полам, то подрезать его нужно таким образом, чтобы края линолеума свисали над щелью между деревянным полом и стеной. Пока неизвестно, как поведет себя линолеум после вылежки — сожмется он или расправится.
Свисающие над щелью концы можно потом подрезать, а если в результате сжатия полотнище окажется коротковатым, то придется прикрывать его уширенным плинтусом. У внешнего угла отогните полотнище назад, сложив (в два слоя) тыльной стороной вверх. Между слоями уложите древесноволокнистую плиту, чтобы не прорезать нижний слой. Ножом сделайте разрез до конца листа, начав в 5 см от угла, слегка отклоняя линию разреза в сторону «лишней» части. Во внутреннем углу сложите полотнище листа в форме буквы У и сделайте по центру разрез. Наложите два клапана внахлест и обрежьте по углу. Удалите обрезки и подогните концы на место. После прирезки линолеума оставьте его полежать на двое суток, пусть расправится.
Приклеивание полотнища.
Для нанесения клея отогните назад половину полотнища. Распределите клей по основанию зубчатой гладилкой. Дисперсионные клеи и мастики наносят зубчатым шпателем слоем 0,6 — 0,7 мм, на основе битумов — слоем 0,4 — 0,5 мм, на основе синтетических смол и каучуков — 0,3 — 0,4 мм. На дисперсионные клеи и мастики линолеум укладывают сразу после их нанесения на основание, а на клеи и мастики на основе битумов — через 15 — 20 минут. Клеи и мастики на основе синтетических смол и каучуков выдерживают для улетучивания избытка растворителя до «отлипа». После этого на тыльную сторону безосновного линолеума шпателем или кистью наносят клей слоем 0,2 — 0,3 мм. Через 10 — 15 минут после нанесения клея на тыльную сторону линолеум наклеивают на подготовленное основание. Если настилка линолеума производится несколькими кусками, то клей наносят под полотнище, оставляя сухим 10 — 15 см у кромки, которая будет стыковаться с другим полотнищем. Двухсторонний скотч при этом виде настилки, наклеивается только на основания без приклеивания его к линолеуму. Если линолеум настилается одним куском на всю комнату, то клей можно наносить на основание в виде сетки. Если вместо клея используется двухсторонний скотч, то его приклеивают к полу (по периметру помещения или в виде сетки с ячейками 50х50 см), не снимая верхней защитной пленки. Поверхность пола под скотчем должна быть обезжиренной, сухой и чистой. Затем снимают со скотча верхнюю защитную пленку и приклеивают покрытие.
Уложите полотнище и разгладьте. Уложите полотнище на второй половине комнаты. У дверного проема пропустите полотнище под наличник и под стойку дверной коробки, для этого наличник и коробку придется подпилить. Обрежьте край полотнища так, чтобы он проходил по центру дверного проема.
Стыковка двух полотнищ
При использовании двух полотнищ покрытия из ПВХ укладывайте их с одной и другой стороны комнаты таким образом, чтобы в месте стыка с обеих сторон были заводские кромки. При клеевой технологии крепления укладывайте кромки полотнищ с нахлестом 2 — 3 см и совмещением рисунка. При креплении на липкую ленту уложите полотнища «стык в стык>. Через двое суток линолеум даст усадку и стыкование можно доделать.
При укладке насухо или на скотч полотнища линолеума через двое суток просто пододвигают друг к другу с совмещением рисунка. Затем края шва отгибают и проклеивают основание, а потом и сам линолеум двухсторонним скотчем. По периметру помещения скотч, приклеенный к основанию, освобождается от верхней защитной пленки и на него «сажается» линолеум либо линолеум остается без приклейки — укладывается «насухо».
При клеевом креплении полотнищ сделайте разрез сквозь два слоя так, чтобы листы точно совпадали. Отогните края линолеума, промажьте основание клеем. Прижмите края к основанию, например, положите обрезок ровной доски и походите по нему.
Установка плинтусов и порога.
В заранее просверленные в стенах отверстия вставьте дюбели и саморезами прикрепите к стене плинтусы. Если основание пола было деревянным, то необходимо оставить щель для вентиляции подпольного пространства. Это делается просто. Перед прикреплением плинтуса между ним и покрытием пола вставляются полоски (обрезки) линолеума, таким образом получается щель между полом и плинтусом. После установки плинтуса обрезки линолеума вынимаются. Щель можно оставить и между стеной и плинтусом — это не принципиально. Между полом и плинтусом щель менее заметна, чем между плинтусом и стеной, однако в ней будет накапливаться грязь. Решать вам, рисковать полом и выбрать «эстетику», пренебрегая вентиляцией, либо делать вентиляционную щель. Правда, сегодня существуют системы с принудительной вентиляцией пола, но это недешево. Наконец, закрепите в дверном проеме пороговую планку. Подберите планку, подходящую к стилю покрытия в соседней комнате. Прикрепите пороговую планку к полу. В бетонном полу сначала сверлом для кирпичной кладки просверлите отверстия и вставьте в них пластиковые дюбели для шурупов.
На основе материалов книги Савельева А.А. "Полы в вашем доме"
Основу напольного резинового покрытия составляет цветная резиновая крошка (ЕПДМ) и однокомпонентное полиуретановое связующее. Смешиваясь в соответствии с определенной технологией, эти компоненты образуют вязкую массу. Далее этот состав распределяется по заданной твердой поверхности, формируя покрытие требуемой толщины, и застывает.
Как видим, технология укладки довольно проста. И, в целях экономии, можно воспользоваться подручными средствами, например, стандартной бетономешалкой открытого типа и минимальным набором инструментов, растягивая и трамбуя смесь вручную, при помощи терки и полутера. Только будет ли такой подход профессиональным, а получившееся покрытие безупречным? А если покрытие должно быть двухслойным, да еще и с нанесенной разметкой или рисунком? И сколько времени займет работа, если площадь заданной поверхности достаточно велика (игровая площадка, футбольное поле, спортзал)?
Очевидно, что даже при такой несложной технологии, для укладки резинового покрытия лучше пользоваться специализированным оборудованием. Это позволяет сократить количество обслуживающего персонала, и при этом увеличить в несколько раз производительность труда. Небольшая бригада от 3 до 5 человек, с использованием специализированного оборудования способна смонтировать не менее 1000 м2 резинового покрытия в день. А для компаний-заказчиков, организующих открытый конкурс (тендер), техническая оснащенность играет далеко не маловажную роль при выборе подрядчика.
Основным специализированным инструментом для укладки является Автоматизированный укладчик резиновых покрытий. Эта машина может работать в довольно жестких условиях, так как имеет стальную ровную поверхность с антикоррозийным покрытием. Представляет собой стальную конструкцию на гусеничном ходу, состоящую из переднего скребка и давящей пластины. Передний скребок снабжен возможностью ручной регулировки расстояния до земли, что позволяет задавать нужную толщину покрытия. С помощью верхнего ограничителя возможно также регулирование ширины. А давящая пластина имеет 4 функции: установка высоты, установка углов, установка температуры и вибрации. Виброукладка необходима для надлежащего уплотнения материала, а нагрев до 800С обеспечивает более быстрое схватывание и застывание материала, и улучшение качества поверхности.
Смеситель для смешивания компонентов покрытия (миксер) выполняет разовые замесы крошки и связующего компонента. Для этого склад крошки и связующего материала должен располагаться рядом с миксером. После завершения цикла смешивания компонентов, получаемая смесь перемещается на тележку и транспортируется до места укладки и высыпается на рабочую поверхность укладчика. Для замесов и транспортировки необходимо 1-3 человек в зависимости от необходимой производительности, и еще 2 человека управляют Автоматизированным укладчиком. Продукцией данного оборудования являются бесшовные резиновые покрытия, которые укладываются цельным ковром толщиной от 4 до 20 мм (задается при укладке). В основном, покрытие такого качества требуется для игровых и спортивных площадок.
Для того, чтобы нанести верхний слой на ранее нанесенные резиновые и другие напольные покрытия, произвести напыление на металлические конструкции (палубы и корпуса судов, элементы корпусов автомобилей, заборы, краны, трубопроводы) нужно использовать Распылитель резиновой крошки. Это оборудование для нанесения верхнего напыляемого слоя состоит из воздушного компрессора, сварного металлического бункера, помпы и пистолета-распылителя. Распыление смеси связующего компонента и гранул (ЕПДМ) происходит через пистолет распылителя посредством высокого давления, создаваемого воздушным компрессором. Радиус распыления может регулироваться. Напыляемое покрытие отличается высокой износостойкостью, стойкостью к разрыву, излому, скручиванию. Приобретает антискользящие и шумоизоляционные характеристики, способность гасить ударные нагрузки и стойкость к атмосферным воздействиям. Распылитель предназначен для покрытия поверхностей ЕПДМ крошкой как на открытых площадках, так и в помещениях.
С помощью перечисленного специализированного оборудования можно быстро и качественно укладывать резиновые покрытия любых цветовых вариантов: одноцветные, двухцветные, покрытия с вкраплениями. А на спортивных и игровых площадках возможно нанесение различных вариаций разметки, рисунка. Преимущество при использовании специальной техники очевидно. Техника проста в использовании и обслуживании, настройка машины позволяет избежать нерационального использования компонентов и легко производить продукт заданной толщины и высокого качества.
РЕКОМЕНДАЦИИ
По применению, транспортировке, хранению
Линолеума марки «Комитекс».
Транспортирование линолеума можно производить всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на соответствующем транспорте. При перевозке, погрузке и выгрузке должны быть приняты меры, обеспечивающие сохранность от падения влаги, повреждения, загрязнения.
Рулоны должны храниться в сухом закрытом помещении при температуре не ниже +10 С.
При хранении они должны размещаться на расстоянии не менее 1 метра от отопительных приборов следующим образом:
Распаковку рулонов необходимо производить при температуре не ниже +15С. В случае транспортировки рулонов при температуре от 0С до +10С, их следует выдержать не менее 24 часов, а при температуре ниже 0С – не менее 48 часов в теплом помещении с температурой не ниже +15С. После этого можно приступать к укладке.
УКЛАДКА ЛИНОЛЕУМА
Устройство полов с покрытием из линолеума следует производить в соответствии с требованиями СНиП 3.04.01-87 Основание пола должно быть сухим, ровным, гладким, прочным, без трещин, пыли, жира и масел. Рулоны линолеума раскатывают, разрезают на полотна необходимой длины и выдерживают до полного исчезновения волн и морщин, но не менее 2-х суток. При использовании нескольких кусков необходимо сделать допуск на подбор рисунка. Рекомендуется брать куски из одного рулона или одной партии во избежание разнооттеночности.
Приклейку линолеума производят по всей поверхности дисперсионными клеями типа: бустилат, ПВА, Акрилат. Клей наносят на поверхность пола с помощью зубчатого шпателя, ровным слоем, толщиной 0,2 – 0,3 мм (расход клея - до 500 г на кв.м. в соответствии с инструкцией завода - изготовителя).
Подогнав стыкуемые полотнища по рисунку, следует отогнуть половину приклеиваемого куска и после нанесения клея на подготовленную поверхность пола прижать, стараясь избежать образования воздушных пузырей. Нанесение клея выполнять по всей площади линолеума, оставляя не промазанную полоску в месте стыка полотнищ для последующей прирезки стыка. Приклеиваемые полотнища прижимают к поверхности пола и стыки полотнищ нагружают. Стыки прирезают не ранее чем через 72 часа после основной приклейки полотнищ.
При укладке первых 2-х полос линолеума одной партии следует обратить внимание на наличие разнооттеночности и других дефектов. В случае значительных отклонений производитель возмещает расходы по укладке линолеума 2-х полос. Для обоснования претензии необходимо сохранить маркировочный ярлык (этикетку) и образцы линолеума.
Стыки линолеума сваривают
Эксплуатация пола разрешается не ранее чем через 72 часа после проведения указанных работ.
УХОД ЗА ЛИНОЛЕУМОМ
При уходе за линолеумом его протирают тряпкой или мягкой щёткой, смоченной мыльным раствором или водой (температура не выше 40С).
Для чистки покрытия не следует применять химические растворители, такие как ацетон, этилацетат и им подобные, а также чистящие средства, содержащие абразивные вещества.
Не рекомендуется контакт покрытия с резиной, а также веществами, содержащими битум и его производные. Они оставляют на поверхности пола несмываемые пятна. Попавшие на линолеум деготь или крема для чистки обуви необходимо сразу же удалить.
Для предохранения покрытия от повреждений при перестановке мебели рекомендуется подкладывать под ножки тканевые, картонные или войлочные прокладки. Острые края и ножки мебели рекомендуется закрывать колпачками или наклейками из войлока или ткани. Во избежание попадания на покрытие абразивных частиц (песка, камешков) с улицы следует перед входом в помещение укладывать чистящие приспособления (коврики, решетки).
 Большая часть дефектов полов обусловлена и недостатками самих оснований, которые характеризуются повышенной влажностью, неровной поверхностью. Дефекты не только ухудшают внешний вид линолеумных полов, но и способствуют быстрому их износу.
Большая часть дефектов полов обусловлена и недостатками самих оснований, которые характеризуются повышенной влажностью, неровной поверхностью. Дефекты не только ухудшают внешний вид линолеумных полов, но и способствуют быстрому их износу.
Большое значение имеют ремонтные работы, требующие от рабочего аккуратности. Плохо выполненный ремонт полов ставит под угрозу качество всего покрытия. Ремонт линолеумных покрытий заключается в устранении образовавшихся пузырей и волнистости; заделке щелей и наплывов; приклейке отклеившихся кромок и отдельных участков линолеума; замене изношенных участков пола.
Устранение вздутий пола. Применение разнообразных клеящих мастик, изготовленных на строительной площадке, неумелое использование медленно твердеющих мастик, а также несоблюдение сроков сушки оснований и выдержки линолеума - основные причины того, что линолеум вздувается пузырями, коробится и его кромки в стыках становятся волнистыми.
Пузыри появляются в тех случаях, когда толщина слоя мастики свыше 1 мм и мастика медленно высыхает; при нормальном слое мастики, но плохо разглаженном линолеуме мастика не прилипает к линолеуму; слой мастики менее 0,5 мм или отсутствует.
Во избежание указанного дефекта мастику следует наносить только зубчатым шпателем, обеспечивающим слой одинаковой толщины на всей поверхности основания.
Для исправления вздувшихся мест линолеума, наклеенного на резинобитумной мастике и горячем битуме, прежде всего нужно выпустить воздух, скопившийся в пузырях, для этого надо проколоть шилом отверстия, затем разгладить линолеум вокруг них и положить на это место груз.
Если же пузыри появятся вновь, рекомендуется на вздувшееся место положить мешок с горячим песком или прогладить это место через бумагу несколько раз горячим утюгом.
В особых случаях под вздувшиеся участки требуется вводить шприцем растворитель для размягчения затвердевшей клеящей мастики. После размягчения мастики необходимо прижать и приклеить вздувшиеся места. Для приклеивания отдельных мест шприцем вводят под покрытие жидкую мастику.
Пузыри могут появляться также из-за недостаточной выдержки (созревания) линолеума на заводе-изготовителе. Их невозможно исправить и поэтому рекомендуется раскраивать линолеум так, чтобы пузыри попадали на конец полотнища.
Для наклейки линолеума с вздувшимися местами мастику наносят на основание и линолеум, тщательно его разглаживают и прижимают грузом.
Линолеум, вспучившийся на всей поверхности, не может быть исправлен. В этом случае его перестилают, поднимая за край и осторожно отрывая от мастики. В местах, где линолеум прочно приклеился к основанию, отрывают полосу с помощью шпателя. Затем основание и тыльную сторону линолеума тщательно очищают от мастики. Все углубления в основании выравнивают шпаклюющими составами. После подсыхания шпаклевки линолеум вновь приклеивают.
При наклейке коллоксилинового линолеума марки НЛГ на той же коллоксилиновой мастике могут появляться вздутия. Этот дефект возникает потому, что нанесенный слой мастики имеет большую толщину (более 0,3 мм), и ацетон, находящийся в ней, растворяет линолеум, который набухает и местами вспучивается. Участок, где образовалось вздутие при наклейке коллоксилинового линолеума, вырезают и вместо него приклеивают кусок нового линолеума. При появлении большого количества пузырей следует заменить все полотнище. Устранение волнистости поверхности пола. В результате длительного хранения рулона линолеума в лежачем положении он принимает овальную форму и на развернутом полотнище под действием внутренних напряжений образуются волны. Эти волны не распрямляются даже при длительном вылеживании полотнища. Чтобы разгладить такой линолеум, рекомендуется положить полотнище на несколько дней под груз. Перед наклейкой полотнища контуры волн необходимо очертить мелом, а после наклейки на оконтуренные места положить груз. Метод исправления волнистости такой же, как и при устранении пузырей.
Устранение волнистости поверхности пола. В результате длительного хранения рулона линолеума в лежачем положении он принимает овальную форму и на развернутом полотнище под действием внутренних напряжений образуются волны. Эти волны не распрямляются даже при длительном вылеживании полотнища. Чтобы разгладить такой линолеум, рекомендуется положить полотнище на несколько дней под груз. Перед наклейкой полотнища контуры волн необходимо очертить мелом, а после наклейки на оконтуренные места положить груз. Метод исправления волнистости такой же, как и при устранении пузырей.
Заделка щелей и наплывов. Щели и наплывы появляются от преждевременной прирезки кромок линолеума, т.е. в случае, если не выдержан определенный срок вылеживания. Поливинилхлорид-ный и коллоксилиновый линолеумы дают усадку, и между отдельными полотнищами образуются щели. Глифталевый линолеум после приклейки увеличивается в ширину и уменьшается в длину, поэтому в продольных стыках получаются наплывы, а в поперечных образуются щели.
Во избежание появления щелей на поверхности линолеума приступать к прирезке его кромок следует не раньше, чем через три дня после наклейки. Щели заделывают различными прочными и водостойкими шпаклевками с добавкой пигментов под цвет линолеума.
При появлении наплывов у кромок надо подождать несколько дней для того, чтобы мастика подсохла и линолеум стабилизировался в размерах. Только после этого нужно аккуратно подрезать излишние наплывы.
Приклейка отклеившихся кромок и отдельных участков линолеума. Отклеивание кромок и отдельных участков линолеума происходит потому, что мастику наносят на основание влажное или не очищенное от пыли. Отклеивание может также произойти в результате попадания в шов различных растворителей или воды.
При исправлении дефекта необходимо тщательно очистить основание от мусора, пыли, мастики, хорошо просушить, а затем вновь приклеить кромки. Для этих целей желательно применять наиболее прочные и водостойкие мастики.
Замена изношенных участков пола. После длительной эксплуатации линолеумные полы изнашиваются. Чтобы при замене изношенных участков сохранить одинаковый внешний вид всего покрытия, новые куски линолеума должны совпадать по цвету и толщине со старым покрытием, а куски мраморовидного линолеума, кроме того, должны быть тщательно подогнаны по рисунку.
Изношенный участок линолеума вырезают в виде квадрата, прямоугольника или другой формы и удаляют. Основание очищают от клеящей мастики, а затем кладут новый кусок, несколько большего размера, чем вырезанный участок. В противоположных концах его временно прибивают двумя гвоздями, чтобы он не сдвинулся при прирезке. Прирезку осуществляют по линейке и сразу через оба слоя, что обеспечивает шов ровный и без зазоров. После приклеивания вставленных кусков сверху на них укладывают лист фанеры и прижимают грузом.
Не рекомендуется укладывать линолеум на прежде уложенное поливинилхлоридное покрытие.
Поэтому лучше удалить старый линолеум и очистить поверхность, использовать выравнивающий компаунд. Если старый линолеум удалить очень трудно, необходимо его по всей площади приклеить к поверхности, удалить следы краски, жира. Если необходимо, следует применить выравниватель. Поскольку клей будет находиться между двумя непроницаемыми поверхностями, для воды или растворителя, содержащихся в клее, надо дать достаточно времени, чтобы испариться до момента укладки напольного покрытия на поверхность. Если в качестве основания приходится использовать старые поливинилхлоридные плитки, сначала необходимо удалить полироль очищающим средством или аммиаком. Затем удалить поврежденные плитки, отверстия заполнить каким-нибудь выравнивающим средством, дать поверхности высохнуть и отшлифовать.
Если в качестве основания приходится использовать старые поливинилхлоридные плитки, сначала необходимо удалить полироль очищающим средством или аммиаком. Затем удалить поврежденные плитки, отверстия заполнить каким-нибудь выравнивающим средством, дать поверхности высохнуть и отшлифовать.
К использованию в качестве основы древесно-волокнистых плит (ДВП), фанеры нужно относиться осторожно, так как эти материалы деформируются при колебаниях температуры и изменении влажности. Но если в помещении поддерживается нормальный температурно-влажностный режим, применять их можно.
Считается, что лучше воздержаться от настилки полотен на поверхность, окрашенную масляной краской. И, конечно, ни в коем случае нельзя этого делать по шаткому, прогнившему покрытию. Если решено настилать линолеум на старый деревянный либо паркетный полы, то они должны быть прочные. Для этого необходимо проверить состояние паркета, вставить недостающие сегменты и укрепить расшатавшиеся. Все сколы и трещины должны быть зашпатлеваны. Поверхность надо обшить ДСП — или ДВП-панелями, минимальная толщина — 5 мм. Деревянные панели для достижения максимальной фиксации должны быть прибиты или закреплены при помощи строительного степлера через каждые 7—10 см.
Старое ковровое покрытие снимают, производят очистку поверхности и применяют выравнивающий компаунд.
Если линолеум настилают на пол из керамической плитки, то все отошедшие старые плитки необходимо приклеить на место. Затем все следы краски, гипса, штукатурки, жира при их обнаружении должны быть удалены.
Применить выравнивающий компаунд, после его засыхания протереть поверхность для окончательного выравнивания. Тщательно подмести.
При подготовке черного пола нужно помнить, что основание должно быть абсолютно твердым, горизонтальным, сухим и ровным. На поверхности не должно быть трещин, шишек, следов краски, гипса, штукатурки, масел или жира, которые могут помешать процессу склейки. В случае появления трещин замазать их эпоксидной смолой.
И, наконец, при подготовке бетонного основания для настилки линолеума бугры срубают, впадины с помощью шпателя заполняют цементно-песчаным раствором. Применяют выравнивающий раствор, грунтуют. Зачастую, когда поверхности неровные, делают стяжку.
Перед укладкой линолеума основание необходимо очистить от мусора, подмести сухой щеткой или пропылесосить.
Подготовительные работы
Перед укладкой линолеума нужно приготовить рабочие инструменты:
• пара сменных хорошо наточенных ножей, чтобы при резке они не рвали линолеум;
• зубчатый шпатель из толстой стали длиной 150—200 мм;
• деревянный шпатель. Нерастекающиеся клеи и мастики наносятся ровным слоем с помощью обычного деревянного шпателя;
• понадобится длинная линейка — 2- или 3-метровая, но можно взять и метровую — деревянную либо металлическую;
• жидкость для сварки швов (если будет потребность в швах);
• подходящая двухсторонняя клеящая лента. Распаковывать линолеум рекомендуется в сухом помещении при температуре не ниже 15°С.
 Перед укладкой рулоны раскатывают. В таком виде они должны вылежаться не менее 1—2 суток. Если покрытие не полностью прилегает к основанию, его следует пригрузить.
Перед укладкой рулоны раскатывают. В таком виде они должны вылежаться не менее 1—2 суток. Если покрытие не полностью прилегает к основанию, его следует пригрузить.
С помощью ножа и линейки раскраивают линолеум. Здесь надо учитывать, что при повышенной температуре, высыхая, полотна могут давать небольшую усадку. У того же поливинилхлоридного линолеума она составляет около 2% от первоначальных размеров. Поэтому нарезают линолеум с определенным допуском. Допустим, если длина полотна не превышает шести метров, запас — 20 мм, до десяти — 35 и более 10м — 50—60 мм.
Если необходимо обойти трубы или прочие выступы, то полотна раскладываются вдоль стен; карандашом либо мелом повторяются контуры этих элементов и вырезаются на линолеуме.
Одноцветный материал, а также линолеум «под мрамор» обычно укладываются по направлению света. В таком случае швы будут практически незаметны. Более сложное по цветовой гамме и рисунку покрытие уже само по себе отчасти маскирует следы стыков. На деревянную основу полотна настилают вдоль досок. Причем стыки линолеума должны приходиться на середину целой доски.
Особенности раскроя:
• резать линолеум нужно небольшими надрезами, необходимо помнить, что ошибку невозможно исправить;
• чтобы оформить внутренние углы, нужно срезать диагональ, заправить материал в угол;
• чтобы сделать внешние углы, надо разрезать материал сверху вниз и подровнять;
• материал не должен вплотную прилегать к стене, чтобы не произошло выгибание покрытия;
• при входе в помещение рекомендуется использование двухсторонней клейкой ленты, гда сделаны все необходимые приготовления, приступают к укладке линолеума.
Можно с уверенностью сказать, что сегодня ни одно другое напольное покрытие не применяется столь широко, как линолеум. Укладка линолеума в большинстве случаев достаточно проста.
г. Москва, ул. Рябиновая 55 стр.3/2
Телефоны: +7 (495) 374-99-24
8 (800) 700-07-81
Факс: +7 (495) 374-99-24
Email: info@stroy-mart.ru
Skype: stroy-mart









