Выбор цвета для разных комнат
15 march 2016
С помощью цвета в доме можно создать любую атмосферу — от успокаивающей до бодрящей. Предназначение помещения является одним из определяющих факторов при выборе цветового решения.

Коридоры, холлы и прихожие должны быть гостеприимными и яркими. Поскольку здесь никто надолго не задерживается, именно в этих помещениях могут быть использованы самые смелые и яркие цвета, которые не подходят для жилых комнат. Так, сочные «цитрусовые» оттенки желтого смотрятся особенно живо и эффектно, благодаря чему прекрасно подходят для подобных пространств.
Если в прихожей есть лестница, возможно, тот же цвет будет присутствовать на ступенях и лестничной клетке. Гостиная является одновременно местом для отдыха и приема гостей. Использование приглушенных или нейтральных оттенков в качестве фоновых поможет создать расслабляющую атмосферу, в которой вы будете чувствовать себя комфортно. Обстановку можно оживить, если оклеить одну стену яркими обоями со смелым рисунком и подобрать броские шторы и разноцветные аксессуары.
На кухне целый день кипит работа, поэтому основной цвет не должен быть подавляющим или надоедливым. Столовая, как правило, используется исключительно для приема гостей, праздничных обедов и званых ужинов. Поскольку гости зачастую приходят вечером, стены можно покрасить или оклеить обоями насыщенных и даже темных тонов вроде бордового или сине-фиолетового, которые крайне выигрышно смотрятся при искусственном освещении.
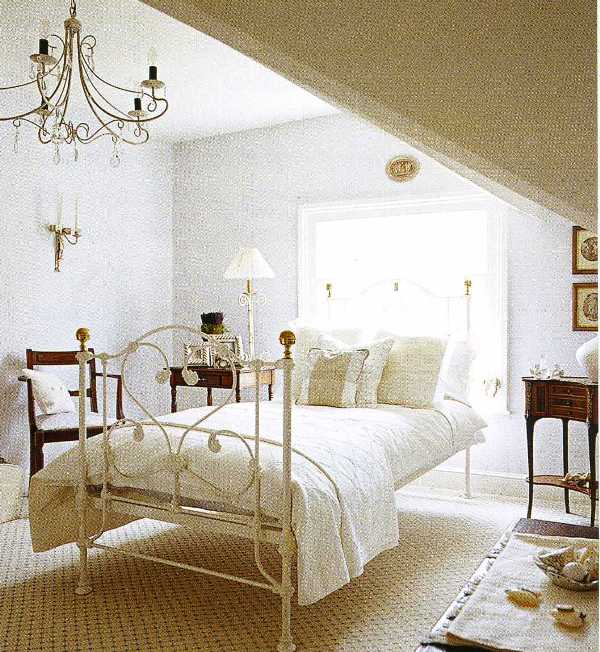
Спальни предназначены для сна и отдыха. Успокаивающие оттенки сиреневого и голубого способствуют расслаблению и помогают заснуть, поэтому прекрасно подходят для взрослых. Яркие цвета очень нравятся детям, но могут действовать на них возбуждающе. Оптимальным решением будет светлый цвет стен и разноцветные аксессуары, которые легко менять, по мере того как ребенок растет.
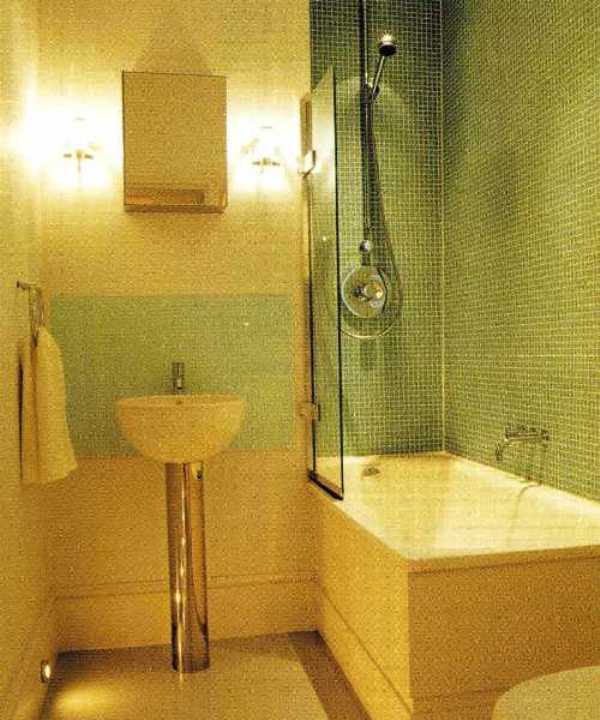
В ванных комнатах часто преобладают голубой, белый или бирюзовый цвета. Они способствуют расслаблению, которое наступает, когда вы погружаетесь в ванну после трудного дня. Естественные оттенки бежевого и песочного «согревают» помещение, уравновешивая холодную белизну сантехники, что тоже неплохо.
Маленькая хитрость
Для оживления цветовой гаммы вашего проекта выбирайте подушки и украшения контрастных по отношению к цвету стен и мебели оттенков. Такое решение позволяет быстро вносить изменения в интерьер.
На основе материалов книги Дж. Хэсти "Современный интерьер"
Коридоры, холлы и прихожие должны быть гостеприимными и яркими. Поскольку здесь никто надолго не задерживается, именно в этих помещениях могут быть использованы самые смелые и яркие цвета, которые не подходят для жилых комнат. Так, сочные «цитрусовые» оттенки желтого смотрятся особенно живо и эффектно, благодаря чему прекрасно подходят для подобных пространств.
Если в прихожей есть лестница, возможно, тот же цвет будет присутствовать на ступенях и лестничной клетке. Гостиная является одновременно местом для отдыха и приема гостей. Использование приглушенных или нейтральных оттенков в качестве фоновых поможет создать расслабляющую атмосферу, в которой вы будете чувствовать себя комфортно. Обстановку можно оживить, если оклеить одну стену яркими обоями со смелым рисунком и подобрать броские шторы и разноцветные аксессуары.
На кухне целый день кипит работа, поэтому основной цвет не должен быть подавляющим или надоедливым. Столовая, как правило, используется исключительно для приема гостей, праздничных обедов и званых ужинов. Поскольку гости зачастую приходят вечером, стены можно покрасить или оклеить обоями насыщенных и даже темных тонов вроде бордового или сине-фиолетового, которые крайне выигрышно смотрятся при искусственном освещении.
Спальни предназначены для сна и отдыха. Успокаивающие оттенки сиреневого и голубого способствуют расслаблению и помогают заснуть, поэтому прекрасно подходят для взрослых. Яркие цвета очень нравятся детям, но могут действовать на них возбуждающе. Оптимальным решением будет светлый цвет стен и разноцветные аксессуары, которые легко менять, по мере того как ребенок растет.
В ванных комнатах часто преобладают голубой, белый или бирюзовый цвета. Они способствуют расслаблению, которое наступает, когда вы погружаетесь в ванну после трудного дня. Естественные оттенки бежевого и песочного «согревают» помещение, уравновешивая холодную белизну сантехники, что тоже неплохо.
Маленькая хитрость
Для оживления цветовой гаммы вашего проекта выбирайте подушки и украшения контрастных по отношению к цвету стен и мебели оттенков. Такое решение позволяет быстро вносить изменения в интерьер.
На основе материалов книги Дж. Хэсти "Современный интерьер"
 Большую роль в оформлении комнат в каком-либо стиле играют именно
Большую роль в оформлении комнат в каком-либо стиле играют именно  Однотонные
Однотонные  Подбирая
Подбирая