GR 3,6
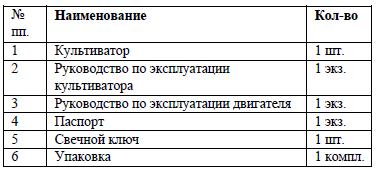
РАСПАКОВКА
Электроинструмент поставляется комплектно в исправном виде. В случае обнаружения несоот-
ветствий не рекомендуем использовать инструмент до тех пор, пока обнаруженный дефект не
будет устранен. Невыполнение этой рекомендации может стать причиной травмы.
МОНТАЖ
Аккумуляторная отвертка GR 3,6 поставляется полностью смонтированной и упакованной.
I - Введение
Приобретенный Вами инструмент способен превзойти Ваши ожидания. Он изготовлен в соот-
ветствии с высокими стандартами качества SPARKY, отвечающими самым строгим требова-
ниям потребителя. Простой в обслуживании и удобный в эксплуатации, он надежно прослужит Вам долгое время.
ВНИМАНИЕ!
Внимательно прочитайте инструкцию по эксплуатации от начала до конца. Обратите особое
внимание на места, выделенные словом «Внимание». Приобретенный Вами электроинструмент
обладает многими качествами, способными облегчить Вам работу. При его производстве мы
уделили наибольшее внимание безопасности, надежности, удобству работы.
Не выкидывайте электрических изделий вместе с обычным мусором! Отходы от
электрических изделий не следует собирать вместе с бытовыми отходами. Пожалуйс-
та, рециклируйте в предназначенных для этого местах. Свяжитесь с местными властя-
ми или представителем для консультации касательно рециклирования.
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЬІ
С учетом охраны окружающей среды электроинструмент, принадлежности и упаковка должны
подвергнуться подходящей переработке для повторного использования содержащегося
в них сырья. Для облегчения рециклирования деталей, произведенных из искусственных
материалов, они обозначены соответствующим образом.
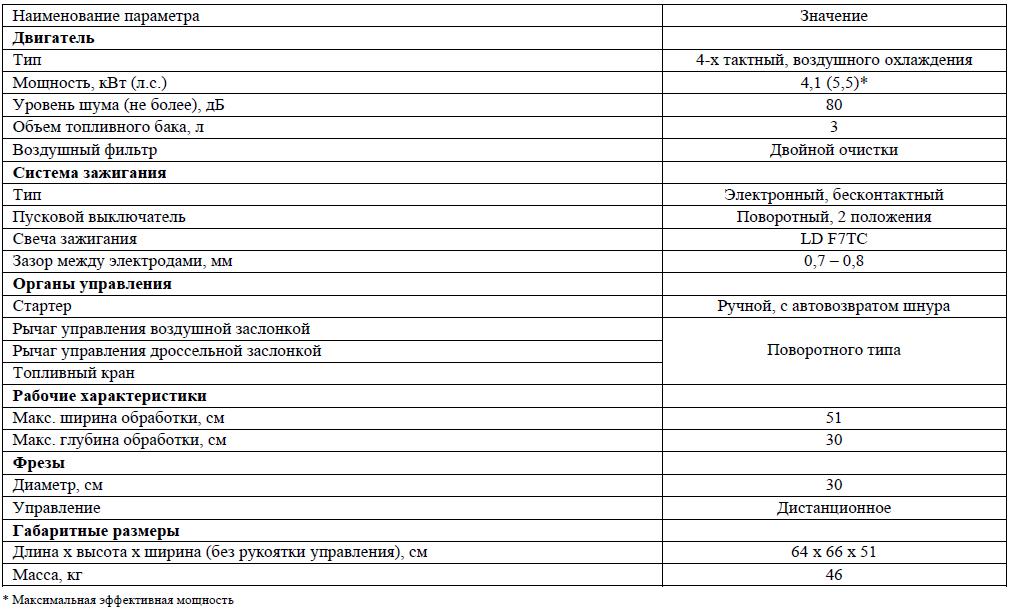
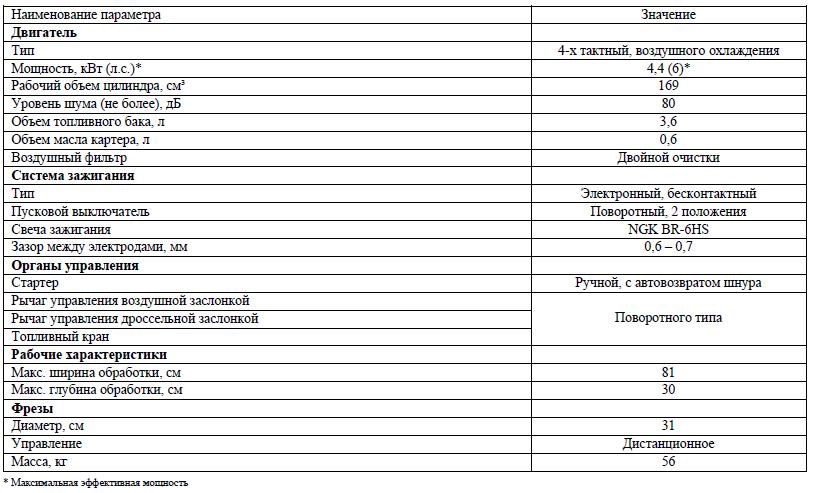
II - Технические характеристики GR 3,6
| Напряжение | 3,6 V |
| Обороты на холостом ходу | 170 min-1 |
| Максимальный крутящий момент | 4,0 N.m |
| Посадочное гнездо для наконечника | 6 mm Hexagon |
| Блокировка шпинделя для завинчивания винтов вручную | Да |
| Вес | 320 g |
| АККУМУЛЯТОР (Lithium-ion) | |
| Емкость аккум. блока | 1,1 Ah |
| ЗАРЯДНОЕ УСТРОЙСТВО | |
| Напряжение / частота | 230V~50Hz |
| Потребляемая мощность | 7,5 W |
| Напряжение на выходе / ток | 3,6 V / 0.6 A |
| Время зарядки | 3–5 h |
| Уровень звукового давления | LpA = 63,3 dB (A) |
| Уровень звуковой мощности | LwA = 74,5 dB (A) |
| Скорректированное значение ускорения | 0,93 m/s² |
III - Правила безопасности при работе с электроинструментами
ВНИМАНИЕ! Внимательно прочтите всю инструкцию от начала до конца. Несоблюдение рекомендаций может стать причиной пораже-
ния электрическим током, пожара и/или серьезных травм. Термин «электроинструмент» во всех нижеследующих рекомендациях и
правилах осторожного обращения относится и к приобретенному Вами аккумуляторному электроинструменту.
Храните инструкцию в надежном месте!
РАБОЧЕЕ МЕСТО
▪ Поддерживайте рабочее место в чистоте и достаточно освещенным. Беспорядок и недостаточная освещенность рабочего места
являются предпосылками для возникновения травм.
▪ Недопустимы работы с электроинструментами во взрывоопасной среде, вблизи легковоспламенимых жидкостей, газов или в
запыленной среде. Электроинструменты искрят, что может привести к воспламенению пыли или паров.
▪ Сохраняйте инструмент вдали от детей и посторонних лиц во время работ. Отвлечение внимания может привести к утрате
контроля со стороны оператора.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
▪ Избегайте прикосновения корпуса с заземленными поверхностями и деталями – трубами водопровода, отопительными
панелями, кухонными плитами и холодильниками. В случае соприкосновения с заземленными поверхонстями существу-
ет повышенный риск поражения электротоком.
▪ Не допускать работ в среде с повышенной влажностью. Проникновение влаги в корпус инструмента повышает риск поражения
электротоком.
ЛИЧНАЯ БЕЗОПАСНОСТЬ
▪ Будьте осторожны, производите работы с повышенным вниманием. Недопустимо проведение работ с электроинструментами
в состоянии усталости, под воздействием наркотиков, алкоголя или медикаментов. Моментная потеря внимания во время ра-
боты может привести к серьезным трудовым травмам.
▪ Используйте индивидуальные предохранительные средства. Во всех случаях пользуйтесь предохранительными очка-
ми. Индивидуальные предохранительные средства – пылезащитные маски, нескользящая обувь, защитный шлем и антифоны,
применяемые в зависимости от конкретных условий, сокращают риск возникновения трудовых травм.
▪ Удерживайте правильное положение и равновесие корпуса во время работы. Это даст возможность надежного контроля над
инструментом во внештатной ситуации.
▪ Пользуйтесь подходящей рабочей одеждой. Не рекомендуется свисающая одежда, а также ювелирные аксессуары. Сви-
сающая одежда, украшения или длинные волосы могут быть захвачены вращающимися деталями.
▪ Если электроинструмент оснащен приспособлением для пылеотвода необходимо обеспечить правильное подсоединение и
эксплуатацию. Применение таких приспособлений сокращает связанные с пылью риски.
ЭКСПЛУАТАЦИЯ И УХОД ЗА ЭЛЕКТРОИНСТРУМЕНТОМ
▪ Перед монтажом аккумулятора убедитесь, что переключатель аккумуляторной отвертки находится в выключенном положении. Установка акку-
мулятора во включенный электроинструмент может привести к несчастным случаям.
▪ Заряжайте аккумуляторы только рекумендуемыми производителем зарядными устройствами. Любое другое использова-
ние может быть опасно.
▪ Применяйте в электроинструментах только предустмотренные для них аккумуляторы. Использование других аккумуляторов мо-
жет привести к травмам и возникновению пожарной опасности.
▪ Не храните неиспользуемый аккумулятор вместе с канцелярскими скрепками, монетами, ключами, гвоздями, винтами и прочи-
ми мелками металлическими предметами, которые могут замкнуть накоротко клеммы. Замыкание клемм аккумулятора может
привести к ожогам или пожару.
▪ При неправильном применении из аккумуляторов может вытечь жидкость. Избегайте контакт с ней. При случайном попадании
жидкости на кожу ополосните обильно водой. При попадании жидкости в глаза немедленно обратитесь за помощью к врачу.
Вытекшая аккумуляторная жидкость может привести к раздражению кожи или химическому ожогу.
▪ Не перегружайте электроинструмент. Используйте электроинструмент только по назначению. Правильно выбранный элек-
троинструмент будет работать лучше и безопаснее.
▪ Не пользуйтесь электроинструментом, если переключатель не работает. Если электроинструмент становится неконтролируемым
и опасным, необходим ремонт.
▪ Перед настройкой, заменой оснастки и после окончания работы с электроинструментом необходимо удалить аккумуляторы.
Эта мера исключит риск случайного включения инструмента.
▪ Храните электроинструмент в недоступном для детей месте. Не давайте инструмент в руки неумелым пользователям, это может
быть очень опасно.
▪ Уход за электроинструментом очень важен. Проверьте, в состоянии ли движущиеся детали нормально работать, нет ли повы-
шенного трения и поврежденных деталей. Все детали должны быть правильно смонтированы и должны отвечать всем усло-
виям, чтобы гарантировать безупречную работу электроинструмента. Поврежденные защитные приспособления и детали
необходимо отправлять в мастерскую по обслуживанию для ремонта, если только в инструкции по эксплуатации не оговорено
иное. Поврежденные выключатели необходимо заменять в ремонтной мастерской. Не пользуйтесь электроинструментами,
выключатели которых не работают.
▪ Храните режущий инструмент заточенным (острым) и чистым, чтобы обеспечить надежную и качественную работу.
▪ Используйте электроинструмент, оснастку и приспособления строго по назначению и в соответствии с инструкцией. Использова-
ние инструмента для работ, не упомянутых фирмой-изготовителем в настоящей инструкции, может иметь серьезные последствия.
СЕРВИСНЫЙ УХОД
▪ Ремонт электроинструмента должен выполняться только авторизованным сервисным центром при использовании только
оригинальных запасных частей.
IV - Дополнительные правила безопасности при работе с аккумуляторной отверткой
▪ При осуществлении работ, при которых возможен контакт вворачиваемого винта со скрытой электропроводкой, держите
электроинструмент за изолированные части рукояти. Прикосновение к проводнику, находящемуся под напряжением, поста-
вит под напряжение металлические части электроинструмента и приведет к удару оператора электрическим током.
▪ Вы должны осознавать, что этот инструмент всегда находится в рабочем состоянии, потому что нет необходимости под-
ключать его к электрической сети. Всегда устанавливайте переключатель в положение «ВЫКЛЮЧЕНО», когда устанавливаете
или снимаете аккумуляторную батарею.
V - Дополнительные правила безопасности при работе с зарядным устройством
▪ Не заряжайте аккумуляторы во влажной или мокрой среде.
▪ Для обеспечения длительного функционирования аккумулятора, старайтесь заряжать его при температуре воздуха 18-24ºС.
Не заряжайте аккумулятор при температуре ниже 4.5 ºС или выше 40.5ºС. Это очень важно. Отклонения от инструкции могут
стать причиной серьезных повреждений аккумулятора.
▪ Зарядное устройство и рукоятка могут нагреваться во время заряжения. Это является нормальным явлением и не представля-
ет основания для беспокойства.
▪ Во избежание перегрева не заряжайте аккумуляторы вблизи источников тепла или под прямым солнечным светом.
▪ Если аккумулятор не заряжается нормально:
(1) Поставьте зарядное устройство вместе с электроинструментом на место, где температура окружающей среды приблизи-
тельно 18-24ºС.
(2) Если все-таки зарядка не происходит нормально, сдайте зарядное устройство на проверку/ремонт в авторизованный сер-
висный центр.
▪ Аккумулятор необходимо зарядить, когда он не обеспечивает нужную мощность на операции, выполняемые легкостью до того.
В таком случае переустановить работу и начать зарядку аккумулятора. Всегда можно подзарядить частично разряженный ак-
кумулятор – это его не повреждает.
ВНИМАНИЕ: Не допускайте попадания жидкости в зарядное устройство. Есть опасность электрического удара. Для уско-
рения охлаждения аккумулятора после работы избегайте использование зарядного устройства в жаркую погоду или в теплых
помещениях без тепловой изоляции.
ВНИМАНИЕ: Никогда не пытайтесь вскрыть аккумулятор. В случае, если пластиковая упаковка аккумулятора лопнула,
немедленно прекратите его использование и сдайте в утилизацию.
▪ Всегда используйте подходящий аккумулятор SPARKY (поставленный вместе с инструментом или запасной аккумулятор
этого типа). Использование аккумулятора другого типа приведет к повреждению электроинструмента и возникновению
опасной ситуации. Никогда не используйте какие-либо другие аккумуляторы. Прежде чем приступить к зарядке аккумуля-
торной отвертки, внимательно ознакомьтесь со всеми инструкциями по безопасности. Чтобы зарядить правильно аккумуляторную
отвертку, следуйте нижеописанному порядку действий.
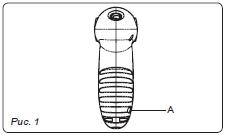
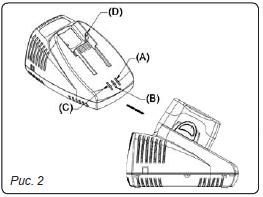
1. Вставьте шнур зарядного устройства в гнездо на задней стороне отвертки, как указано (Рис. 1, A).
2. Подключите зарядное устройство к электрической сети питания.
ПРИМЕЧАНИЕ. Электроинструмент поставляется с неполностью заряженным аккумулятором, который достигает своей полной
емкости после пяти до десяти зарядок/разрядок.
3. Зарядное устройство работает лучше всего при комнатной температуре.
4. Соединение зарядного устройства и рукоятка электроинструмента во время работы могут нагреваться. Это является нормаль-
ным явлением и не представляет основания для беспокойства.
5. Для осуществления большинства ремонтных работ достаточно зарядки от 3 до 5 часов.
ВНИМАНИЕ: При отсоединении аккумуляторной отвертки от зарядного устройства, сначала отсоедините от сети питания штепсель за-
рядного устройство и только после того отсоедините шнур зарядного устройства от отвертки.
ВНИМАНИЕ: Зарядное устройство и электроинструмент специально разработаны для совместной работы. НЕ ПЫТАЙ-
ТЕСЬ заряжать электроинструмент с помощью иного зарядного устройства нежели зарядного устройства SPARKY.
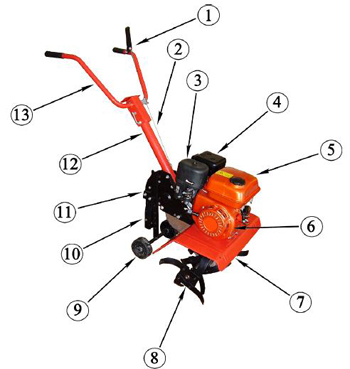
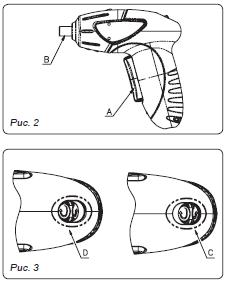
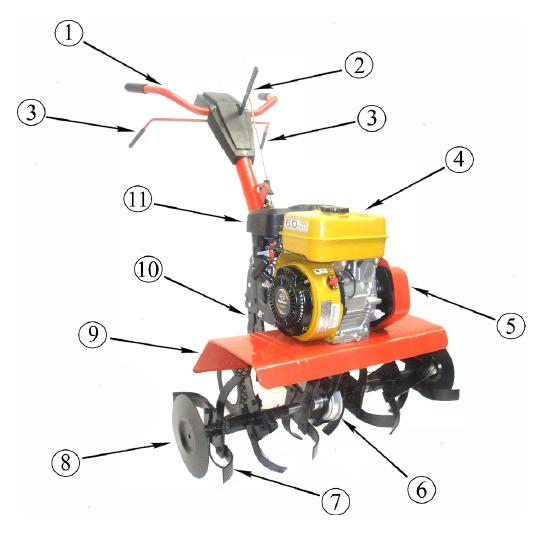
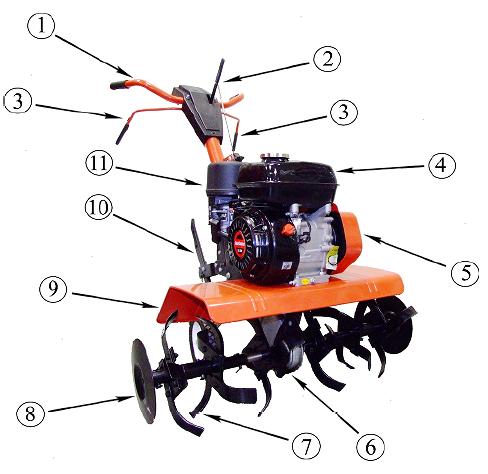
VI - Основные элементы электроинструмента
A. Переключатель
B. Реверс вращения
C. Посадочное гнездо для наконечника
D. Гнездо для подключения зарядного устройства
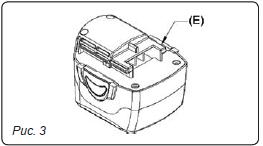
E. Зарядное устройство
VII - Работа с аккумуляторной отверткой
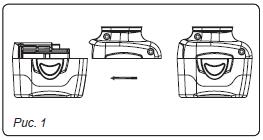
РЕВЕРС ВРАЩЕНИЯ
1. Передвиньте рычажок вправо (Рис. 3, D) для вращения по часовой стрелке..
2. Передвиньте рычажок влево (Рис. 3, C) для вращения против часовой стрелки. Нажмите на кнопку переключателя (Рис. 2, A)
чтобы начать завинчивание или отвинчивание крепежных элементов.
ПОСАДКА И ВЫСВОБОЖДЕНИЕ НАКОНЕЧНИКА
1. Для посадки наконечника (6 mm шестиграннник), введите хвостовик в гнездо посадки электроинструмента (Рис .2, B).
2. Для высвобождения наконечника, выведите его из гнезда.
ВНИМАНИЕ: Посадка и высвобождение наконечника осуществляются только, когда переключатель находится в выклю-
ченном положении.
ЗАСТОПОРИВАНИЕ ШПИНДЕЛЯ
Аккумуляторная отвертка имеет автоматическое застопоривание шпинделя. Когда инструмент находится в застопоренном поло-
жении, он может использоваться как обычная ручная отвертка.
VIII - Уход за инструментом
ЧИСТКА
▪ Для очистки инструмента от загрязнений и пыли продувайте все вентиляционные отверстия струей сухого сжатого воздуха по
крайней мере раз в неделю. Во время этой операции надевайте защитные очки.
▪ Наружные пластмассовые части корпуса можно чисти увлажненной тряпкой и слабым препаратом для мытья.
ВНИМАНИЕ: Не смотря на то, что наружные пластмассовые элементы являются устойчивыми к воздействию раство-
рителей, НИКОГДА не используйте растворители для чистки инструмента!
Инструкции по чистке зарядного устройства
▪ Загрязненные или замаслившиеся наружные части зарядного устройства следует очищать тряпкой или мягкой
неметаллической щеткой. Не используйте для этой цели воду или чистящие растворы.
ПРЕДУПРЕЖДЕНИЕ. Перед чисткой выключите зарядное устройство из сети питания.
ВНИМАНИЕ! В целях обеспечения безопасной работы электроинструмента и его надежности, все операции по ремонту,
уходу и отладке (включая проверку и замену щеток) следует осуществлять в уполномоченных фирменных сервисах или в других
квалифицированных сервисных организациях при использовании только оригинальных запасных частей.
ПРИНАДЛЕЖНОСТИ, КОТОРЫЕ МОГУТ БЫТЬ ИСПОЛЬЗОВАНЫ С ЭТИМ ЭЛЕКТРОИНСТРУМЕНТОМ
Принадлежности, которые рекомендуются к использованию с этим электроинструментом, можно приобрести в ближайшем сервисе
SPARKY.
IX - Гарантия
Гарантийный срок электроинструментов SPARKY указан в гарантийной карте. Неисправности, возникшие в результате
естественного изнашивания, перегрузки или неправильной эксплуатации, не входят в гарантийные обязанности.
Неисправности, возникшие вследствие применения некачественных материалов и/или производственных ошибок, устраняются без
дополнительной оплаты путем замены или ремонта. Рекламации на дефектный электроинструмент SPARKY признаются в том случае, когда
машина будет возвращена поставщику, или представлена специализированному гарантийному сервизу в не разобранном (первона-
чальном) виде.
Примечания
Перед тем как начать работать с новым инструментом, внимательно изучите настоящую инструкцию по эксплуатации от начала и до конца.
Производитель сохраняет за собой право вносить изменения в свои изделия с целью их улучшения и менять спецификации без пред-
упреждения. Спецификации могут быть разными в разных странах мира..
 РАСПАКОВКА
РАСПАКОВКА


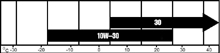
 На канистре с маслом должно быть обозначение API "SE” или "SF”, “SG”, “SH”, “SJ”, “SL”, “SM”.
На канистре с маслом должно быть обозначение API "SE” или "SF”, “SG”, “SH”, “SJ”, “SL”, “SM”.
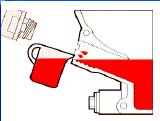
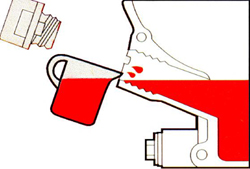
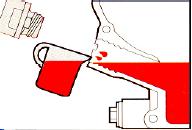 Заполнение топливного бака бензином.
Заполнение топливного бака бензином.
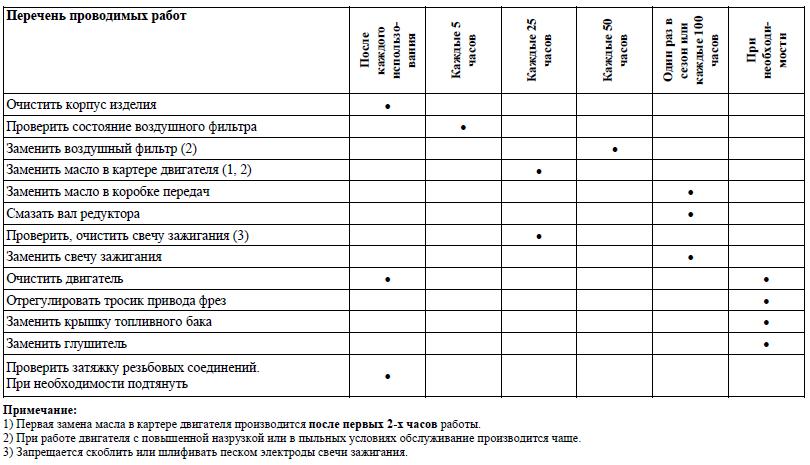
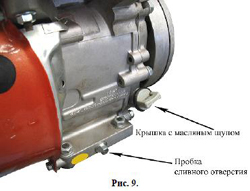
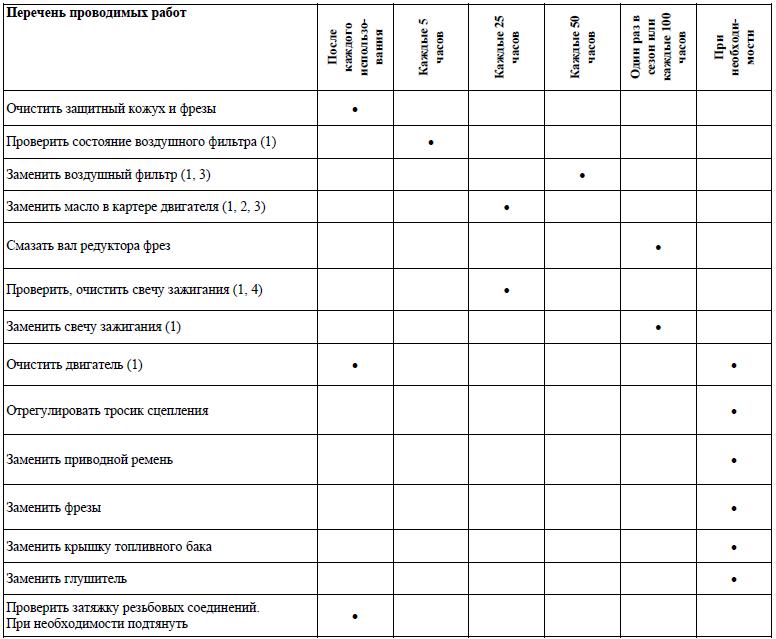
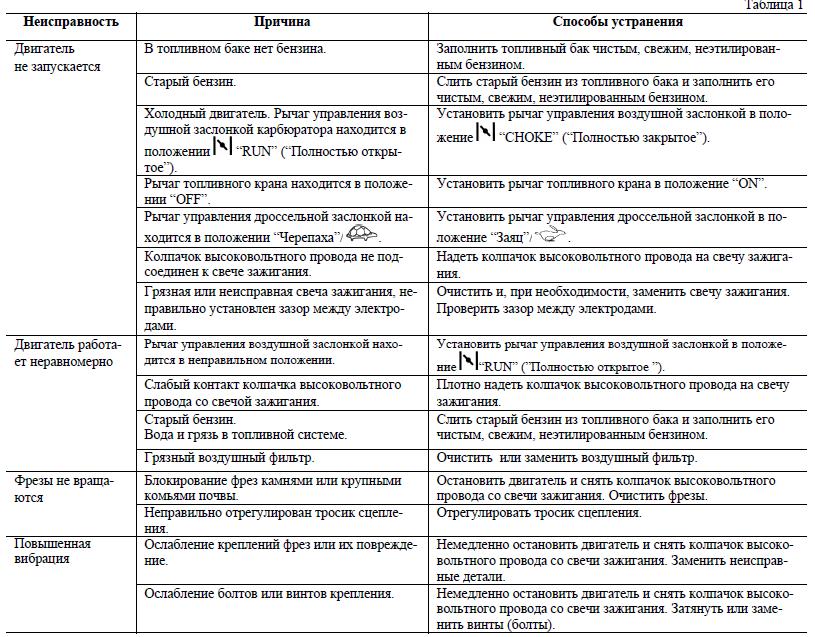
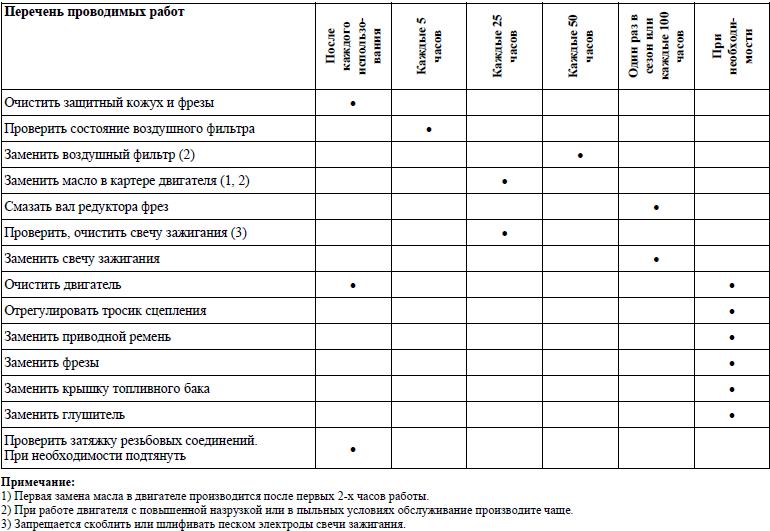
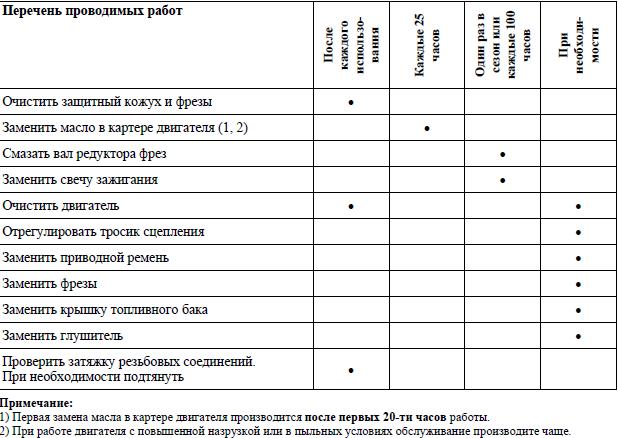 РАБОТЫ ПО ОБСЛУЖИВАНИЮ.
РАБОТЫ ПО ОБСЛУЖИВАНИЮ.
 УПОЛНОМОЧЕННЫЙ СЕРВИСНЫЙ ЦЕНТР.
УПОЛНОМОЧЕННЫЙ СЕРВИСНЫЙ ЦЕНТР.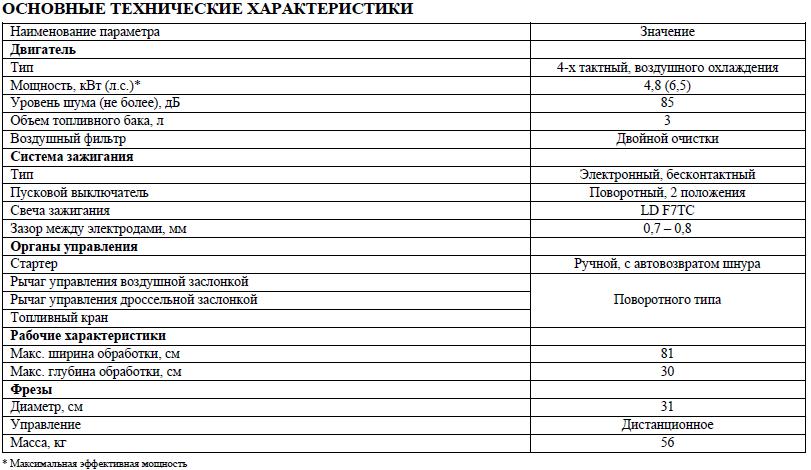
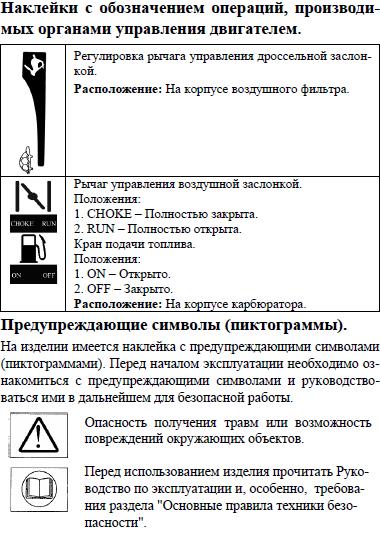
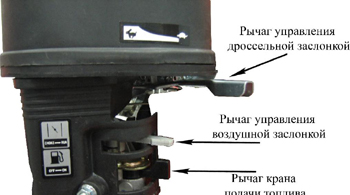
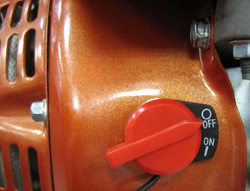
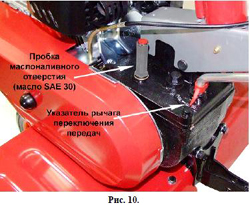
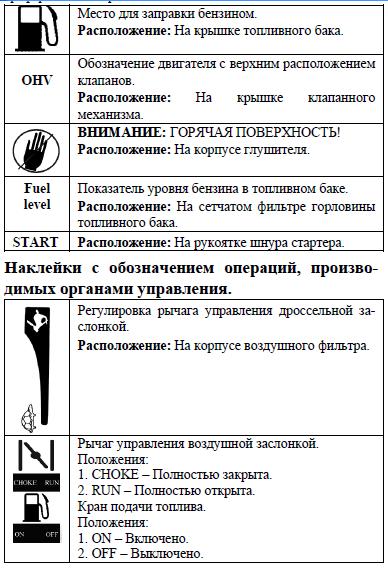
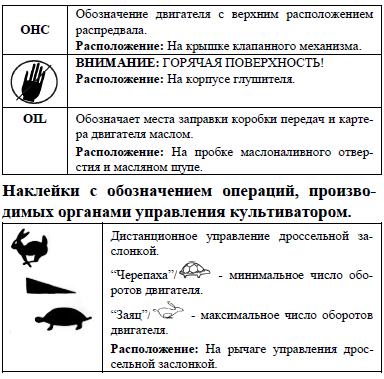
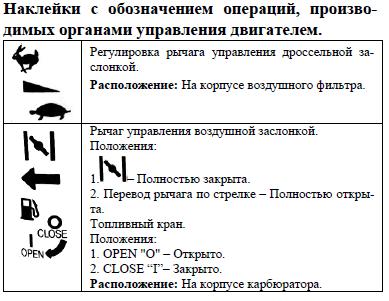
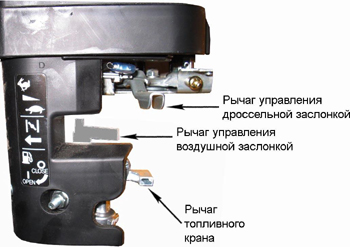
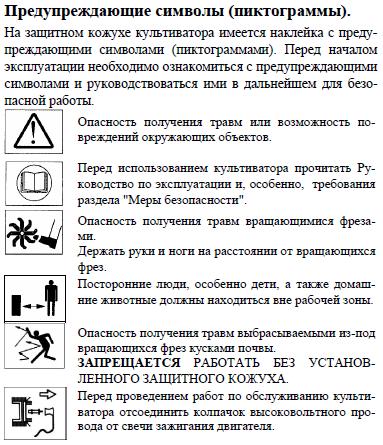
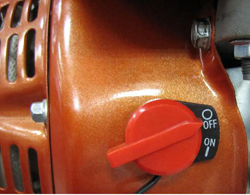
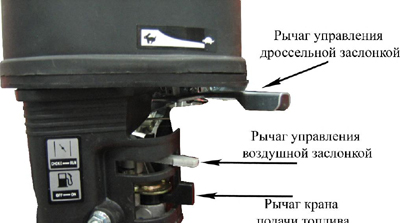
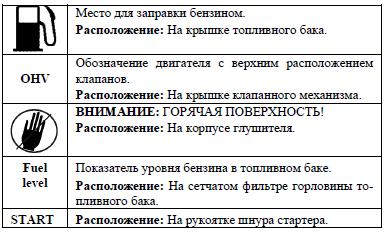 Наклейки с обозначением операций, производимых органами управления.
Наклейки с обозначением операций, производимых органами управления. 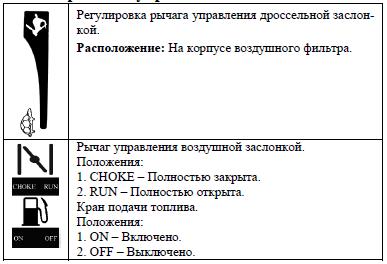
 РАСПАКОВКА
РАСПАКОВКА


 На канистре с маслом должно быть обозначение API "SF” или “SG”, “SH”, “SJ”, “SL”, “SM”.
На канистре с маслом должно быть обозначение API "SF” или “SG”, “SH”, “SJ”, “SL”, “SM”.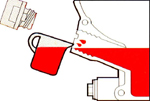
 РАБОТЫ ПО ОБСЛУЖИВАНИЮ.
РАБОТЫ ПО ОБСЛУЖИВАНИЮ.