Стекло в интерьере ванной комнаты
15 march 2016
Стекло — материал, который еще только предстоит оценить по достоинству. Именно оно позволяет придать интерьеру индивидуальный облик независимо от стиля и размеров комнаты. Главный объект в интерьере ванной комнаты — это зеркало. Большое ли оно, маленькое ли, в рамке или без нее — не играет роли. Рекомендуется разместить над зеркалом галогеновую лампу, чтобы на изображение не падали тени.
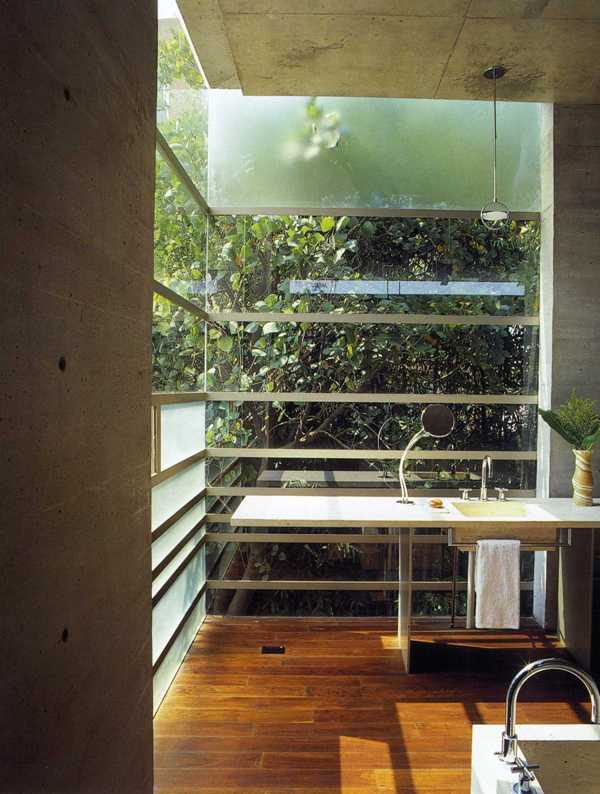
Еще один элемент интерьера, который может быть выполнен из стекла, — перегородка. В настоящее время все чаще используется прозрачное стекло (в основном для того, чтобы визуально расширить перспективу прoстранства), которое предварительно закаливают из соображений безопасности - разбиваясь, такое стекло не крошится на мелкие осколки. Наконец, следует сказать несколько слов об окнах. Большие окна — это естественный источник естественного освещения.

Однако если окно в ванной небольшого размера, стекло в нем будет выполнять, скорее, декоративную функцию, а в ванной комнате потребуется дополнительно установить источники искусственного освещения.
Еще один элемент интерьера, который может быть выполнен из стекла, — перегородка. В настоящее время все чаще используется прозрачное стекло (в основном для того, чтобы визуально расширить перспективу прoстранства), которое предварительно закаливают из соображений безопасности - разбиваясь, такое стекло не крошится на мелкие осколки. Наконец, следует сказать несколько слов об окнах. Большие окна — это естественный источник естественного освещения.
Однако если окно в ванной небольшого размера, стекло в нем будет выполнять, скорее, декоративную функцию, а в ванной комнате потребуется дополнительно установить источники искусственного освещения.
По матераилам книги "Практические идеи для кухни и ванной комнаты".








 Цвета и узоры
Цвета и узоры