D25830K
Поздравляем Вас!
Вы выбрали электрический инструмент фирмы DEWALT. Тщательная разработка изделий, многолетний опыт фирмы
по производству электроинструментов, различные усовершенствования сделали электроинструменты DEWALT одними из
самых надежных помощников для профессионалов.
Технические характеристики D25830
| Напряжение питания | 230 В |
| Типы | 2/3 |
| Потребляемая мощность | 1150 Вт |
| Энергия удара | 1-11 Дж |
| Позиции фиксации долот | 8 |
| Патрон | SDS Max |
| Вес | 1.9 кг |
| Минимальные электрические предохранители: | |
| Инструменты 230 В | 10 ампер, электросеть |
Уровень вибрации, указанный в данном информационном листке, был рассчитан по стандартному методу тестирования
в соответствии со стандартом EN60745 и может использоваться для сравнения инструментов разных марок. Он может так-
же использоваться для предварительной оценки воздействия вибрации.
ВНИМАНИЕ: Заявленная величина вибрации относится только к основным видам применения инструмента. Однако, если инс-
трумент применяется не по основному назначению, с другими принадлежностями или содержится в ненадлежащем порядке, уровень
вибрации будет отличаться от указанной величины. Это может значительно увеличить воздействие вибрации в течение всего периода
работы инструментом. При оценке уровня воздействия вибрации необходимо также учитывать время, когда инструмент
находился в выключенном состоянии или когда он включен, но не выполняет какую-либо операцию. Это может значительно уменьшить
уровень воздействия в течение всего периода работ инструментом. Определите дополнительные меры предосторожности для защиты
оператора от воздействия вибрации, такие как: тщательный уход за инструментом и принадлежностями, содержание рук в тепле,
организация рабочего места.
Определения: Предупреждения безопасности
Следующие определения указывают на степень важности каждого сигнального слова. Прочтите руководство по эксплу-
атации и обратите внимание на данные символы.
ОПАСНО: Означает чрезвычайно опасную ситуацию, которая приводит к смертельному исходу или получению серьезной травмы.
ВНИМАНИЕ: Означает потенциально опасную ситуацию, которая может привести к смертельному исходу или получению серьезной травмы.
ПРЕДУПРЕЖДЕНИЕ: Означает потенциально опасную ситуацию, которая может привести к получению легкой травмы.
ПРЕДУПРЕЖДЕНИЕ: Означает ситуацию, не связанную с получением телесной травмы, которая, однако, может привести к повреж-
дению электроинструмента.
Риск поражения электрическим током!
Огнеопасность!
Декларация соответствия ЕС
ДИРЕКТИВА ПО МЕХАНИЧЕСКОМУ ОБОРУДОВАНИЮ ДИРЕКТИВА ПО ШУМАМ, ПРОИЗВОДИМЫМ ВНЕ ПОМЕЩЕНИЙ
DEWALT заявляет, что продукты, обозначенные в разделе «Технические характеристики», полностью соответствуют
стандартам: Dec. 29, 2009), 98/37/ЕС (до 28 декабря 2009 г.), 2006/42/ЕС (с 29 декабря 2009 г.), EN 60745-1, EN 60745-2-6. 2000/14/EC,
Электрический бетонолом (переносной), м ≤ 15 кг, Приложение VIII, TÜV Rheinland Product Safety GmbH (0197), D- 51105 Köln, Germany,
Идентификационный № Уполномоченного Ограна: 0197 Уровень акустической мощности в соответствии со стандартом 2000/14/EC (Статья
12, Приложение VIII, № 10; м ≤ 15 кг): LWA (измеренный уровень акустической мощности) 104 дБ LWA (гарантированный
уровень акустической мощности) 105 дБ Данные продукты также соответствуют Директиве 2004/108/EC. За дополнительной
информацией обращайтесь по указанному ниже адресу или по адресу, указанному на последней странице руководства.
Нижеподписавшееся лицо полностью отвечает за соответствие технических данных и делает это заявление от имени фирмы DEWALT.

Хорст Гроссманн (Horst Grossmann)
Вице президент DEWALT, Richard-Klinger Straße 11 D-65510, Idstein, Germany 03.08.09
ВНИМАНИЕ: Внимательно прочитайте руководство по эксплуатации для снижения риска получения травмы.
Общие правила безопасности
ВНИМАНИЕ! Перед началом работы внимательно прочтите все правила безопасности и инструкции. Несоблюдение правил
безопасности и инструкций может привести к удару электрическим током, возникновению пожара и/или получению серьезной травмы.
ХРАНИТЕ ВСЕ ПРАВИЛА БЕЗОПАСНОСТИ И ИНСТРУКЦИИ ДЛЯ ОБРАЩЕНИЯ В БУДУЩЕМ
Термин “Электроинструмент” во всех приведенных ниже правилах относится к Вашему сетевому (с кабелем) электро-
инструменту или аккумуляторному (беспроводному) электроинструменту.
1) БЕЗОПАСНОСТЬ РАБОЧЕГО МЕСТА
α) Содержите рабочее место в чистоте и обеспечьте хорошее освещение! Беспорядок на рабочем месте и плохая освещенность могут привести к несчас-
тному случаю.
β) Не используйте электроинструмент во взрывоопасной атмосфере, например, в присутствии легко воспламеняющихся жидкостей, газов или
пыли! В процессе работы электроинструмент выбрасывает искры, которые могут воспламенить пыль или пары.
χ) Не подпускайте близко детей или посторонних лиц во время работы электроинструментом! Вы можете отвлечься и потерять контроль над
электроинструментом.
2) ЭЛЕКТРОБЕЗОПАСНОСТЬ
α) Вилка кабеля электроинструмента должна подходить к сетевой розетке. Ни в коем случае не вносите изменения в конструкцию вилки электро-
кабеля. Не пользуйтесь адаптерной вставкой для подключения заземленных электроинструментов! Немодифицированные вилки и подходящие
к ним сетевые розетки снижают риск удара электрическим током.
β) Избегайте контактов частей тела с заземленными объектами, например, трубопроводами, радиаторами отопления, электроплитами и холо-
дильниками! Существует повышенный риск удара электрическим током, если части вашего тела замкнуты на землю.
χ) Не подвергайте электроинструмент воздействию дождя или влаги! Попадание жидкости внутрь электроинструмента повышает риск удара
электрическим током.
δ) Бережно обращайтесь с кабелем. Ни в коем случае не переносите электроинструмент, держа его за кабель, и не беритесь за кабель при
отключении от сетевой розетки. Не подвергайте кабель воздействию влаги и масла и держите его подальше от острых кромок и движущихся
деталей! Поврежденные или перекрученные кабели повышают риск удара электрическим током.
ε) При работе электроинструментом вне помещения, пользуйтесь удлинительным кабелем, предназначенным для наружных работ! Использо-
вание кабеля, предназначенного для работы вне помещения, снижает риск удара электрическим током.
φ) При необходимости работы с электроинструментом во влажной среде используйте источник питания, оборудованный устройством защитного
отключения (УЗО)! Использование УЗО снижает риск удара электрическим током.
3) ИНДИВИДУАЛЬНАЯ БЕЗОПАСНОСТЬ
α) Будьте внимательны, следите за тем, что Вы делаете и руководствуйтесь здравым смыслом, когда Вы работаете электроинструментом. Не
пользуйтесь электроинструментом, если Вы устали или находитесь под действием наркотиков, алкоголя или лекарств! Минутная невнимательность
при работе электроинструментами может привести к серьезной травме.
β) Пользуйтесь средствами индивидуальной защиты. Всегда надевайте защитные очки! Разумное использование таких средства индивидуальной
защиты, как респиратор, ботинки на нескользящей подошве, каска и наушники значительно снизит риск получения травмы.
χ) Не допускайте непреднамеренного запуска. Перед подключением электроинструмента к сетевой розетке убедитесь, что выключатель нахо-
дится в положении выключено! Переноска электроинструментов с нажатым выключателем или подключение к сетевой розетке электроинструмен-
тов, выключатель которых установлен в положение “включено”, может привести к несчастному случаю.
δ) Перед включением электроинструмента снимайте регулировочный или гаечный ключ! Оставленный закрепленным на вращающейся части
регулировочный или гаечный ключ может стать причиной тяжелой травмы.
ε) Не перенапрягайтесь! Всегда твердо стойте на ногах, сохраняя равновесие! Это поможет Вам не потерять контроль над электроинструментом
в непредвиденной ситуации.
φ) Одевайтесь соответствующим образом. Не носите свободную одежду или украшения. Следите за тем, чтобы Ваши волосы, одежда или
перчатки не попали в движущиеся детали! Свободная одежда, украшения или длинные волосы могут быть захвачены движущимися деталями.
γ) Если электроинструмент имеет устройства для подключения систем сбора и удаления пыли, убедитесь, что эти системы подключены и ис-
пользуются надлежащим образом! Использование систем пылеулавливания значительно снижает опасность, связанную с запыленностью рабочего
пространства.
4) ИСПОЛЬЗОВАНИЕ И УХОД ЗА ЭЛЕКТРОИНСТРУМЕНТОМ.
α) Не перегружайте электроинструмент.Используйте Ваш инструмент по назначению! Электроинструмент работает надежно и безопасно только при
соблюдении параметров, указанных в его технических характеристиках.
β) Не используйте электроинструмент, если его выключатель не устанавливается в положение включения или выключения! Электроинстру-
мент с неисправным выключателем представляет опасность и подлежит ремонту.
χ) Отключайте электроинструмент от сетевой розетки и/или извлекайте аккумуляторную батарею перед регулированием, заменой
принадлежностей или при хранении электроинструмента! Такие меры предосторожности снижают риск непреднамеренного включения электро-
инструмента.
δ) Храните неиспользуемые электроинструменты в недоступном для детей месте и не позволяйте лицам, не знакомым с электроинструментом
или данными инструкциями, работать электроинструментом! Электроинструменты представляют опасность в руках неопытных пользователей.
ε) Проверяйте исправность электроинструмента! Проверяйте точность совмещения и легкость перемещения подвижных деталей, целостность
деталей и любых других элементов электроинструмента, воздействующих на его работу. Направляйте поврежденные электроинструменты
в ремонт. Многие несчастные случаи являются следствием плохого ухода за электроинструментом.
φ) Следите за остротой заточки и чистотой режущих принадлежностей! Принадлежности с острыми кромками позволяют избежать заклинивания
и делают работу менее утомительной.
γ) Используйте электроинструмент, принадлежности и насадки в соответствии с данным Руководством и с учетом рабочих условий и харак-
тера будущей работы! Использование электроинструмента не по назначению может создать опасную ситуацию.
5) ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
a) Ремонт Вашего электроинструмента должен производиться только квалифицированными специалистами с использованием оригинальных
запасных частей! Это обеспечит безопасность Вашего электроинструмента в дальнейшей эксплуатации.
Дополнительные правила безопасности при работе отбойными молотками
• Надевайте защитные наушники! Воздействие шума может привести к потере слуха.
• Пользуйтесь вспомогательными рукоятками, поставляемыми вместе с электроинструментом. Потеря контроля над электроинструментом может
привести к получению травмы.
• Держите электроинструмент за изолированные поверхности при работе в местах, где режущая принадлежность может задеть скрытую
проводку или кабель подключения к электросети! Контакт с находящимся под напряжением проводом делает непокрытые изоляцией металличес-
кие части электроинструмента также “живыми”, что создает опасность удара электрическим током.
• Убедитесь, что материал, подлежащий сверлению, не скрывает электрические или газовые коммуникации – их местоположение должно быть
проверено и подтверждено компаниями по коммунальному обслуживанию.
• Всегда крепко удерживайте инструмент. Не пытайтесь управлять инструментом, не удерживая его обеими руками. Мы рекомендуем при каждой
операции использовать боковую рукоятку. Управление инструментом одной рукой может привести к потере контроля. Также опасность представляет
процесс долбления или столкновение с такими твердыми материалами, как арматурные стержни. Перед началом работы крепко возьмитесь за боковую
рукоятку.
• Перед работой убедитесь, что долото установлено правильно.
• Для использования инструмента при низкой температуре или после продолжительного перерыва, предварительно дайте ему возможность поработать без
нагрузки несколько минут.
• При работе над уровнем грунта убедитесь, что на земле нет посторонних предметов.
• Не прикасайтесь к долоту и обрабатываемым предметам сразу после выключения инструмента, они могут быть очень горячие и привести к ожогам кожи.
• Направляйте сетевой кабель назад в сторону от долота.
• Не управляйте данным электроинструментом в течение длительного периода времени. Вибрация, производимая во время ударного сверления,
может причинить вред Вашим рукам или ногам. В качестве дополнительного амортизатора используйте защитные перчатки и делайте частые перерывы
на отдых.
Остаточные риски
Следующие риски являются характерными при использовании отбойных молотков:
− Травмы в результате касания горячих частей инструмента. Несмотря на соблюдение соответствующих инструкций по технике безопасности
и использование предохранительных устройств, некоторые остаточные риски невозможно полностью исключить.
К ним относятся:
− Ухудшение слуха.
− Риск защемления пальцев при смене насадок.
− Ущерб здоровью в результате вдыхания пыли при работе с бетоном и/или кирпичом.
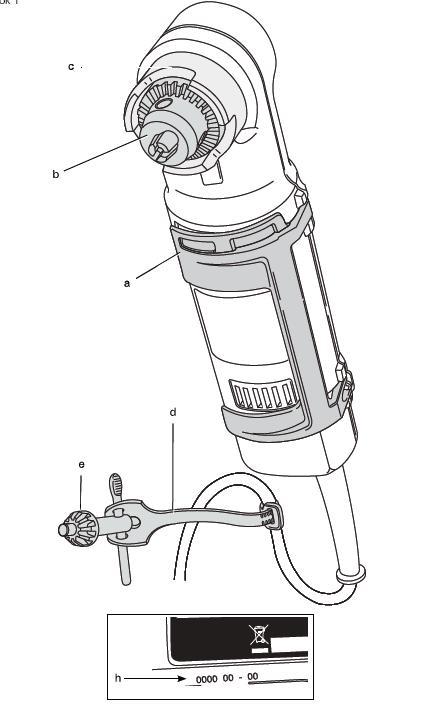
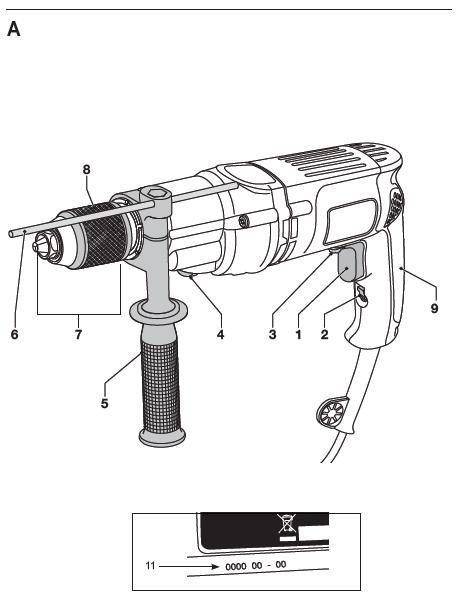
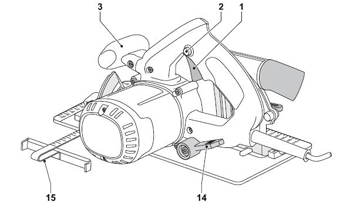
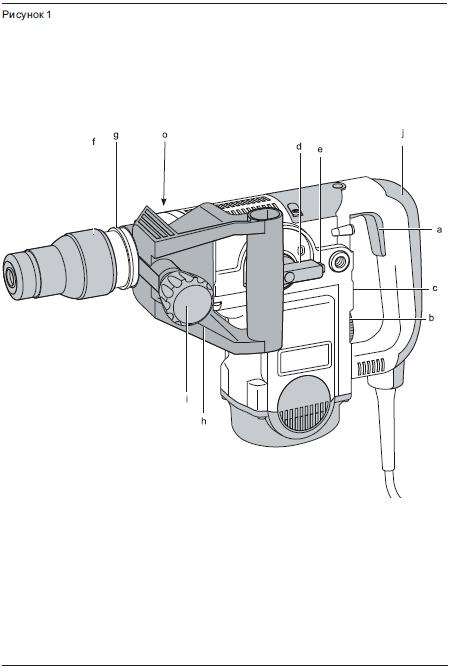
МЕСТО ПОЛОЖЕНИЯ КОДА ДАТЫ (РИС. 1)
Код даты (о), который также включает в себя год изготовления, отштампован на поверхности корпуса инструмента.
Например:
2009 ХХ ХХ
Год изготовления
Комплект поставки
Упаковка содержит:
1 Отбойный молоток
1 Боковая рукоятка
1 Тюбик со смазкой
1 Чемодан (только К-модели)
1 Руководство по эксплуатации
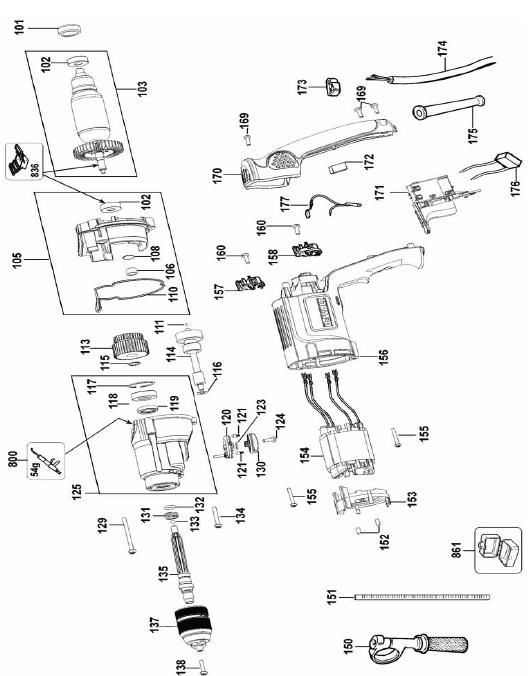
1 Чертеж инструмента в разобранном виде
• Проверьте электроинструмент, его детали и принадлежности на наличие повреждений, которые могли возникнуть при транспортировке.
• Перед вводом в эксплуатацию, внимательно прочтите данное руководство по эксплуатации.
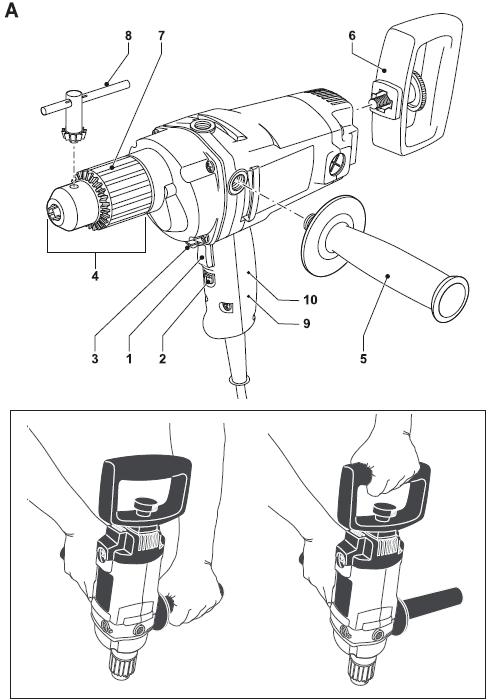
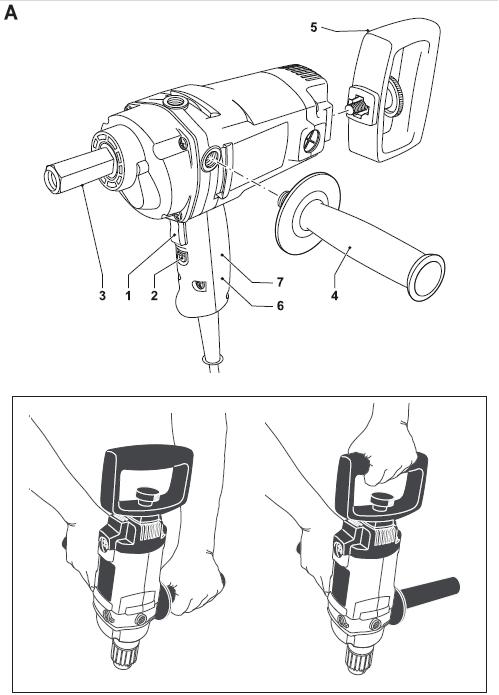
Описание (Рис. 1)
ВНИМАНИЕ: Ни в коем случае не модифицируйте электроинструмент или какую-либо его деталь. Это может привести к получению
травмы или повреждению инструмента.
a. Клавиша пускового выключателя
b. Электронный регулятор скорости вращения и силы удара
c. Светодиодный индикатор сервисного обслуживания
d. Переключатель режимов работы
e. Фиксатор
f. Патрон/муфта патрона
g. Муфта
h. Боковая рукоятка
i. Ручка фиксации боковой рукоятки
j. Основная рукоятка
НАЗНАЧЕНИЕ
Ваш отбойный молоток предназначен для легких долбежных работ.
НЕ работайте инструментом во влажных условиях или при наличии в окружающем пространстве легко воспламеняющихся жидкостей или газов.
Данный отбойный молоток является профессиональным инструментом. НЕ разрешайте детям прикасаться к инструменту. Необходимо наблюдать за
работой оператора, не имеющего опыта эксплуатации данного инструмента.
Плавный пуск
Благодаря данной функции скорость долбления нарастает постепенно, что даёт возможность лучше прицелиться и предотвращает подскакивание долота при
начинании работы.
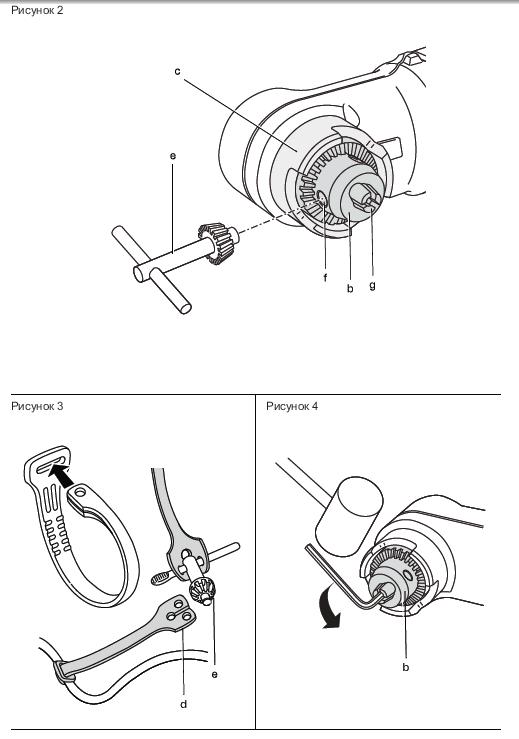
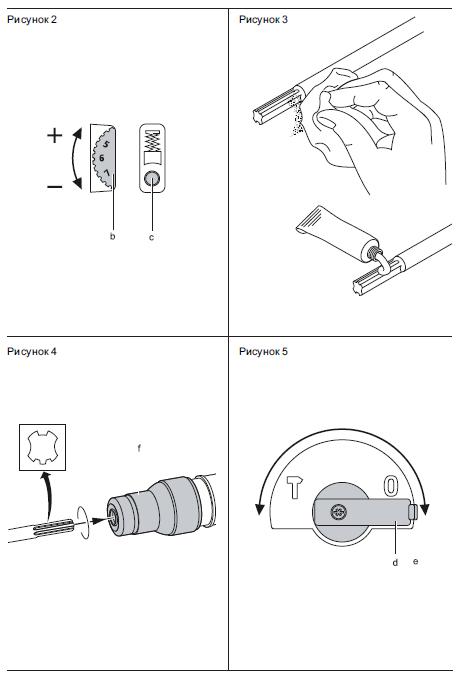
Электронный регулятор силы удара (Рис. 2)
Электронный регулятор силы удара (b) предлагает следующие преимущества:
− использование небольших принадлежностей без риска поломки
− уменьшение разламывания при долблении мягких или хрупких материалов
− оптимальный контроль над инструментом при точных работах
Светодиодный индикатор сервисного обслуживания (Рис. 2)
Когда загорается красный светодиодный индикатор, это означает, что угольные щетки выработались и инструмент нуждается в проведении сервисного
обслуживания. Через 8 часов беспрерывной работы двигатель автоматически отключится. Замена угольных щеток осуществляется только в авторизованном
сервисном центре DEWALT.
Электробезопасность
Электродвигатель предназначен для работы только при одном напряжении электросети. Всегда проверяйте, соответствует ли
напряжение источника питания напряжению, указанному в паспортной табличке. Ваш инструмент DEWALT имеет двойную изоляцию в соответствии
со стандартом EN60745; поэтому провод заземления не требуется.
ВНИМАНИЕ: Электроинструменты с напряжением 115 В должны управляться через предохранительный изолированный трансформа-
тор с заземленным экраном между первичной и вторичной обмоткой. При необходимости замены электрического кабеля, ремонт устройства должен
производиться только официальными сервисными агентами или квалифицированными техническими специалистами. Использование удлинительного кабеля
При необходимости использования удлинительного кабеля, используйте только утвержденные кабели промышленного изготовления, рассчитанные на мощность
не меньшую, чем потребляемая мощность данного инструмента (см. раздел „Технические характеристики“). Минимальный размер проводника должен
составлять 1,5 мм2. При использовании кабельного барабана, всегда полностью разматывайте кабель.
СБОРКА И РЕГУЛИРОВАНИЕ
ВНИМАНИЕ: Во избежание травмы, отключите устройство и отсоедините машину от источника электропитания, прежде чем устанавливать и демонтировать
принадлежности, выполнять или изменять настройки, а также перед проведением ремонта. Убедитесь, что курковый переключатель находится в положении ВЫКЛ.
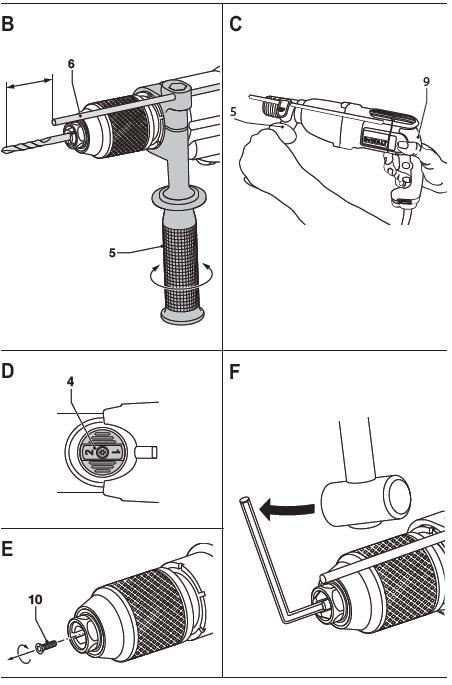
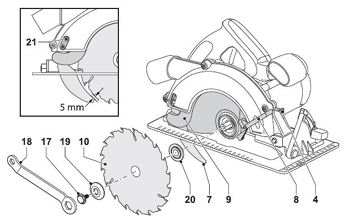
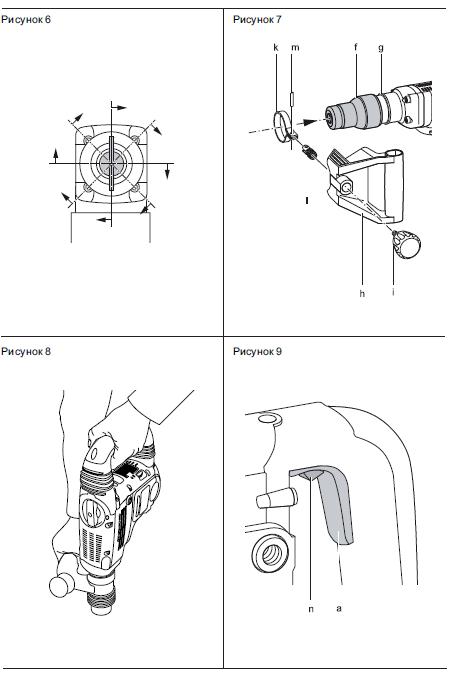
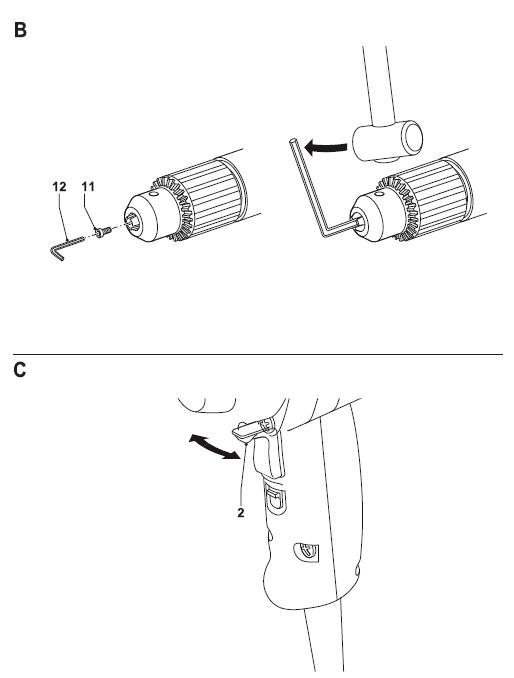
Случайное включение инструмента может привести к несчастному случаю. Замена принадлежностей SDS Max® (Рис. 3, 4) Данный инструмент работает долотами
SDS Max® (См. вставку на рисунке 4: поперечное сечение хвостовика долота SDS Max®).
1. Очистите и смажьте хвостовик долота.
ВНИМАНИЕ: Смазывать необходимо только хвостовик долота. Не смазывайте рабочие части инструмента.
2. Вставьте долото в патрон (f) и мягко поверните долото до его полной фиксации в патроне.
3. Проверьте надёжность фиксации долота в патроне. Для выполнения ударной функции долото должно иметь возможность перемещаться на несколько сан-
тиметров в продольном направлении.
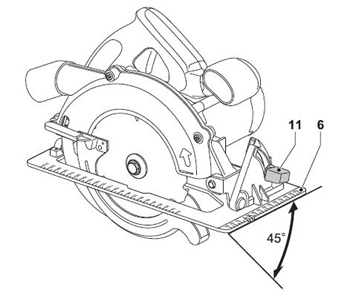
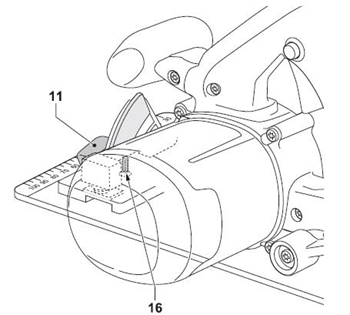
4. Чтобы вынуть долото, оттяните назад муфту патрона (f) и извлеките долото из патрона. Регулирование положения долота (Рис. 5, 6)
Ваш инструмент позволяет установить и зафиксировать долото в 8-ми различных положениях.
1. Нажмите на фиксатор (e) и поверните переключатель режимов работы (d) в положение «0». Отпустите фиксатор.
2. Установите долото в желаемое положение.
3. Нажмите на фиксатор (e) и поверните переключатель режимов работы (d) в положение с символом удара.
4. Отпустите фиксатор и убедитесь, что переключатель зафиксировался в своем положении.
5. Прокрутите долото до его полной фиксации.
Установка электронного регулятора скорости вращения и силы удара (Рис. 2)
Проворачивайте регулятор (b) до необходимой отметки. Чем больше цифра, тем выше скорость вращения и сила удара. Устанавливая регулятор от «1» (низкий уровень) до «7» (полная мощность), вы будете иметь возможность использовать инструмент для выполнения самых различных видов работ.
Необходимые установки подбираются опытным путем. Например:
− при необходимости проведения долбежных работ по мягкому или хрупкому материалу, устанавливайте регулятор на «1» или «2» (низкий уровень);
− при необходимости долбления очень твердого материала, установите регулятор на «7» (полная мощность).
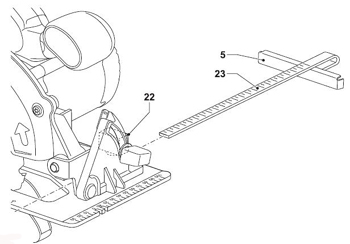
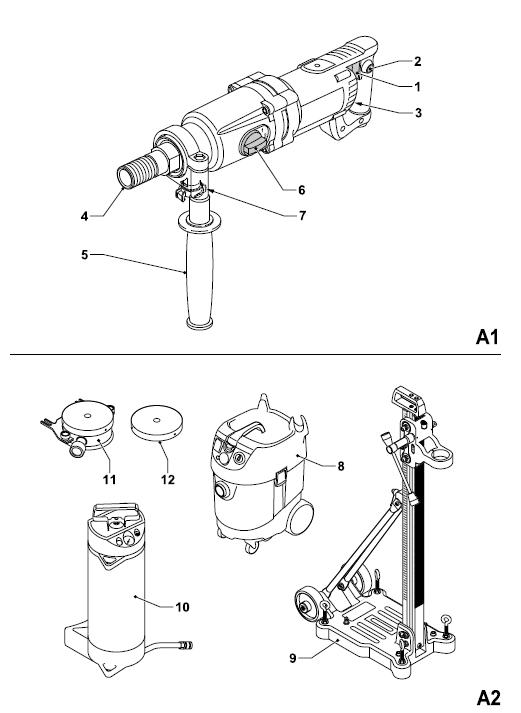
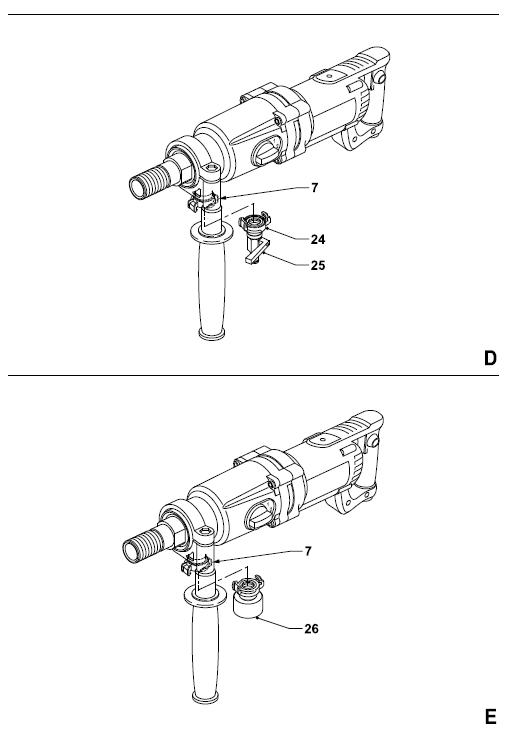
Установка и регулирование боковой рукоятки (Рис. 7)
Боковая рукоятка (h) может быть установлена с любой стороны инструмента, создавая удобство для пользователей как с правой, так и с левой рабочей рукой.
ВНИМАНИЕ: Всегда пользуйтесь инструментом только с правильно установленной боковой рукояткой.
1. Наденьте стальное кольцо (m) на муфту (g), расположенную позади патрона (f). Сожмите оба конца ручки, установите вкладыш (k) и вставьте шпильку (l).
2. Установите боковую рукоятку (h) и закрепите ее при помощи ручки фиксации (j). Ручку не затягивайте.
3. Поворачивая рукоятку, выберите еe окончательное положение.
4. Зафиксируйте рукоятку на месте, затянув ручку фиксации (j).
ЭКСПЛУАТАЦИЯ
Инструкции по эксплуатации
ВНИМАНИЕ:
• Всегда следуйте указаниям действующих норм и правил безопасности.
• Для Вашей безопасности всегда удерживайте инструмент обеими руками.
• Определите точное местоположение трубопроводов и электропроводки.
• Не оказывайте давления более 5-ти кг при работе электроинструментом. Чрезмерная сила не увеличит скорость сверления, но уменьшит качество работы
инструмента и сократит срок его службы.
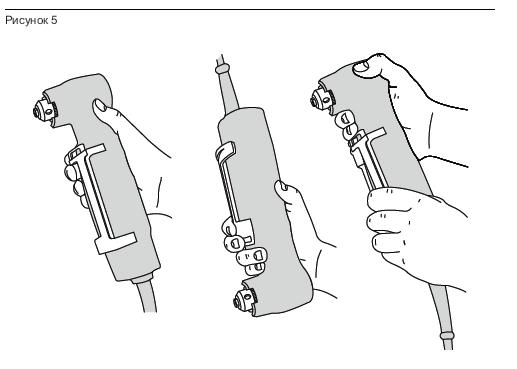
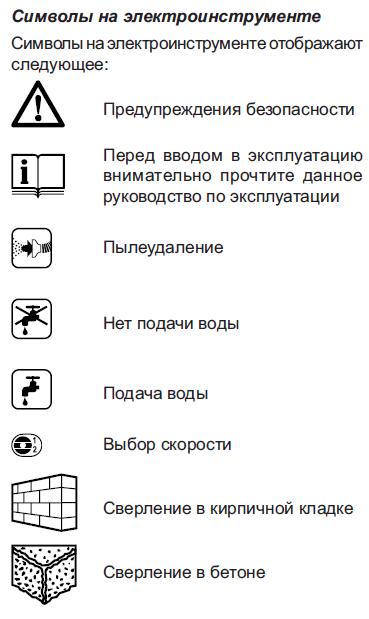
Правильное положение рук во время работы (Рис. 1, 8)
ВНИМАНИЕ: Для уменьшения риска получения серьезной телесной травмы, ВСЕГДА правильно удерживайте электроинструмент, как показано на рисунке.
ВНИМАНИЕ: Для уменьшения риска получения серьезной телесной травмы, ВСЕГДА надежно удерживайте инструмент, предупреждая внезапные сбои в работе.
Правильное положение рук во время работы: одной рукой возьмитесь за боковую рукоятку (h), другой рукой удерживайте основную рукоятку (j).
Включение и выключение (Рис. 9) Чтобы включить инструмент, нажмите на клавишу пускового выключателя (а). Для продолжительных операций нажмите
на кнопку блокировки пускового выключателя (n). Чтобы выключить инструмент, отпустите клавишу пускового выключателя.
Долбление (Рис. 1)
1. Установите подходящее долото и вручную поверните его в одну из 8-ми позиций.
2. Установите электронный регулятор скорости вращения и силы удара (b) на нужный уровень.
3. Установите и отрегулируйте боковую рукоятку (h).
4. Включите инструмент и начните работы.
5. Всегда выключайте инструмент по завершению работ и перед отключением от сети питания.
Техническое обслуживание
Ваш электроинструмент DEWALT имеет длительный срок эксплуатации и требует минимальных затрат на техническое обслуживание. Продолжительная и надежная
эксплуатация обеспечивается соответствующим уходом за инструментом и регулярной чисткой.
ВНИМАНИЕ: Во избежание травмы, отключите устройство и отсоедините машину от источника электропитания, прежде чем устанавливать и демонтировать
принадлежности, выполнять или изменять настройки, а также перед проведением ремонта. Убедитесь, что курковый переключатель нахо-
дится в положении ВЫКЛ. Случайное включение инструмента может привести к несчастному случаю. При загорании светодиодного индикатора
сервисного обслуживания эксплуатация инструмента должна прекратиться. Пользователю запрещено выполнять любой ремонт данного инструмента. Прибли-
зительно через 80 часов работы отнесите Ваш отбойный молоток в авторизованный сервисный центр DEWALT. Если проблемы возникли раньше, немедленно обратитесь
в сервисный центр DEWALT.
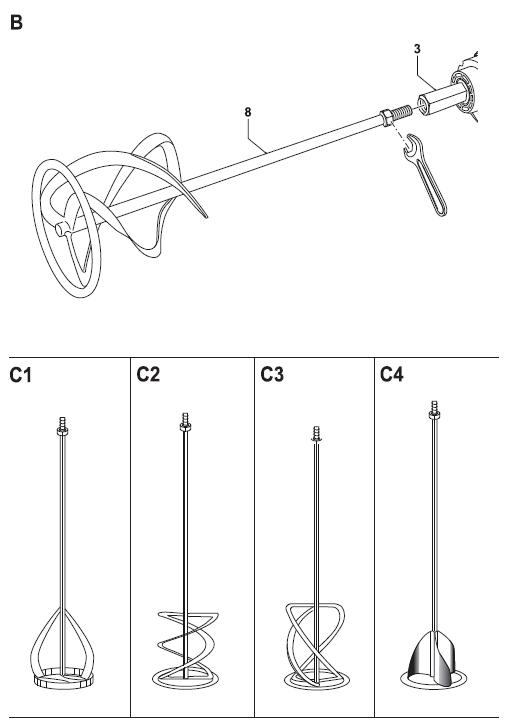
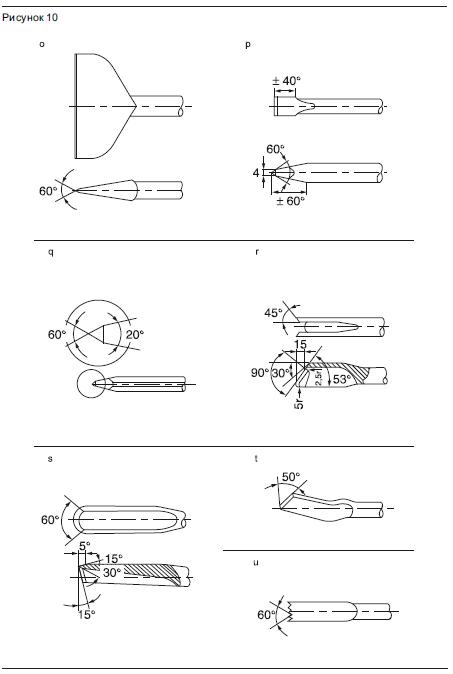
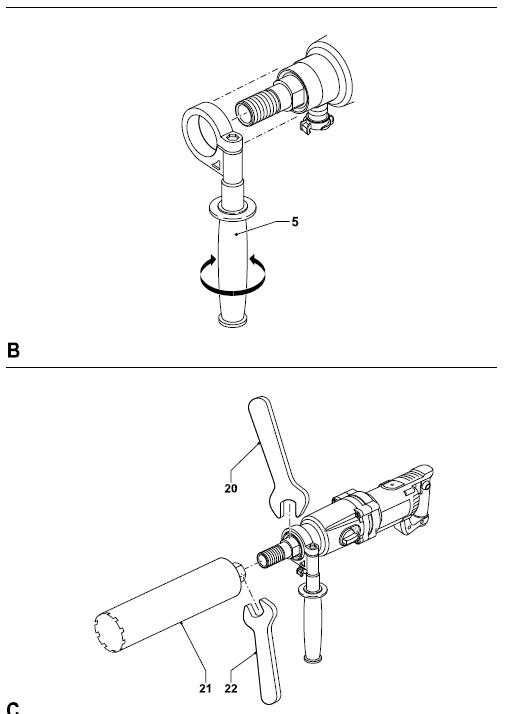
Эксплуатация принадлежностей
Своевременная замена принадлежностей гарантирует оптимальные результаты работы и долгий срок службы инструмента. Затачивайте долота при помощи шлифо-
вальных кругов. На рисунке 10 представлены различные долота:
o. Лопаточное долото
p. Простое долото
q. Пикообразное долото
r. U-образное долото
s. Канавочное долото
t. Долото по штукатурке
u. Зубчатое долото
ВНИМАНИЕ: Данные долота могут затачиваться ограниченное количество раз. Если у вас возникли сомнения, обратитесь за рекомендациями к Вашему
торговому представителю.
ВНИМАНИЕ: Убедитесь, что режущий край долота не изменил своего цвета в результате чрезмерного давления на долото.
Это может ослабить прочность долота.
Смазка
Ваш электроинструмент не требует смазки.
Чистка
ВНИМАНИЕ: Грязь и пыль из корпуса должны удаляться сжатым сухим воздухом по мере накапливания ее внутри и вокруг вентиляционных от-
верстий. Во время этой процедуры используйте надлежащее средство защиты для глаз и респиратор.
ВНИМАНИЕ: Никогда не пользуйтесь растворителями или другими сильнодействующими химическими веществами для чистки неметал-
лических частей инструмента. Эти химикаты могут ослабить структуру материала, используемого для производства данных деталей. Для их
очистки пользуйтесь тканью, смоченной в воде со слабым мыльным раствором. Не допускайте попадания жидкости внутрь инструмента;
не погружайте никакую часть инструмента в жидкость.
Дополнительные принадлежности
ВНИМАНИЕ: В связи с тем, что дополнительные принадлежности других производителей не проходили проверку на совместимость
с данным изделием, их использование может представлять опасность. Во избежание травм, для данного инструмента следует использовать
только рекомендованные дополнительные приспособления DEWALT. Различные типы принадлежностей SDS Max® можно приобрести дополнительно.
По вопросам приобретения дополнительных принадлежностей для Вашего инструмента,обращайтесь к Вашему торговому представителю.
Защита окружающей среды
Раздельный сбор. Данное изделие нельзя утилизировать вместе с обычными бытовыми отходами. Если однажды Вы захотите заменить Ваш
электроинструмент DEWALT или Вы больше в нем не нуждаетесь, не выбрасывайте его вместе с бытовыми отходами. Отнесите
изделие в специальный приемный пункт. Раздельный сбор изделий с истекшим сроком службы и их упаковок позволяет пускать их в перера-
ботку и повторно использовать. Использование переработанных материалов помогает защищать окружающую среду от загрязнения
и снижает расход сырьевых материалов. Местное законодательство может обеспечить сбор старых электроинструментов отдельно от бытового мусора на муници-
пальных свалках отходов, или Вы можете сдавать их в торговом предприятии при покупке нового изделия.
Фирма DEWALT обеспечивает прием и переработку отслуживших свой срок изделий. Чтобы воспользоваться этой услугой, Вы
можете сдать Ваше изделие в любой авторизованный сервисный центр, который собирает их по нашему поручению. Вы можете узнать место нахождения Ва-
шего ближайшего авторизованного сервисного центра, обратившись в Ваш местный офис DEWALT по адресу, указанному в дан-
ном руководстве по эксплуатации. Кроме того, список авторизованных сервисных центров DEWALT и полную информацию о нашем послепродажном обслуживании
и контактах Вы можете найти в интернете по адресу: www.2helpU.com.
ДеВОЛТ
гарантийные условия
Уважаемый покупатель!
1. Поздравляем Вас с покупкой высококачественного изделия ДеВОЛТ и выражаем признательность за Ваш выбор.
1.1. Надежная работа данного изделия в течение всего срока эксплуатации предмет особой заботы наших сервисных служб. В случае возникновения каких-
либо проблем в процессе эксплуатации изделия рекомендуем Вам обращаться только в авторизованные сервисные организации, адреса и телефоны которых
Вы сможете найти в Гарантийном талоне или узнать в магазине. Наши сервисные станции - это не только квалифицированный ремонт, но и широкий
выбор запчастей и принадлежностей.
1.2. При покупке изделия требуйте проверки его комплектности и исправности в Вашем присутствии, инструкцию по эксплуатации
и заполненный Гарантийный талон на русском языке. При отсутствии у Вас правильно заполненного Гарантийного талона мы будем вынуждены отклонить
Ваши претензии по качеству данного изделия.
1.3. Во избежание недоразумений убедительно просим Вас перед началом работы с изделием внимательно ознакомиться с инструкцией по его эксплуатации.
2. Правовой основой настоящих гарантийных условий является действующее Законодательство и, в частности, Закон ”О защите прав потребителей”.
3. Гарантийный срок на данное изделие составляет 12 месяцев и исчисляется со дня продажи. В случае устранения недостатков изделия, гарантийный срок
продлевается на период, в течение которого оно не использовалось.
4. Производитель рекомендует проводить периодическую проверку изделия на сервисной станции.
5. В течение 12 месяцев со дня продажи производитель гарантирует бесплатную проверку изделия и рекомендации по замене нормально изнашиваемых частей.
6. Срок службы изделия - 5 лет (минимальный, установленный в соответствии с Законом ”О защите прав потребителей”).
7. Наши гарантийные обязательства распространяются только на неисправности, выявленные в течение гарантийного срока и обусловленные
производственными или конструктивными факторами.
8. Гарантийные обязательства не распространяются:
8.1. На неисправности изделия, возникшие в результате:
8.1.1. Несоблюдения пользователем предписаний инструкции по эксплуатации изделия.
8.1.2. Механического повреждения, вызванного внешним ударным или любым иным воздействием.
8.1.3 Применения изделия не по назначению.
8.1.4. Стихийного бедствия.
8.1.5. Неблагоприятных атмосферных и иных внешних воздействий на изделие, таких как дождь, снег, повышенная влажность, нагрев, агрессивные
среды, несоответствие параметров питающей электросети указанным на инструменте.
8.1.6. Использования принадлежностей, расходных материалов и запчастей, не рекомендованных или не одобренных производителем.
8.1.7. Проникновения внутрь изделия посторонних предметов, насекомых, материалов или веществ, не являющихся отходами, сопровождающими
применение по назначению, такими как стружка опилки и пр.
8.2. На инструменты, подвергавшиеся вскрытию, ремонту или модификации вне уполномоченной сервисной станции.
8.3. На принадлежности, запчасти, вышедшие из строя вследствие нормального износа, и расходные материалы, такие как приводные ремни, угольные щетки,
аккумуляторные батареи, ножи, пилки, абразивы, пильные диски, сверла, буры и т. п.
8.4. На неисправности, возникшие в результате перегрузки инструмента, повлекшей выход из строя электродвигателя или других узлов и деталей. К безусловным
признакам перегрузки изделия относятся, помимо прочих: появление цветов побежалости, деформация или оплавление деталей и узлов изделия,
потемнение или обугливание изоляции проводов электродвигателя под воздействием высокой температуры.



 \
\