Untitled Document
Распаковка
Электроинструмент поставляется комплектно в исправном виде. В случае обнаружения несоот-
ветствий не рекомендуем использовать инструмент до тех пор, пока обнаруженный дефект не
будет устранен. Невыполнение этой рекомендации может стать причиной травмы.
Комплектация
Аккумуляторные дрели BR 9,6E; BR 12E и BR 15E поставляются в упаковке в полностью собранном виде.
I - Введение
Приобретенный Вами инструмент SPARKY способен превзойти Ваши ожидания. Он изготовлен
в соответствии с высокими стандартами качества SPARKY, отвечающими самым строгим тре-
бованиям потребителя. Простой в обслуживании и удобный в эксплуатации, он надежно прослу-
жит Вам долгое время.
Внимание!
Внимательно прочитайте инструкцию по эксплуатации от начала до конца. Обратите особое
внимание на места, выделенные словом «Внимание». Приобретенный Вами электроинструмент
обладает многими качествами, способными облегчить Вам работу. При его производстве мы
уделили наибольшее внимание безопасности, надежности, удобству работы.
Не выбрасывайте электроинструменты вместе с бытовыми отходами!
Отработанные электрические изделия не должны выбрасываться совместно с бытовыми
отходами. Просьба оставлять их в специально предназначенных для этого местах.
Проконсультируйтесь по этому поводу с местными властями или их представителем.
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЬІ
С учетом охраны окружающей среды электроинструмент, принадлежности и упаковка должны
подвергнуться подходящей переработке для повторного использования содержащегося
в них сырья. Для облегчения рециклирования деталей, произведенных из искусственных
материалов, они обозначены соответствующим образом.
II - Технические данные
| Модель:
|
BR 9,6E
|
BR 12E
|
BR 15E
|
| Электродвигатель:
|
9,6 V
|
12 V
|
14,4 V
|
| Скорость на холостом ходу:
|
0–600 об/мин
|
0–350 / 0–1100 об/мин
|
0–350 / 0–1100 об/мин
|
| Максимальный крутящий момент:
|
10 Nm
|
22 Nm
|
25 Nm
|
| Регулирование крутящего момента:
|
15 + 1 положений
|
15 + 1 положений
|
15 + 1 положений
|
| Размеры сверла:
|
0,8–10 mm
|
0,8–10 mm
|
0,8–10 mm
|
| Максимальный диаметр сверла для стали / дерева:
|
6,5 / 20
|
8 / 25
|
10 / 25
|
| Максимален диаметр шурупа для дерева:
|
M5
|
M6
|
M6
|
| Электронное регулирование оборотов, влево- вправо:
|
да
|
да
|
да
|
| Электрический тормоз:
|
да
|
да
|
да
|
| Самоблокирование шпинделя:
|
да
|
да
|
да
|
| Светодиодное освещение рабочей зоны:
|
да
|
да
|
да
|
| Светодиодная индикация зарядки:
|
да
|
да
|
да
|
| Двухскоростная передача:
|
нет
|
да
|
да
|
| Габаритная длина:
|
212 mm
|
212 mm
|
225 mm
|
| Вес (с батареей):
|
1,5 kg
|
1,7 kg
|
1,9 kg
|
| БАТАРЕЯ (Ni-Cd):
|
|
|
|
| Напряжение:
|
9,6 V
|
12 V
|
14,4 V
|
| Емкость:
|
2 x 1,5 Ah
|
2 х 1,5 Ah
|
2 х 1,5 Ah
|
| ЗАРЯДНОЕ УСТ РОЙСТВО :
|
|
|
|
| На входе:
|
|
|
|
| Напряжение / частота:
|
230 V~ 50 Hz
|
230 V~ 50 Hz
|
230 V~50 Hz
|
| Потребляемая мощность:
|
48 VA
|
60 VA
|
72 VA
|
| Выходное напряжение / ток:
|
9,6 V / 2 A
|
12 V / 2 A
|
14,4 V / 2 A
|
| Время зарядки:
|
1 h
|
1 h
|
1 h
|
| Уровень звукового давления:
|
LpA = 70 dB (A)
|
LpA = 70 dB (A)
|
LpA = 70 dB (A)
|
| Уровень звуковой мощности:
|
LwA = 85 dB (A)
|
LwA = 85 dB (A)
|
LwA = 85 dB (A)
|
| Корригированное значение ускорения:
|
2,5 m/s²
|
2,5 m/s²
|
2,5 m/s²
|
III - Общие инструкции по безопасности при работе с электроинструментами
ВНИМАНИЕ: Чтобы избегнуть риск травм, потребитель должен прочесть инструкцию по эксплуатации. Прочитать вни-
мательно все указания. Несоблюдение пересчитанных ниже инструкций может вызвать поражения электрическим током,
пожар и/или тяжелые ранения. Термин “электроинструмент” во всех указанных ниже предостережениях относится
к электроинструменту с питанием от сети (с кабелем) и/или к электроинструменту с питанием от аккумуляторной батареи (бес-
кабельные). Соблюдать эти инструкции!
Рабочее место
▪ Содержите рабочее место в чистоте, хорошо освещенным. Беспорядок и недостаточное осветление рабочего места являются
предпосылками трудовых инцидентов.
▪ Не используйте электроинструменты во взрывоопасной среде, например в присутствии воспламеняющихся жидкостей, газов
или пыли. Электроинструменты создают искры, которые могут воспламенить пары и пыль.
▪ Не подпускайте на близкое расстояние детей и посторонних лиц во время работы с электроинструментом. В результате рассе-
ивания возможна потеря контроля с Вашей стороны.
Электрическая безопасность
▪ Штепсель электроинструмента должен соответствовать контактным гнездам. Никогда не модифицируйте штепсель. Не
используйте какие-либо адаптеры с защитным заземлением. Использование оригинальных штепселей и соответствующих
контактов снижает риск удара электрическим током.
▪ Избегайте соприкосновения Вашего тела с заземленными поверхностями водопроводных труб, радиаторов, кухонных плит и
холодильников, т.к. в этом случае существует повышенная опасность поражения электрическим током.
▪ Не подвергайте электроинструменты воздействию дождя и влаги. Проникновение в электроинструмент воды повышает опас-
ность поражения электрическим током.
▪ Используйте кабель по предназначению. Никогда не используйте кабель для переноса, волочения или отключения от контак-
тного гнезда электроинструмента. Держите кабель вдали от источников тепла, острых или движущихся частей. Поврежденный
или запутанный кабель повышает опасность поражения электрическим током.
▪ Во время наружной работы с электроинструментом используйте кабель, специально предназначенный для этого. Исполь-
зование предназначенных для наружной работы удлинителей понижает опасность поражения электрическим током.
Личная безопасность
▪ При работе с электроинструментом сохраняйте повышенное внимание и поступайте обдуманно. Не используйте электроинс-
трумент, если Вы устали, или находитесь под влиянием наркотиков, алкоголя или медикаментов. Моментное невнимание
при работе с электроинструментом может привести к серьезной производственной травме.
▪ Пользуйтесь индивидуальными средствами защиты. Всегда носите защитные очки. Индивидуальные средства защиты, такие
как, например, маска против пыли, нескользкая обувь, защитный шлем или антифоны, используемые в зависимости от конкретной
ситуации, снижают опасность возникновение производственной травмы.
▪ Избегайте невольного пуска инструмента. Убедитесь, что выключатель установлен в позиции «выключено», после чего подклю-
чите инструмент в электросеть. Ношение инструмента с пальцем на пуске, или подключение в электросеть в режиме «включе-
но» несет серьезный риск.
▪ Удалите гаечные и др. ключи перед включением инструмента. Ключ, расположенный в зоне действия вращающейся части
инструмента, может привести к серьезной травме.
▪ Не перетягивайтесь, а сохраняйте правильное положение тела в течение работы. Это позволит лучше удерживать электроинс-
трумент в непредусмотренных ситуациях.
▪ Используйте подходящую рабочую одежду. Не надевайте широкую одежду или украшения. Держите свои волосы, одежду и
перчатки на достаточном расстоянии от вращающихся частей. Широкая одежда, украшения или длинные волосы могут по-
пасть в движущиеся части.
▪ Если электроинструмент снабжен приспособлением для пыли, обеспечьте правильную сборку и использование. Применение
таких приспособлений понижает связанные с пылью риски.
Эксплуатация и уход за электроинструментом
▪ Не перегружайте электроинструмент. Подберите подходящий для конкретной работы электроинструмент. Правильно выбранный
электроинструмент работает лучше и более безопасно в диапазоне той мощности, для которой он спроектирован.
▪ Не используйте электроинструмент в тех случаях, когда его выключатель не работает. Электроинструмент, который нельзя
управлять с помощью его выключателя, опасен и подлежит ремонту.
▪ Отключите штепсель от электросети перед тем, как начать какие-либо настройки, замену принадлежностей или хранение элек-
троинструмента. Такая превентивная мера безопасности снижает риск невольного пуска электроинструмента.
▪ В периоды, когда Вы не работаете с Вашими электроинструментами, храните их в месте, недоступном для детей, и не позволяйте
лицам, незнакомым с работой электроинструмента или с настоящими инструкциями, его использовать. Электроинструменты
представляют опасность в руках неподготовленных потребителей.
▪ Осуществляйте проверку электроинструментов. Убедитесь, что вращающиеся части работают нормально и свободно,
находятся в целости и исправности, а также проверяйте все обстоятельства, которые могли бы неблагоприятно повлиять
на работу электроинструментов. В случае повреждения электроинструмент необходимо отремонтировать для дальнейшего
использования. Плохое обслуживание является причиной большого количества инцидентов.
▪ Поддерживайте режущие части инструмента острыми и чистыми. Правильно поддержанные режущие части реже блокируются
и проще управляются.
▪ Используйте электроинструмент, его принадлежности и рабочие инструменты в соответствие с настоящей инструкцией, спо-
собом, предусмотренным для конкретного вида электроинструмента, исходя из условий эксплуатации и характера проводимых
работ. Использование электроинструмента не по предназначению может создать опасную ситуацию.
ПРАВИЛЬНОЕ ИСПОЛЬЗОВАНИЕ И ОБСЛУЖИВАНИЕ АККУМУЛЯТОРНЫХ ЭЛЕКТРОИНСТРУМЕНТОВ
▪ Убедитесь, что выключатель находится в позиции «ВЬІКЛ» перед присоединением аккумуляторной батареи. Присоединение акку-
муляторной батареи к инструменту с выключателем в позиции «ВКЛ» может привести к несчастным случаям.
▪ Заряжать аккумуляторные батареи только зарядным устройством, рекомендованным производителем. Зарядное устройство, под-
ходящее для одного типа аккумуляторных батарей, может причинить пожар при попытке использования с батареей другого типа.
▪ Использовать инструменты только с предписанным типом аккумуляторной батареи. Употребление батареи другого типа может
быть причиной несчастного случая или пожара.
▪ Не подключенную аккумуляторную батарею оберегать от скрепок, монет, ключей, гвоздей, шурупов и других металлически предметов,
которые могут замкнуть накоротко клеммы батареи. Укорачивание клемм батареи может вызвать ожоги или пожар.
▪ При неправильном употреблении из батареи может просочиться жидкость. Избегать контакта с этой жидкостью. При случайном попа-
дании жидкости на кожу сполоснуть большим количеством чистой воды. При попадании аккумуляторной жидкости в глаза после про-
мывки обратиться к врачу. Протекшая из батареи жидкость может причинить воспаление или ожоги.
СЕРВИСНОЕ ОБСЛУЖИВАНИЕ
▪ Ремонт инструмента выполняется только квалифицированным специалистом, с использованием оригинальных запасных
частей. Таким образом, обеспечивается безопасная работа электроинструмента.
IV - Дополнительные правила по безопасности при работе с аккумуляторными дрелями
▪ Следует помнить, что электроинструмент всегда в рабочем состоянии, так как нет необходимости подключения к электросети.
Обязательно устанавливать выключатель в позиции ВЫКЛ, когда будете присоединять или снимать батарею.
▪ По возможности всегда используйте захваты или тиски для зафиксирования обрабатываемого материала.
▪ Не прикасаться к сверлу рукой непосредственно после использования – оно может быть очень горячим.
▪ При работе с дрелью использовать защитную экипировку - защитные очки и антифоны. Если во время работы выделяется
пыль, предусмотреть пылезащитную маску.
▪ Пыль, выделяемая при обработке материалов содержащих кварц (двуокись силиция) вредит здоровью. Не допускается обработ-
ка материалов, содержащих асбест.
▪ Электроинструмент следует использовать только по предназначению. Любой другой тип использования, отличающийся от опи-
санного в этой инструкции, будет считаться неправильным. Потребитель несет полную ответственность за любые повреждения
или ранения, произошедшие в результате неправильного использования – в таком случае производитель не принимает рек-
ламации.
▪ Для правильной эксплуатации электроинструмента следует строго соблюдать правила по безопасности, общие инструк-
ции и указания по работе, указанные в настоящем документе. Все потенциальные потребители должны быть ознакомлены
с этой инструкцией по эксплуатации и информированы о потенциальных рисках во время работы с электроинструментом. К
работе с инструментом не следует допускать детей и людей физически немощных. Дети, находящиеся вблизи места работы
с электроинструментом, должны быть под непрерывным присмотром. При работе обязательно следует обеспечить превен-
тивные меры по безопасности. То же самое относится к соблюдению основных правил в связи с профессиональным здоровьем и
безопасностью.
▪ Производитель не несет никакой ответственности за любые изменения электроинструмента, сделанные потребителем,
как и за повреждения, являющиеся следствием этих изменений. Даже если электроинструмент используют
исключительно по предназначению невозможно устранить все остаточные рисковые факторы. Перечисленные ниже опасности
могут возникнуть в связи с конструктивными особенностями и дизайном электроинструмента.
▪ Проблемы с легкими, если не использованы эффективные маски против пыли.
▪ Проблемы со слухом, если не использованы эффективные защитные средства.
V - Дополнительные правила при работе с зарядным устройством
▪ Перед использованием зарядного устройства прочесть внимательно инструкции и предупредительные заметки относительно
устройства и комплекта батареи, а также инструкции по использованию батарей.
▪ Заряжать батарею только в закрытых помещениях, так как зарядное устройство не конструировано для работы под открытым небом.
ВНИМАНИЕ: Запрещается вставлять батарею с любыми признаками повреждения в зарядное устройство. Это гро-
зит опасностью поражения током.
ПРЕДУПРЕЖДЕНИЕ: Не допускать попадания воды в зарядное устройство. Это грозит опасностью поражения током.
▪ Зарядное устройство предназначено для работы только и единственно с батареями SPARKY, включенными в комплект постав-
ки. Употребление устройства с батареями любого другого типа грозит опасностью пожара и поражения током.
▪ Зарядное устройство и поставляемая вместе с инструментом батарея специально спроектированы для совместной работы.
Не допускается использовать другие зарядные устройства для зарядки батареи.
▪ Не ставить никакие предметы на зарядное устройство – это может причинить перегрев. Не оставлять зарядное устройство
вблизи источников тепла.
▪ Никогда не тянуть за шнур зарядного устройства, чтобы выключить питание.
▪ Кабель зарядного устройства должен быть расположен так, чтобы исключить любую возможность повреждения и механичных
нагрузок, а также возможность наступить на него или споткнуться.
▪ Не использовать удлинители кабеля, если нет серьезной необходимости. Использование неподходящего удлинителя может
быть причиной пожара или поражения током.
▪ Нельзя использовать зарядное устройство, если оно упало, перетерпело сильный удар или имеет повреждение любого вида. Не-
льзя включать зарядное устройство, если кабель или штепсель питания повреждены - они должны быть заменены незамед-
лительно. Отдать зарядное устройство в уполномоченную сервисную станцию для осмотра или ремонта.
▪ Не разрешается разбирать зарядное устройство. В случае необходимости отдать устройство уполномоченную сервисную
мастерскую для ремонта. Неправильная сборка может быть причиной пожара или поражения током.
▪ Чтобы избежать опасности поражения током, выключать питание зарядного устройства перед каждой операцией очистки.
Снятие батареи нисколько не уменьшает эту опасность.
▪ Никогда не пытаться связать последовательно две зарядные устройства.
▪ Не сохранять и не использовать зарядное устройство и батареи в местах, где температура равна или больше +40.5ºC, напри-
мер под навесом, в автоприцепах или в металлических конструкциях летом.
▪ Зарядное устройство предназначено для питания от стандартной электросети с напряжением 230–240 V. Нельзя подключать
зарядное устройство к сети с другим напряжением питания.
▪ Когда необходимо зарядить вторую батарею, следует выключить зарядное устройство от сети и оставить остынуть минимум
на 15 минут. После этого периода можно заряжать следующую батарею.
▪ Если зарядное устройство оставлено включенным в сеть питания, любое чужое тело может быть причиной короткого замыкания
между открытыми клеммами зарядного устройства. Проводящие материалы, например стальная вата, алюминиевая фольга и
любые материалы из металлических частиц надо сохранять далеко от зарядного устройства. Когда в зарядном устройстве
нет вставленной батареи, оно должно быть отключено от сети питания.
▪ Нельзя замораживать и не погружать зарядное устройство в воду или в другую жидкость.
VI - Дополнительные правила при работе с батареями
▪ Батарея этого электроинструмента поставляется не полностью заряженной. Перед началом работы батарею следует зарядить полностью.
ВНИМАНИЕ: Если на батарее обнаружены трещины или любое другое повреждение, нельзя вставлять батарею в за-
рядное устройство – это грозит опасностью поражения током.
▪ Максимальную долговечность и высокие эксплуатационные качества можно обеспечить, если батареи заряжаются при ок-
ружающей температуре между 18ºC – 24ºC. Нельзя заряжать батареи при окружающих температурах ниже +4.5ºC или выше
+40.5ºC. Это важное условие следует строго соблюдать для предотвращения серьезных повреждений батареи.
▪ Во время зарядки зарядное устройство и батарея могут быть теплыми на ощупь. Это считается нормальным и не является пока-
зателем наличия неисправности.
▪ Чтобы предотвратить возможность перегрева не допускается заряжать батареи под прямыми солнечными лучами при жаркой
погоде или вблизи источников тепла.
▪ Нельзя заряжать батареи в замкнутой кабине или резервуаре. Во время зарядки батарею следует поместить в помещение с
хорошей вентиляцией.
▪ В редких случаях при тяжелых режимах эксплуатации возможно протекание незначительного количества жидкости из батареи.
Это не является признаком неисправности. Если при нарушении внешнего уплотнителя на кожу попадет жидкость надо:
- Сразу промыть водой и мылом.
- Нейтрализовать место слабой кислотой - например, лимонным соком или уксусом.
- Если жидкость из батареи попадет в глаза, промывать чистой водой в течение минимум 10 минут и незамедлительно обратить-
ся к врачу. (Примечание: Жидкость является 25-35% раствором гидроокиси калия.)
▪ Если зарядка батареи не протекает нормально:
(1) Проверить наличие напряжения в сетевом контакте лампой или фазометром.
(2) Перенести зарядное устройство с батареей там, где окружающая температура в диапазоне 18ºC–24ºC.
(3) Если проблемы при зарядке продолжаются, отнести или выслать электроинструмент в комплекте с батареей и зарядным
устройством в сервисную мастерскую.
▪ Батарею надо перезарядить, когда она перестанет подавать достаточную мощность для операции, которая перед тем выпол-
нялась без затруднения. В таком случае следует ПРЕКРАТИТЬ РАБОТУ и начать процедуру перезарядки.
▪ Не сжигать батарею, даже если она серьезно повреждена или уже не держит заряда. В огне батарея может взорваться.
▪ Для лучшего охлаждения батареи после работы, при жаркой погоде воздерживаться от использования зарядного устройства
или батареи под металлическим навесом или в автоприцепе без тепловой изоляции.
ВНИМАНИЕ: Никогда не пробовать открывать батарею по какому-либо поводу. В случае поломки корпуса или трещин на
пластмассе корпуса батареи передать батарею в мастерскую для рециклирования.
ПЕРЕД НАЧАЛОМ ЗАРЯДКИ БАТАРЕИ ЭЛЕКТРОИНСТРУМЕНТА ПРОЧЕСТЬ ВНИМАТЕЛЬНО ИНСТРУКЦИИ В РАЗДЕЛЕ
О ЗАРЯДНОМ УСТРОЙСТВЕ .
▪ Использовать только подходящую батарею SPARKY (доставленную с электроинструментом или запасную батарею того же са-
мого типа). Ни в коем случае не подключать батареи других типов. Это может привести к повреждению электроинструмента и мо-
жет породить опасную ситуацию.
▪ Для зарядки батареи использовать только зарядные устройства SPARKY.
▪ Батарея составлена из никель-кадмиевых элементов. Кадмий считают ядовитым веществом. Запрещается выбрасывать бата-
реи вместе с хозяйственными отбросами. Батареи следует собирать отдельно и передавать для рециклирования в соответс-
твии с требованиями охраны окружающей среды.
УСТАНОВКА И СНЯТИЕ БАТАРЕИ
Чтобы снять батарею: нажать одновременно на оба фиксатора для освобождения на батареи (7) и вытянуть ее из корпуса электроинс-
трумента. Перед установкой аккумуляторной батареи проверить, что выключатель находится в позиции ВЬІКЛ.
Чтобы поставить батарею: Установить направляющие на корпусе электроинструмента вровень с фиксаторами на батарее и пере-
двинуть батарею в электроинструмент, пока не будет слышен характерный щелчок.
ЗАРЯДКА БАТАРЕИ
ВНИМАНИЕ: Батарея заряжается полностью за период около 1 часа. После истечения этого времени следует вынуть
батарею из гнезда зарядного устройства.
1. Вставить батарею в гнездо зарядного устройства, пока не будет слышен характерный щелчок. Проверить стабильность фик-
сирования батареи в гнезде.
2. Включить штепсель зарядного устройства в контакт. Зажигается зеленый светодиод (12), который указывает наличие напряже-
ния питания.
3. Нажать на выключатель (14). Зажигается красный светодиод (13), указывающий, что протекает процесс зарядки, а зеленый све-
тодиод гаснет.
4. Зарядка батареи продолжается около 1 часа. Тогда красный светодиод гаснет и зажигается зеленый светодиод, который ука-
зывает, что процесс зарядки окончен.
5. Выключить штепсель из контакта и вынуть батарею с гнезда зарядного устройства.
СОВЕТЫ ДЛЯ ОБЕСПЕЧЕНИЯ БОЛЬШЕЙ ДОЛГОВЕЧНОСТИ БАТАРЕЙ
▪ Батарею не следует перезаряжать после короткого периода работы - это может привести к сокращению продолжительности работы и
емкости батареи
▪ Не допускать быстрой зарядки батареи только в течение нескольких минут. Каждый раз проводить полную зарядку батареи, чтобы
зарядное устройство закончило полный цикл зарядки.
▪ Когда аккумуляторная батарея не используется, сохранять ее вдали от скрепок, монет, ключей, гвоздей, шурупов и других мелких
металлических предметов, которые могут замкнуть накоротко ее клеммы. Укорочение клемм батареи может причинить короткое за-
мыкание и привести к пожару или взрыву.
▪ После использования зарядное устройство обязательно должно быть отключено от питания; хранить устройство в сухом и безопас-
ном месте.
▪ Не допускается заряжать батареи и сохранять зарядное устройство в помещениях, где температура может быть ниже 0ºC или выше +40.5ºC.
ИНДИКАТОР СОСТОЯНИЯ БАТАРЕИ
Состояние батареи контролируют тремя светодиодами (4). Чтобы активировать индикатор состояния батареи, сначала освободить
выключатель машины (5), если он был включен – т.е. двигатель не должен работать. Три светодиода отражают три уровня зарядки -
низкий, средний и высокий. Когда светится только один светодиод (низкий уровень), батарею следует вынуть и подключить к зарядному устройству.
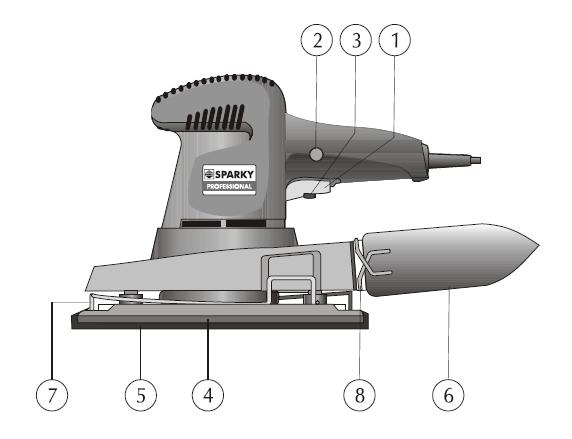
VII - Ознакомление с электроинструментом
Перед началом работы с дрелью ознакомиться со всеми эксплуатационными особенностями и правилами безопасности.
Аккумуляторный электроинструмент и его принадлежности следует использовать только по предназначению. Любое другое приложение запрещено.
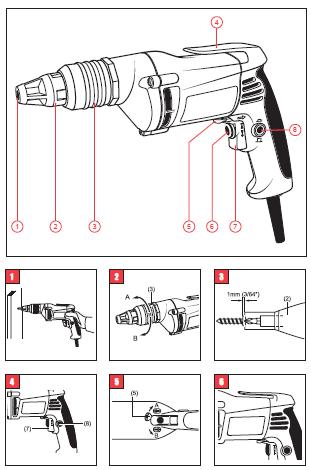
1. Быстрозажимный патрон
2. Регулятор крутящего момента
3. Переключатель скоростей (BR 12E, BR 15E)
4. Светодиодный индикатор батареи
5. Выключатель
6. Переключатель-реверс (изменение направления вращения)
7. Светодиодное освещение
8. Выключатель светодиодного освещения
9. Аккумуляторная батарея
10. Фиксаторы крепления батареи
11. Зарядное устройство
12. Зеленый светодиод
13. Красный светодиод
14. Выключатель
VIII - Указания по эксплуатации
СВЕТОДИОДНОЕ ОСВЕЩЕНИЕ РАБОЧЕЙ ЗОНЬІ
На дрели монтированы два светодиода (7), которые улучшают освещенность рабочей зоны при работе в слабо освещенных местах.
Чтобы включить или выключите дополнительное освещение, нажать на бутон (8).
ВЫБОР НАПРАВЛЕНИЯ ВРАЩЕНИЯ
При крайнем правом положении рычага (6) (смотря сзади) шпиндель вращается в направлении против часовой стрелки, а при
крайнем левом - по часовой стрелке. Если выключатель (5) нажат, рычаг (6) нельзя переключать.
ВНИМАНИЕ: Изменение направления вращения следует производить только при остановленной дрели. Сверление и завинчивание
шурупов выполнять при переключателе в крайнем правом положении. Отвинчивание шурупов выполнять при переключателе в крайнем левом
положении.
ПУСК - ОСТАНОВ
Пуск: нажать на выключатель (5).
Останов: отпустить выключатель (5).
Электроинструмент оборудован тормозом.
Шпиндель перестает крутиться сразу после полного освобождения рычага выключателя.
БЕССТУПЕНЧАТОЕ ЭЛЕКТРОННОЕ РЕГУЛИРОВАНИЕ ОБОРОТОВ
При легком нажатии выключателя (5) дрель включается на малых оборотах, которые плавно увеличиваются до максимума по мере
увеличения нажатия на выключатель до крайнего положения.
РЕГУЛИРОВАНИЕ КРУТЯЩЕГО МОМЕНТА
Чтобы установить регулятор (2) в одном из пятнадцати его положений, повернуть кольцо сзади патрона.
Пятнадцать положений регулятора крутящего момента (2) позволяют точное контролирование электроинструмента, когда он исполь-
зуется в качестве отвертки и этим способом предотвращается перезатягивание шурупов. Величину крутящего момента обозначает
одно из чисел, маркированных на кольце. Чем больше число, маркированное на кольце, тем больше крутящий момент. Чтобы выбрать
подходящий момент, повернуть кольцо до совпадения желанного числа со стрелкой на корпусе дрели.
ПЕРЕКЛЮЧАТЕЛЬ СКОРОСТЕЙ (BR 12E, BR 15E)
Двухстепенный переключатель скоростей (3) дает возможность выбора передачи, оптимальной скорости и крутящего момента, под-
ходящие для конкретного приложения.ВНИМАНИЕ: Передачи следует переключать только при остановленном шпинделе дрели.
1. Чтобы выбрать низшую передачу (малые обороты, высокий крутящий момент) передвинуть переключатель скоростей (3) впе-
ред в направление патрона. Обозначенная на переключателе цифра 1 указывает выбранную скорость.
2. Чтобы выбрать высшую передачу (высокие обороты, малый крутящий момент) передвинуть переключатель скоростей (3)
назад. Обозначенная на переключателе цифра 2 указывает выбранную скорость.
УСТАНОВКА И СНЯТИЕ НАКОНЕЧНИКА
ВНИМАНИЕ: Рекомендуется снять батарею, чтобы избежать невольного включения. Дрель оборудована самоблокирующимся
шпинделем, что означает, что при попытке вращать патрон вручную шпиндель автоматически блокируется. Для снятия или регулиро-
вания длины наконечника необходимо только сжать крепко патрон и крутить его корпус. Дрель снабжена быстрозатягивающим пат-
роном, для которого не нужен ключ для затягивания сверла в патроне. Всегда устанавливать переключатель направления вращения
в нейтральном положении перед заменой сверл.
1. Разжать патрон, крутя его корпус против часовой стрелки. Отверстие должно быть достаточно большим для вставления вы-
бранного наконечника.
2. Увериться, что наконечник вставлен так, чтобы пальцы патрона захватили его в участке с плоскими поверхностями.
3. Чтобы затянуть крепко наконечник крутить корпус патрона по часовой стрелке. Проверить надежность закрепления - в против-
ном случае может произойти повреждение пальцев патрона.
4. Чтобы вынуть наконечник разжать пальцы патрона, крутя его корпус против часовой стрелки.
СВЕРЛЕНИЕ ОТВЕРСТИЙ
Сверление отверстий в металле
▪ Чтобы гарантировать хорошие результаты использовать сверла быстрорежущей стали для металла или стали.
▪ Установить регулятор крутящего момента (2) в положении сверления (“сверло”).
▪ Начать сверление на малых оборотах, чтобы не допустить смещения сверла с начальной точки.
▪ Фиксировать надежно листы стали.
▪ Фиксировать тонкие металлические листы при помощи деревянных блоков, чтобы избежать смещения и деформации.
▪ При помощи острого инструмента маркировать центр отверстия перед сверлением.
▪ Использовать смазочную жидкость, подходящую для обрабатываемого материала.
Сверление отверстий в пластмассе и в ламинированных древесностружечных плитах
▪ Использовать сверла быстрорежущей стали.
▪ Прочесть указания в разделе „Сверление отверстий в дереве“.
Сверление отверстий в дереве
▪ Для хороших результатов использовать сверла быстрорежущей стали при сверлении отверстий в дереве.
▪ Установить регулятор крутящего момента (2) в положении сверления (“сверло”).
▪ Начать сверление на малых оборотах, чтобы избежать смещения сверла с начальной точки. Увеличить скорость, когда сверло
войдет глубже в материал.
▪ При сверлении сквозного отверстия подложить кусок дерева под обрабатываемый материал, чтобы предотвратить деформи-
рование или расщепление тыльной части отверстия.
При всех операциях сверления
▪ Использовать только хорошо заточенные сверла.
▪ Маркировать предварительно центры отверстий, которые будете сверлить шилом или центром.
ЗАВИНЧИВАНИЕ / ОТВИНЧИВАНИЕ ШУРУПОВ
Выбрать подходящий крутящий момент, установив соответствующее число на кольце регулятора крутящего момента (2) против
стрелки на корпусе. Поставить необходимый наконечник.
ВНИМАНИЕ: Презатягивание может привести к ломке шурупа или повреждению наконечника.
ПРЕДУПРЕЖДЕН ИЕ: Если при завинчивании машину держать под углом к шурупу, это может причинить повреждение
головки шурупа или крутящий момент не будет передаваться полностью на шуруп. Следить за соосностью машины и завинчи-
ваемого шурупа.
СМЕНА ПАТРОНА
Снятие патрона
ВНИМАНИЕ: Обязательно надеть защитные очки.
Установить кольцо регулирования оборотов (2) в положение „сверление” и включить низшую передачу переключателем (3). Затянуть
в патроне короткий конец шестигранного ключа 5 mm или большего размера (не входит в комплект поставки). Стукнуть по длин-
ному концу ключа деревянным молотком или тупым предметом по часовой стрелке. Так можно ослабить фиксирующий винт (с левой
резьбой) внутри патрона.
1. Развести до максимума пальцы патрона.
2. Вставить шестигранный ключ в переднюю часть патрона между пальцами и зафиксировать в головке фиксирующего винта (с
левой резьбой). Отвинтить винт по часовой стрелке и снять.
3. Поставить шестигранный ключ в патрон и затянуть пальцы. Деревянным молотком или подобным предметом ударить резко по
ключу против часовой стрелки. Таким образом, ослабляется фиксирование патрона и его можно отвинтить рукой.
Установка патрона
1. Завинчивать патрон рукой до натяжения и вставить фиксирующий винт (с левой резьбой).
2. Затянуть в пальцах патрона короткий конец шестигранного ключа (не входит в комплект поставки), ударить по длинному концу
ключа деревянным молотком по часовой стрелке.
3. Снять ключ и раздвинуть до конца пальцы патрона. Затянуть крепко фиксирующий винт в центре патрона шестигранным клю-
чом против часовой стрелки.
ПРИНАДЛЕЖНОСТИ
Зарядное устройство, две Ni-Cd батареи и 2 комбинированные (двухсторонние) отвертки.
IX - Обслуживание
ВНИМАНИЕ: Перед началом любой проверки или операции по обслуживанию обязательно выключать электроинстру-
мент и снимать батарею. Проверять регулярно надежное натяжение винтов на корпусе. После продолжительной
эксплуатации возможно ослабление затягивания винтов под действием вибраций. Смазывать регулярно все движущиеся части.
ОЧИСТКА
Машина и вентиляционные отверстия должны быть чистыми для гарантирования безопасной работы.
Следить и регулярно устранять чужие частицы и пыль с вентиляционной решетки в поблизости от электродвигателя и в выключателях.
Использовать мягкую щетку для устранения накопленной пыли. Во время чистки носить защитные очки, чтобы предохранить глаза.
Корпус машины вытирать мягкой влажной тряпкой. Можно использовать раствор неагрессивного моющего средства.
ВНИМАНИЕ: Не допускается использование спирта, бензина и прочих растворителей. При чистке пластмассовых
частей запрещено использование разъедающих средств.
ВНИМАНИЕ: Не допускать попадания воды и брызг в машину.
ВАЖНО ! Для гарантирования безопасной и надежной работы электроинструмента все операции по ремонту, обслуживанию и регули-
рованию должны быть выполнены в авторизированных сервисах SPARKY с использованием исключительно оригинальных запасных частей.
X - Гарантия
Гарантийный срок электроинструментов SPARKY указан в гарантийной карте. Неисправности, появившиеся в результате
естественного изнашивания, перегрузки или неправильной эксплуатации, не входят в гарантийные обязательства.
Неисправности, появившиеся вследствие применения некачественных материалов и/или из-за производственных ошибок, уст-
раняются без дополнительной оплаты путем замены или ремонта. Рекламации дефектного электроинструмента SPARKY принимаются в том
случае, если машина будет возвращена поставщику, или специализированному гарантийному сервизу в не разобранном (первоначальном) состоянии.
Замечания
Внимательно прочтите всю инструкцию по эксплуатации перед тем, как приступить к использованию этого изделия.
Производитель сохраняет за собой право вносить в свои изделия улучшения и изменения, а также изменять спецификации без
предупреждения. Спецификации для разных стран могут различаться.